國內LPG鋼瓶充裝技術的應用趨勢分析
2022-02-11 08:35:36于彥雷
產業與科技論壇 2022年3期
□張 鵬 于彥雷
LPG充裝的基本要求是安全、不間斷地向用戶供應合格的重瓶。充裝技術按機械自動化的程度可以分為手工充裝技術、手自一體化充裝技術(半機械自動化充裝技術)和機械自動化充裝技術。機械自動化程度不同的充裝技術,要以貯罐每日灌瓶的數量和客觀條件來確定,所以目前這三種充裝技術應用于國內外LPG充裝。隨著《新瓶規》的實施,對LPG的充裝數據的監管有了更進一步的要求,LPG智能充裝技術的出現實現了充裝數據自動記錄、可追蹤可分析的功能,將成為未來LPG充裝技術的發展趨勢。
一、LPG鋼瓶充裝技術對比分析
(一)手工充裝技術。在部分地區仍采用傳統的手工充裝技術,充裝站建設簡陋設備簡單,氣源經烴泵加壓輸送到手動充裝工作車間,通過人工對LPG鋼瓶進行空瓶的搬運、倒殘液、充裝、稱重、復檢,再通過人工搬充裝后的鋼瓶至實瓶交易區。

圖1 人工手動充裝圖
1.手工充裝技術的缺點。一是人工手動充裝技術操作瑣細,效率低下,充裝工勞動強度較大,并不能適應充裝量大、高強度的生產過程;二是此技術因采用人工計量充裝量,對充裝工的操作熟練度有一定的技術要求,手動控制充裝速度和秤鉈定位,可能因人為因素容易產生誤差,即超量和欠量;三是在鋼瓶的出入庫管理、安全檢查、精確灌裝等方面難于保證。
