淺議激光流量傳感器在火電廠斗輪堆取料機瞬時取料量中的控制應用
2022-02-10 08:38:34楊文英高靜
中國設備工程 2022年2期
楊文英,高靜
(國能網信科技(北京)有限公司 北京 100010)
傳統人工控制下的斗輪堆取料機取料,司機通過經驗,控制斗輪來挖取物料。由于操作的不穩定與實時流量判斷的滯后等因素,經常會出現超流量或取料不足的情況,影響取料效率,也會為皮帶輸送裝置帶來負面的影響。為了實現人工控制取料方式中取料的大致恒定,主要是邊取料邊觀測安裝在懸臂皮帶上的皮帶秤測得的瞬時流量,得知當前取料流量。通過與設定取料流量對比,調節懸臂回轉速度快慢,以此調整取料流量。但皮帶秤的位置與斗輪之間有一定距離,皮帶秤測得的讀數就會有些滯后,無法實時準確地反映斗輪取料流量。所以,人工控制下的取料作業流量的穩定性不高,完全依賴操作人員的經驗。
本文中闡述的是一種基于懸皮激光流量傳感器控制懸臂斗輪堆取料機瞬時取料量的控制方法,使得實時取料瞬時流量很好地跟隨系統設定取料流量,保持整個取料過程的取料量恒定。
1 激光流量傳感器工作原理
本文中闡述的激光流量傳感器為德國SICK的LMS111系列流量傳感器,安裝在懸臂皮帶正上方。它采用LMS傳感器硬件技術,基于時間飛行原理,通過發送與接收激光脈沖的時間差,可計算出2D輪廓,然后再結合傳送帶速度,生成可靠的體積流量信號,其工作原理如圖1所示。
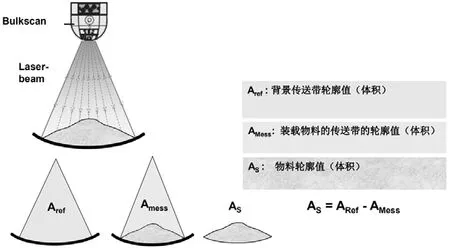
圖1 激光流量傳感器工作原理
具體的工作過程為。首先,使用傳感器在沒有散料的傳送帶上進行學習;然后,傳送帶運轉,裝載的散料經過Bulkscan掃描區域,即可以計算出體積流量。
在激光流量傳感器的系統操作界面中輸入正確的傳送帶速度或者接入編碼器信號,系統可準確輸出散料的體積流量和質量流量(密度)。
2 斗輪堆取料機的恒定瞬時取料量控制
本文中闡述的斗輪堆取料機恒定取料量控制,以PID閉環控制為基本控制原理,建立以瞬時取料量為被控量的閉環控制系統,建立以恒定取料量為控制目標的斗輪堆取料機回轉自動控制系統模型,模型示意圖如圖2所示。系統控制模型以PLC為控制核心,由PLC進行數據的采集、瞬時料量反饋值的計算以及回轉輸出頻率計算;基于變頻驅動的回轉系統作為執行部分控制斗輪堆取料機的懸臂回轉速度進行取料作業,從而實現單位時間內取料量的調節。
