考慮焊接缺陷對(duì)雙金屬帶鋸條鋸齒切削性能的影響研究*
2022-02-11 08:39:12吳利平郝紅梅鄒修敏盧學(xué)天
南方農(nóng)機(jī) 2022年3期
李 磊 , 吳利平 , 錢 靖 , 劉 惺 , 郝紅梅 , 鄒修敏 , 陳 麗 , 盧學(xué)天
(1.四川化工職業(yè)技術(shù)學(xué)院機(jī)械工程學(xué)院,四川 瀘州 646300;2.四川鐵道職業(yè)學(xué)院城市軌道交通學(xué)院,四川 成都 611730)
0 引言
雙金屬帶鋸條(以下簡稱帶鋸)是由高速鋼(齒部)和彈簧鋼(背部)通過電子束或者激光焊焊接后,再經(jīng)過一系列冷、熱加工工藝制造的鋸切工具。與其他鋸切工具相比,具有鋸切效率高、切割尺寸范圍大、斷面精度高等優(yōu)點(diǎn),因此被廣泛應(yīng)用于制造業(yè)中,尤其是備料工序階段。近年來,隨著被加工材料的性能不斷改善以及各制造企業(yè)對(duì)生產(chǎn)成本的控制加大,企業(yè)對(duì)加工刀具的切割效率和使用壽命等方面提出了更高要求[1]。基于此,相關(guān)的學(xué)者們對(duì)帶鋸進(jìn)行了深入研究。Sarwar M、Haider J等[2]分析了帶鋸條的銑齒工藝,因齒尖毛刺較多而影響帶鋸壽命。Lengoc L等[3]、Gendraud P等[4]研究了鋸條壽命和振動(dòng)之間的關(guān)系。朱維斗[5]分析了帶鋸崩齒的原因。匡旭光等[6]研究了表面干噴工藝對(duì)帶鋸性能的影響,得到干噴提高帶鋸壽命的結(jié)論。陳剛等[7]研究了雙金屬CO2激光焊接工藝。賈寓真等[8]通過鋸切GCr15和空轉(zhuǎn)疲勞測(cè)試,對(duì)比了表面噴砂工藝對(duì)雙金屬帶鋸條疲勞壽命的影響。衛(wèi)壽亮等[9]對(duì)帶鋸激光焊表面缺陷進(jìn)行了分析,提出降低氣孔形成率的焊接方案。柳艷等[10]對(duì)M42-X32雙金屬帶鋸進(jìn)行了回火工藝研究,分析了其硬度下降和壽命提高的原因。李貴茂等[11]對(duì)雙金屬帶鋸條進(jìn)行了淬火處理的研究。劉國躍等[12]分析了帶鋸齒距和切削力的關(guān)系。
綜上所述,這些研究主要集中在帶鋸的齒形設(shè)計(jì)、振動(dòng)機(jī)理、制造工藝等方面,對(duì)帶鋸的制造和壽命起到了較大的促進(jìn)作用,為帶鋸壽命的試驗(yàn)研究提供了設(shè)備基礎(chǔ)和理論支撐,但影響帶鋸壽命更為重要的焊接工藝方面的研究主要是基于鋸切實(shí)驗(yàn)進(jìn)行的,此類研究周期較長、成本較高并且需要專用的試驗(yàn)設(shè)備。這嚴(yán)重影響了我國帶鋸走向高端產(chǎn)品市場(chǎng)的進(jìn)程,因而縮短此類研發(fā)的周期、降低研發(fā)成本,從帶鋸制造過程中的工藝缺陷對(duì)帶鋸壽命和切削性能的影響機(jī)理進(jìn)行研究,成為目前帶鋸研發(fā)中亟待解決的問題之一。
課題組提出考慮含焊接工藝缺陷的鋸齒切削力數(shù)學(xué)模型,并將焊接缺陷中典型焊縫裂紋等因素進(jìn)行參數(shù)化,通過改變?nèi)毕輩?shù),計(jì)算切削力,從而得到了“焊接缺陷-切削力”的變化趨勢(shì)。
1 單個(gè)鋸齒切削力數(shù)學(xué)模型
1.1 鋸齒切削力模型
雙金屬帶鋸條結(jié)構(gòu)如圖1所示,由彈簧鋼和高速鋼焊接而成。雙金屬帶鋸條由多個(gè)鋸齒循環(huán)一組組成變齒形帶鋸條,一般用TPI[12]表征,其齒形根據(jù)結(jié)構(gòu)可分為通用齒形、抗拉齒形、龜背齒形等。