2.手工充裝技術的優點。一是此技術設備簡單,只需一臺烴泵和一根LPG(液化石油氣)液相管就可以滿足充裝要求了。二是技術相對簡單、可靠,需要維護保養的設備較少,投資較少。
因此,目前國內一些灌裝量較小,人工勞動成本較低的城鎮和農村區域仍采用這種充裝方法。
(二)手自一體化充裝技術。手自一體充裝技術是指在充裝過程中由智能電子秤和相關控制系統組成,PLC控制器控制電子秤的閥門開關。鋼瓶檢查、鋼瓶上稱、連接充裝料管等準備工作都是由人工手動完成,然后在智能電子秤上輸入充裝量目標值,按下“開始”鍵后,系統自動打開充裝閥門進行充裝灌瓶,到達目標值后自動關閉閥門結束充裝程序。

圖2 手自一體化充裝圖
1.手自一體化充裝技術的優點。一是采用智能電子秤后,設置目標值后,當充裝到目標值后,系統自動關閉充裝閥門停止充裝,大大提高了LPG鋼瓶的充裝合格率;二是此技術采用氣動充裝嘴,上手操作簡便,大大減少了液化石油氣的漏失量,改善勞動環境,并對安全生產有著很大的改善。
2.手自一體化充裝技術的缺點。一是完全靠人工操作,充裝過程難以實現系統主動控制;二是人為因素較多,不能完全避免過期、非自有等問題鋼瓶充裝。