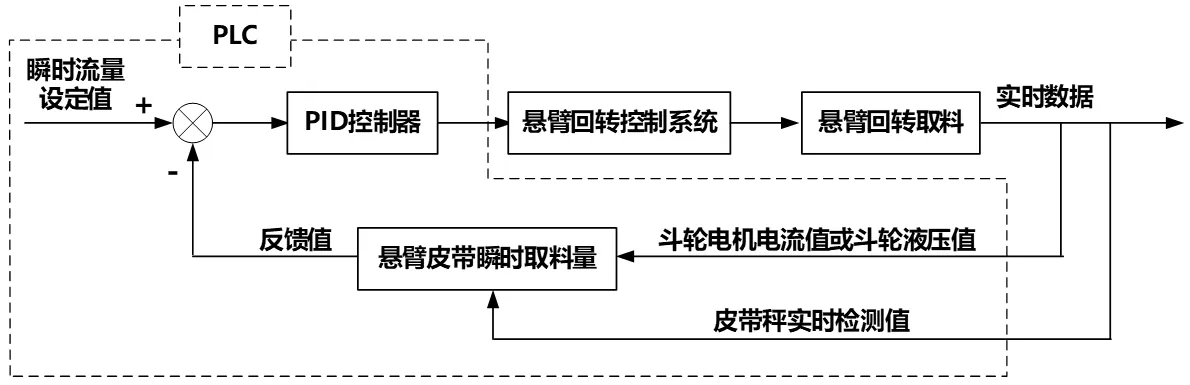
圖2 恒流量控制系統模型
PID閉環控制的輸入為設定的取料流量,輸出為懸臂皮帶實際的瞬時取料量。通過比較二者之間的偏差,計算得出需要調整的懸臂回轉速度,從而實現取料恒流量控制。在調整過程中,當煤塵比較大,激光流量傳感器發生抖動時,適時地引入皮帶秤實時檢測值進行數據校正。斗輪電機電流值或液壓值用于在整個過程中對斗輪機構起保護作用,提高系統操作的安全性。
3 恒流量取料的工藝流程設計
恒流量取料作業的工藝流程圖如圖3所示。
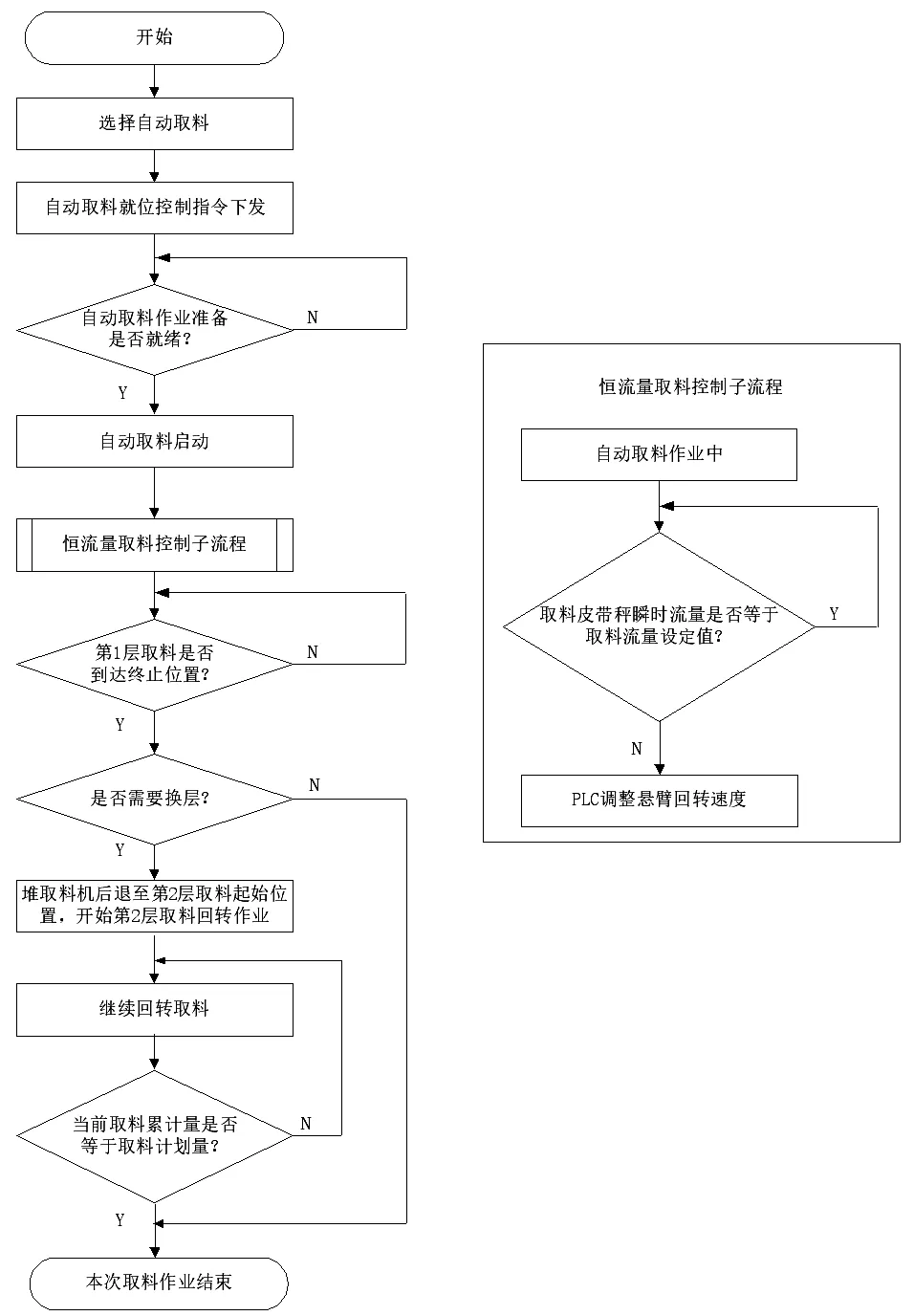
圖3 恒流量取料工藝流程
PLC實時讀取SICK煤流檢測激光雷達的數據,累計2s的流量平均出每秒的實際流量,通過流量的大小和設定流量的比較計算出需要調整的回轉速度,從而達到實時煤流量控制的目的。當實際煤流量過快的低于預測值后停止回轉1~3s,后繼續回轉。做到流量不產生波浪,懸臂回轉過程中沒有明顯卡頓感。
PLC計算取料瞬時流量的過程如圖4所示。
圖4 PLC計算取料瞬時流量過程
4 優點和積極效果
本文中闡述的LMS111系列激光流量傳感器,防護等級為IP67、采用先進的非接觸光學檢測方式、連續無間斷進行懸皮流量檢測、應用最新的多次回波檢測技術(兩次回波)有效應對惡劣的應用環境;可以根據現場需要,靈活配置各種圖形的保護區域,且可以根據現場的需要,隨時簡單的修改圖形。
瞬時取料量的恒定控制設計引入了PID閉環控制原理,建立以恒定取料量為控制目標的取料機回轉自動控制系統模型。激光流量傳感器檢測到的實時取料量精準度較高、實時性和準確性較好地保證了閉環系統的控制效果,實現瞬時取料量對設定值的跟隨,實際取料量的偏差范圍也在合理范圍內。
本文中闡述的基于激光流量傳感器實現斗輪堆取料機瞬時取料量恒定控制的方法,為斗輪堆取料機自動取料提供了一種切實可行的方法,為實現斗輪機無人化作業的深層次應用提供了關鍵要素,是適應火電廠煤場智能管控需求、緊跟時代發展步伐的優秀技術方案。