圖1 雙金屬帶鋸條示意圖
由于其切削過程中,相當(dāng)于每個(gè)單獨(dú)鋸齒進(jìn)行切削,而每組鋸齒中,單個(gè)鋸齒受力較為類似,因此,在不考慮分齒、變齒的情況下,將單個(gè)鋸齒進(jìn)行簡化,可將其簡化為懸臂梁,裂紋分為中心裂紋、邊裂紋、表面裂紋等。本文以貫穿裂紋為例進(jìn)行計(jì)算,單個(gè)鋸齒力學(xué)模型如圖2所示。

圖2 單個(gè)鋸齒力學(xué)模型
其中,F(xiàn)為單個(gè)鋸齒的受力;H為雙金屬鋸條崩齒斷裂處的長度;h為焊接裂紋尺寸;△y為裂紋中心到鋸齒中心的距離;y1為焊縫左邊部分中心到鋸齒中心的距離;y2為焊縫右邊部分中心到鋸齒中心的距離。
1.2 考慮焊接缺陷的數(shù)學(xué)模型
雙金屬帶鋸條在切削過程中,鋸齒斷裂是其中一種失效形式,而當(dāng)其在制造過程中存在焊接缺陷時(shí),可能會(huì)造成鋸齒的崩刃。由于切削力主要和切削速度、材料等參數(shù)有關(guān),因此,用鋸齒切削力不易表示單個(gè)鋸齒切削性能,考慮其崩刃前的瞬間,是達(dá)到了斷裂的強(qiáng)度極限的。若存在裂紋,則危險(xiǎn)截面即為焊接裂紋所在位置。單個(gè)鋸齒簡化為懸臂梁模型后,其裂紋所在截面為彎矩最大的地方,因此考慮其彎曲應(yīng)力σ,以此來表征鋸齒的切削強(qiáng)度極限。
由材料力學(xué)彎曲應(yīng)力可知:

式中:σ為鋸齒根部的彎曲應(yīng)力;M為最大彎矩,y為最大彎矩發(fā)生處到中性軸的距離,Iz為截面對(duì)z軸的慣性矩,[σ]為需用應(yīng)力。
圖2 結(jié)構(gòu)中的參數(shù)y1、y2分別為:
將y1、y2代入式(1),得焊縫兩端的應(yīng)力分別為:

當(dāng)焊縫中心處于圖1所示位置時(shí),由式(3)可知,σ1>σ2,反之則σ2>σ1;以圖1中位置為例,推導(dǎo)其“F-h”數(shù)學(xué)模型為:

當(dāng)雙金屬帶鋸條確定后,式中b、H、h、L、[σ]為常數(shù),因此,用Fφ替代,則得到切削力的極限力F與焊縫h的關(guān)系為:

其中,F(xiàn)φ為:

2 焊接缺陷對(duì)切削力的影響分析
2.1 裂紋大小對(duì)單個(gè)鋸齒切削力影響分析
由于式(5)并非簡單的線性或規(guī)則的“F-h”關(guān)系,因此,以某型號(hào)雙金屬帶鋸條為例,探究當(dāng)裂紋位置確定時(shí),裂紋大小對(duì)極限力的影響。相關(guān)參數(shù)如表1所示。

表1 雙金屬帶鋸條相關(guān)參數(shù)
分別取△y為0、0.02 mm、0.05 mm、0.1 mm、0.15 mm、0.2 mm,將h由0開始取值,以0.01 μm為步長,分別計(jì)算極限力F,并繪制“F-h”圖像,如圖3所示。
由圖3可知,觀察某一曲線,當(dāng)裂紋中心偏移量△y一定時(shí),極限切削力F隨裂紋大小h的增大而減小,并且呈現(xiàn)二次函數(shù)下降關(guān)系。根據(jù)文獻(xiàn)[12],當(dāng)單齒切削深度為20 μm,切削力Fc≈80 N,即此時(shí)單個(gè)鋸齒需要提供超過80 N的力,才能滿足切削要求,

圖3 F-h關(guān)系圖
而單個(gè)鋸齒切削深度增加2倍時(shí),切削力增大1.3倍。考慮力學(xué)模型忽略變齒和分齒的影響,因此,引入影響系數(shù)n,則極限切削力F為:

用極限切削力F來表征單個(gè)鋸齒的切削性能,即當(dāng)雙金屬帶鋸條在切削過程中,如果正常工作,則切削力Fc為一確定數(shù)值,若出現(xiàn)崩齒,則說明此時(shí)該齒能承受的極限力達(dá)不到切削要求,因此,可以用單個(gè)鋸齒能承受的極限力來表征切削性能。極限切削力F越大,實(shí)際切削過程中,越不容易崩齒。
由式(7)得,當(dāng)取影響系數(shù)n=1.5,極限切削力F=120 N,以此作為單個(gè)鋸齒的失效的標(biāo)準(zhǔn)。根據(jù)計(jì)算結(jié)果,不同△y時(shí),極限切削力失效的臨界值如表2所示。

表2 不同△y時(shí),h的臨界值
由表2可知裂紋中心偏移量△y超過0.164 mm時(shí),h的臨界值為0,即△y超過此值,一旦存在裂紋,就無法滿足切削要求。隨著△y增大,h的臨界值在減小,以△y為橫坐標(biāo)、h為縱坐標(biāo)作圖,得到h臨界值與△y的關(guān)系圖,如圖4所示。
由圖4可知,h的臨界值與△y呈線性關(guān)系,即h取值在0~0.327 mm內(nèi),△y在0~0.164 mm內(nèi)時(shí),極限切削力F才滿足要求。

圖4 h-△y關(guān)系圖
2.2 裂紋位置對(duì)單個(gè)鋸齒切削力影響分析
為了更便于觀察裂紋位置對(duì)單個(gè)鋸齒切削力的影響。分別取h為0、0.05 mm、0.1 mm、0.2 mm,將△y由0開始取值,以0.01 μm為步長,分別計(jì)算極限力F,并繪制“F-△y”圖像,如圖5所示。
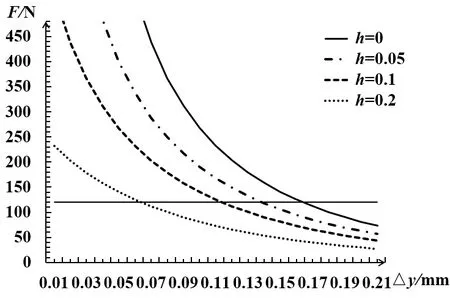
圖5 F-△y圖
由圖5可知,觀察任一曲線,當(dāng)h一定時(shí),極限切削力F隨△y增大而減小,并呈現(xiàn)二次函數(shù)下降趨勢(shì)。根據(jù)計(jì)算結(jié)果,不同h時(shí),極限切削力失效的臨界偏移量△y的臨界值如表3所示。

表3 不同h時(shí),△y的臨界值
根據(jù)表3,以h為橫坐標(biāo)、以△y為縱坐標(biāo)作圖,得到△y臨界值與h的關(guān)系圖,如圖6所示。
由圖6可知,△y的臨界值與h呈線性關(guān)系,進(jìn)一步驗(yàn)證了圖4的分析。

圖6 △y-h關(guān)系圖
綜上所述,單個(gè)鋸齒的極限切削力F與裂紋大小h和裂紋相對(duì)位置△y均呈二次函數(shù)關(guān)系,并且是下降趨勢(shì)。且h和△y這兩個(gè)影響極限切削力的參數(shù)之間呈現(xiàn)線性關(guān)系。
3 結(jié)論
課題組提出了考慮焊接工藝缺陷的鋸齒切削力數(shù)學(xué)模型,并通過公式推導(dǎo),得到了“F-h”曲線以及“F-△y”曲線;從而揭示了當(dāng)存在焊接裂紋時(shí),鋸齒的極限切削力與焊縫h和位置△y的關(guān)系。研究結(jié)果表明:極限切削力F與焊縫大小h和△y之間均呈二次函數(shù)下降關(guān)系;且以某雙金屬帶鋸條參數(shù)為例,分析得到△y大于0.164 mm或h大于0.327 mm時(shí),極限切削力F將不滿足切削要求;綜上數(shù)據(jù)分析可知,裂紋大小h和相對(duì)位置△y均在一定程度上會(huì)影響極限切削力,因此,在雙金屬帶鋸條的制造中,應(yīng)充分考慮和檢測(cè)裂紋等焊接缺陷,以便提高切削性能并延長使用壽命。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03