這種充裝技術比傳統的人工手動充裝效率大大提高,設備也較簡單,只需一臺智能電子充裝秤,操作相對簡單,所以,目前在國內中小型LPG充裝站中多采用此種充裝技術。
(三)機械自動化充裝技術。機械自動化充裝技術是指運到充裝站的LPG空瓶,直到充裝合格的重瓶裝車出站的全過程,均為機械自動化操作。各充裝工序和工位之間的聯系全部由轉盤運輸連接,形成一條空瓶入重瓶出的安全生產線。
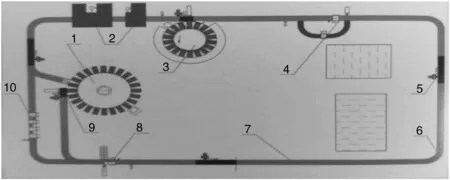
圖3 機械自動化充裝設計圖
1.機械自動化充裝技術的優點。一是這種灌瓶方法效率高,工藝齊全,16稱位全線每小時可充裝15kg鋼瓶600~800個;二是整個生產線只需2~3人,節省勞動力,工人勞動強度小。三是安全性和準確性提高,實現了精確灌裝。
2.機械自動化充裝技術的缺點。一是投資成本高,生產線上設備較多,日常消耗較大;二是信息智能化程度低,充裝數據不能進行自動記錄,數據不可追溯不可分析。
投資大,消耗高,一個單機故障就會使全線停產,所以,目前國內僅有大型液化氣經營企業建有機械自動化充裝生產線。
(四)智能化充裝技術分析。智能充裝技術是由現代通信與信息技術、計算機網絡技術、智能控制技術與機械自動化充裝技術匯集而成,可對氣瓶進行自動化充裝和清洗,在全過程機械自動化的基礎上實現對充裝數據進行收集、上傳、儲存和讀取功能的實現。隨著技術的更新換代,目前智能充裝技術可以實現無人自動充裝,充裝數據可追溯可分析。
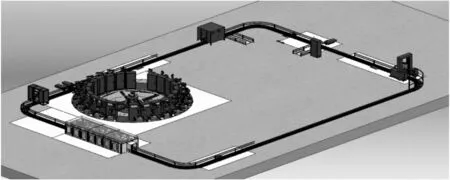
圖4 智能化充裝設計圖
1.智能化充裝技術的優點。一是智能化監控,杜絕多充、少充等現象,充裝精度高;二是充裝數據進行自動記錄,數據可追溯可分析;三是氣瓶充裝前后檢查更加全面精細。
2.智能化充裝技術的缺點。一是投資成本高,設備需定期維護,維修能力要求高;二是專業性更強,對操作人員的要求更高。
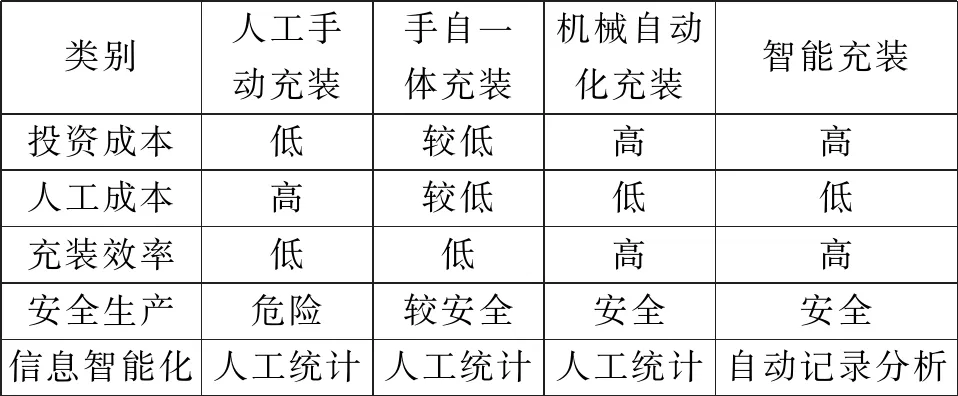
表1 指標對比表
(五)LPG智能充裝技術與現有技術的對比分析。自20世紀60年代液化石油氣在國內普遍使用后,人工手動充裝以操作簡便,不需要任何設備設施而沿用至今;隨著國家和地方的政策規范對于安全充裝生產的不斷實施和調整以及智能電子灌瓶秤的出現,手自一體充裝技術被廣泛應用于正規中小型燃氣經營企業;機械自動化充裝技術由于其投資高、消耗大和需定期維護等原因只有少數的大型燃氣經營企業在使用;隨著《新瓶規》的實施,對LPG的充裝數據的監管有了更進一步的要求,LPG智能充裝技術的出現實現了充裝數據自動記錄、可追蹤可分析的功能。
二、智能充裝設備分析
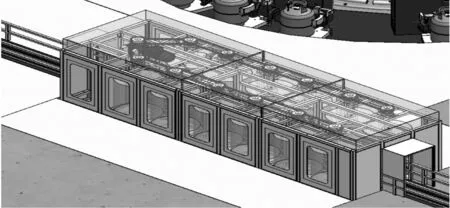
圖5 智能化充裝設計圖
(一)自動鋼瓶清洗系統。鋼瓶進入設備內部,通過高壓水淋和毛刷自動清洗鋼瓶表面油污,清洗完成后風干進入下一工序。
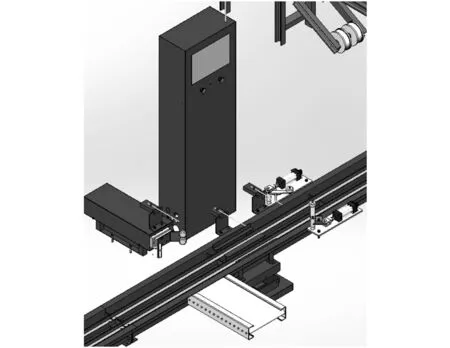
圖6 智能化充裝設計圖
(二)空瓶檢斤系統。輕瓶進入輕瓶檢斤系統,擋瓶機構將下一鋼瓶擋住,鋼瓶重量在設定的范圍內,由輸送線運輸至下一工位;當鋼瓶重量不在設定范圍,由推瓶機構將不合格的鋼瓶推出輸送線。
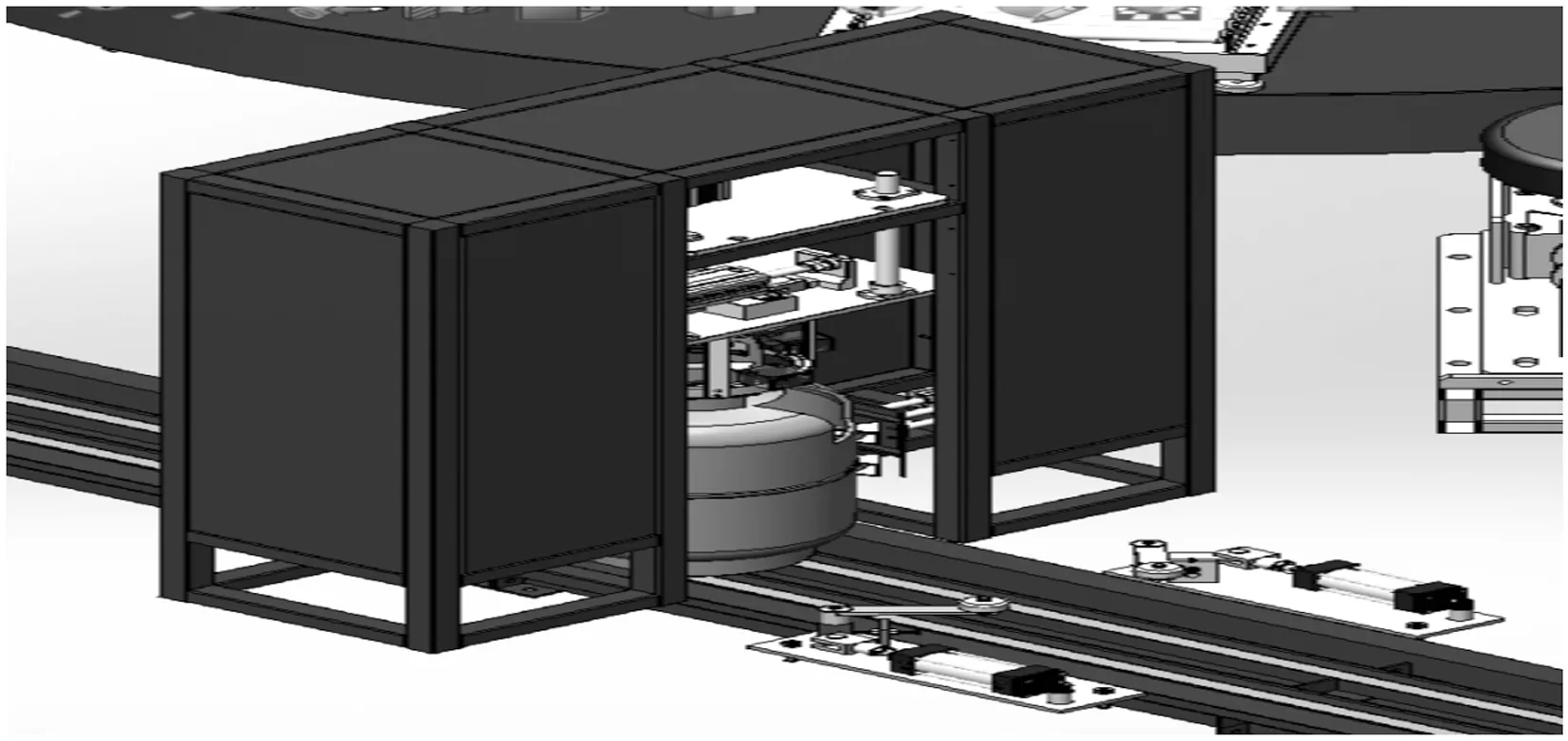
圖7 智能化充裝設計圖
(三)鋼瓶調向系統。鋼瓶進入設備內部,擋瓶機構擋瓶阻止下一鋼瓶進入,鋼瓶調向機將鋼瓶開口方向調至統一方向,鋼瓶進入轉盤充裝時充裝工不需再挪動和調整鋼瓶位置,直接加槍即可。減輕了充裝人員的工作強度,提高了工作效率。
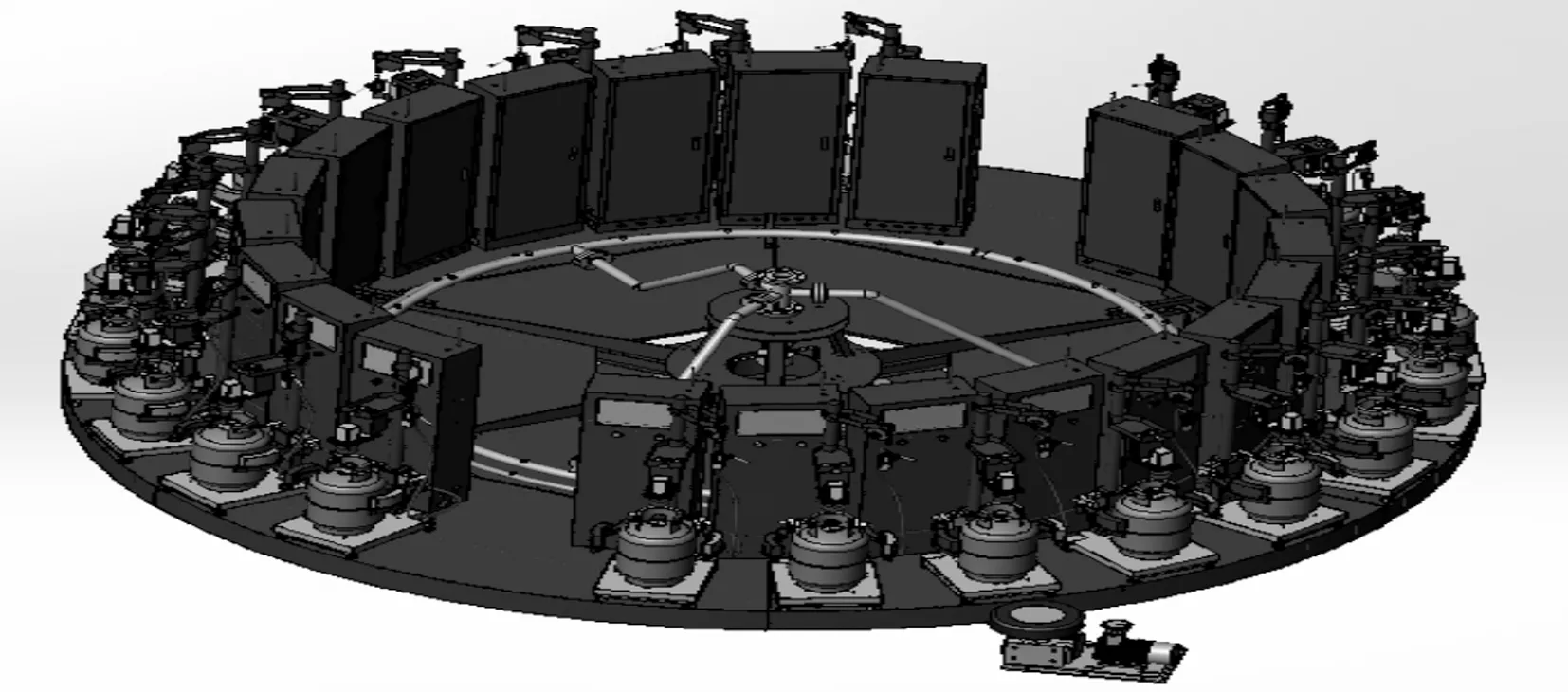
圖8 智能化充裝設計圖
(四)轉盤充裝系統。鋼瓶由上瓶機構推入到秤臺上,抱瓶器自動抱瓶,機械手自動開閥,自動充裝到設定重量,報警取槍后,下瓶機構將充裝好的鋼瓶送入鏈條輸送線。沒有充滿或沒有取槍的瓶,不會啟動下瓶裝置拖出鋼瓶,保障安全。
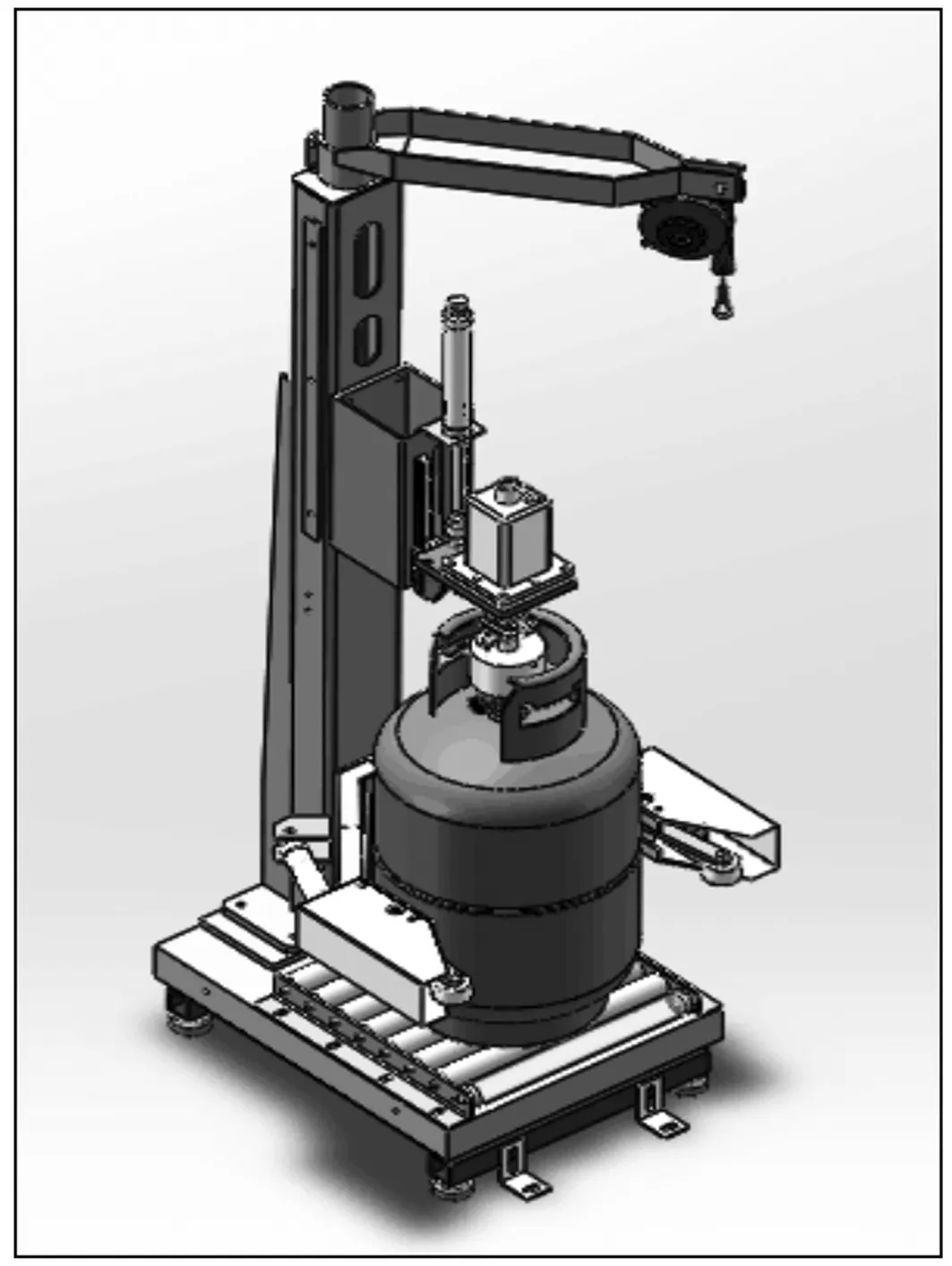
圖9 智能化充裝設計圖
(五)開關閥機械手和自動抱瓶。鋼瓶由上瓶機構推入到秤臺上,對中機構將鋼瓶對中定位,手動上槍,提升機構將開關閥機構下降,開關閥機構自動開閥,自動充裝到設定重量,開發閥機構自動關閥,提升機構將開關閥機構提升離開鋼瓶區域,報警取槍后,按下下瓶按鈕。沒有充滿或沒有取槍,不會啟動下瓶裝置拖出鋼瓶,保障安全。
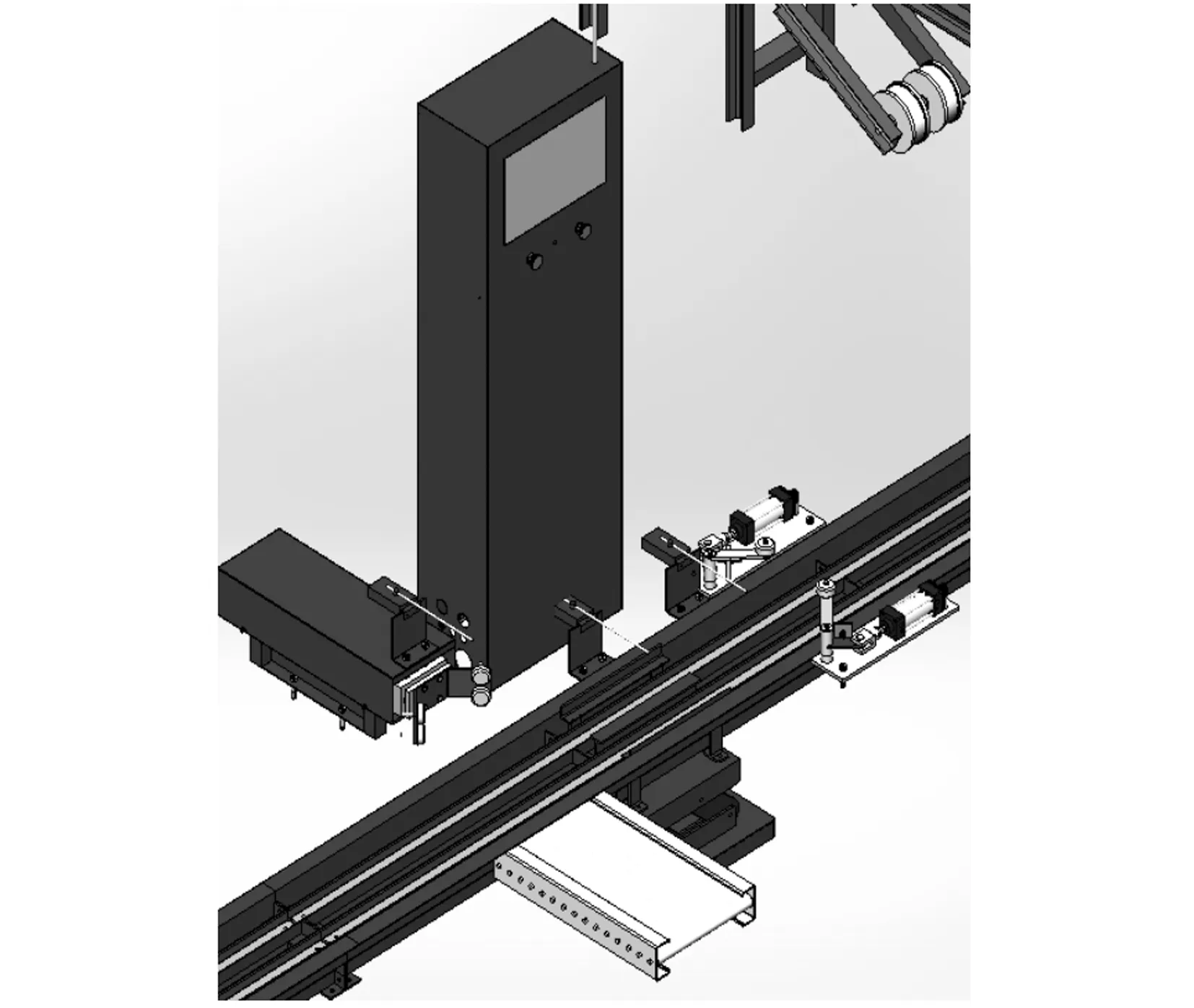
圖10 智能化充裝設計圖
(六)重瓶檢斤系統。重瓶進入重瓶檢斤系統,擋瓶機構將下一鋼瓶擋住,鋼瓶重量在設定的范圍內,由輸送線運輸至下一工位;當鋼瓶重量不在設定范圍,由推瓶機構將不合格的鋼瓶推出輸送線。
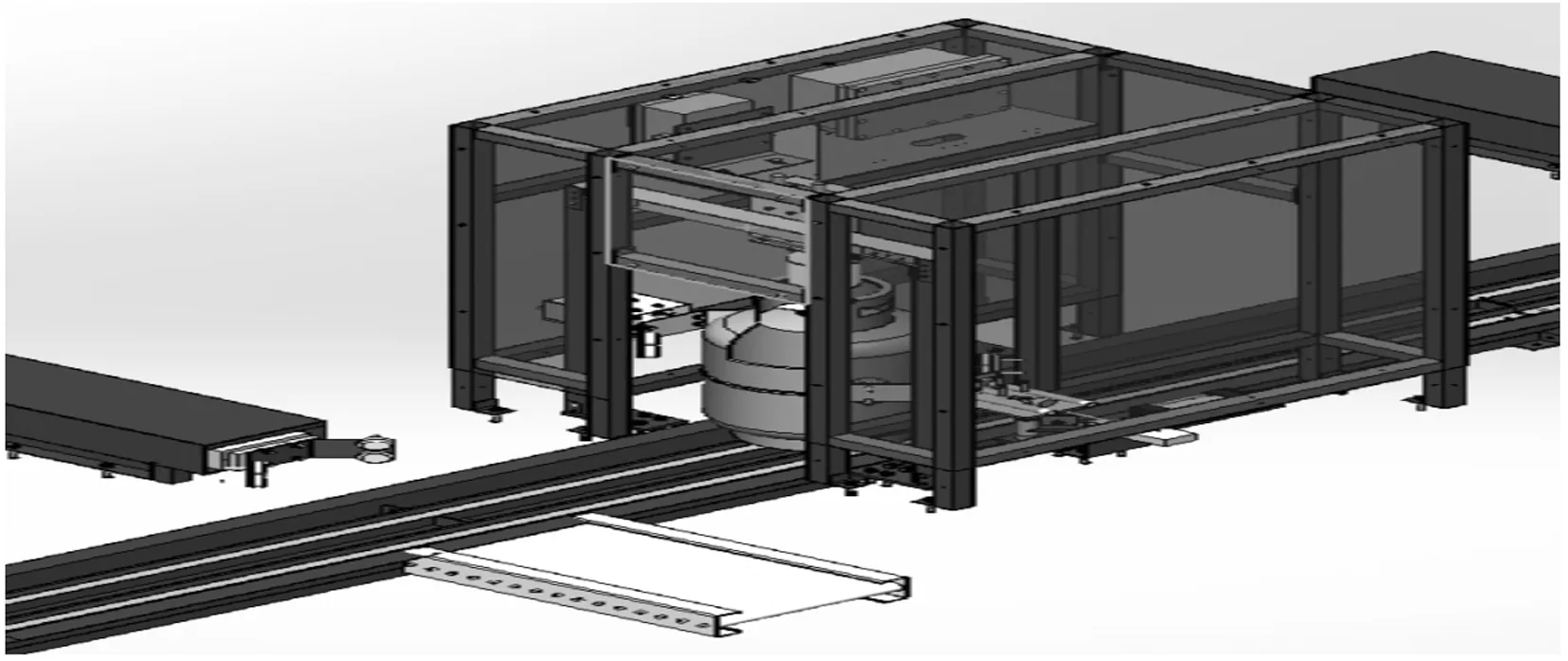
圖11 智能化充裝設計圖
(七)高精度電子檢漏系統。重瓶進入電子檢漏機,抱緊機構將鋼瓶定位,檢漏機對鋼瓶進行液化氣泄漏檢測,當無泄漏時,由輸送線運輸至下一工位;如果有泄漏,由推瓶機構將漏氣的鋼瓶推出輸送線到排出滾道并聲光報警,然后進行處理,不需安排專人看管。

圖12 智能化充裝設計圖
(八)自動熱縮封口機。將經過電子檢漏機檢測合格的鋼瓶角閥套上熱縮性封口膜,鋼瓶由輸送線經過封口機,封口機吹出的熱氣將封口膜加熱收縮,達到角閥封口效果。
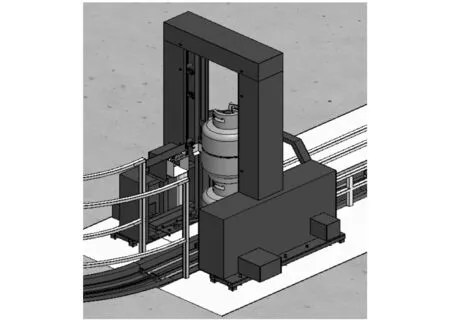
圖13 智能化充裝設計圖
(九)自動疊瓶機。重瓶進入設備內,抱瓶機構將鋼瓶上移,當第二個鋼瓶進入指定位置,第一個鋼瓶放置在第二個鋼瓶上面,實現鋼瓶2層碼垛,方便運輸。
(十)總電源、氣源要求。總電源、氣源參數見表2。
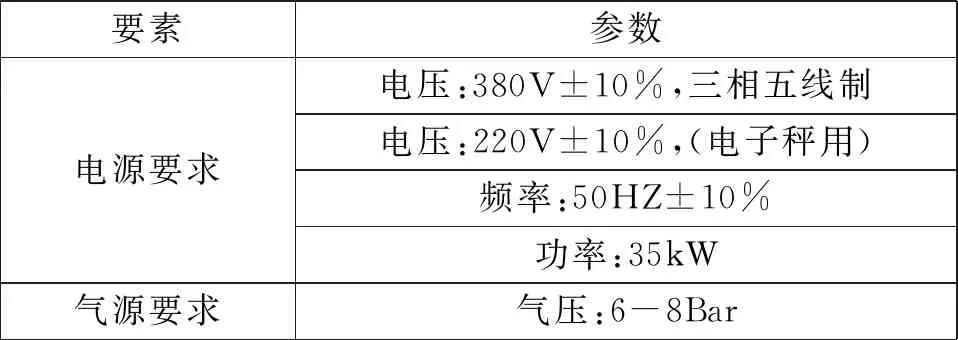
表2 總電源、氣源參數表
(十一)主要功能特點。一是設備采用全新的轉環式、全懸掛抗偏載重軸承托輥結構,其抗偏載能力超強,功耗低,維護方便;二是全套系統由鋼瓶清洗系統、空瓶檢斤系統、鋼瓶調向系統、6-24工位轉盤充裝線、重瓶檢斤系統、高精度電子檢漏系統、自動熱塑封口機、鋼瓶碼瓶機和鏈條輸送線組(可根據實際需要選配);三是灌裝轉盤主要由中心軸、轉盤骨架主體、回轉軸承、液相管道、氣相管道、灌裝秤總成、滾動滑臺、氣動抱瓶裝置總成、驅動機構、無級調速變頻器總成等構成;四是轉盤線充裝操作人員只需2人。
三、結語
傳統的手工充裝技術由于操作簡單、成本低廉還繼續存在于國內外的部分市場中,但隨著政府監管力度加緊和數字信息化轉型的要求,這種傳統模式將會在未來逐漸被取締。機械自動化充裝技術由于信息化升級的成本比重新選用其他充裝技術還要高,此技術將會被淘汰掉;手自一體化充裝技術的充裝設備由于構造單一,對其信息化升級相對簡單,將會被廣泛應用于正規中小型燃氣經營企業。智能充裝技術可對氣瓶進行自動化充裝和清洗,在全過程機械自動化的基礎上實現對充裝數據進行收集、上傳、儲存和讀取的功能,留有為市級平臺和氣瓶定期檢驗機構數據接口。既能提升安全系數和充裝效率,又能符合政府市場監管機制。
猜你喜歡
軍事文摘(2022年19期)2022-10-18 02:41:14
印刷工業(2020年4期)2020-10-27 02:45:52
當代工人(2020年8期)2020-05-25 09:07:38
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
中國交通信息化(2017年4期)2017-06-06 07:21:52
科技知識動漫(2016年8期)2016-07-29 20:40:09