用棉紡設備紡不銹鋼/Nomex中長纖維混紡針織紗實踐
2022-02-14 07:22:04劉光彬李國利宋雅路
紡織科技進展 2022年1期
劉光彬,李國利,宋雅路
(成都紡織高等專科學校,四川 成都 611731)
隨著紡織產品在舒適性、功能性等多方面的需求,為不同性能需求的面料提供相對應性能的紗線,成為紡紗廠新產品開發的研究重點。功能性纖維基本上都是中長及以上長度的纖維,棉紡設備作為短纖生產的主要設備,通過對其工藝的調整,用棉紡設備來紡制功能性中長纖維紗線,是棉紡廠工藝設計人員新產品開發的新方向。
1 原料選用
根據耐高溫、阻燃、防靜電等方面的特性,結合市場上能采購到的各類紡紗用條子,選用不銹鋼纖維和諾梅克絲(Nomex)2種中長纖維原料混紡。纖維及條子相關參數為:
(1)不銹鋼纖維牽切條(以下簡稱Fe)
纖維細度:12μm;纖維長度:40~45 mm;牽動條定量:6 g/m(30 g/5 m)。
(2)Nomex(諾梅克絲)(間位芳綸)纖維條(以下簡稱N)
纖維細度:1.67 dtex;纖維長度:51 mm;牽動條定量:3 g/m(15 g/5 m)。
2 紡紗品種及工藝流程
2.1 紡紗品種
諾梅克斯纖維的抱合力較差[1],不銹鋼纖維的比重大,同重量下細度較小,金屬纖維的混紡紗會降低紗的強力[2],各工序半成品及成品定量與捻系數都按偏差大掌握。結合2種纖維性能相差比較大的特點,紡制Fe/N 50/50混紡比的29.5 tex針織用紗。
2.2 工藝流程
對于棉紡廠來說,不論紡什么樣的纖維,最好是在其紡短纖維的設備上結構不變,僅通過工藝調整來達到要求。根據棉紡設備的功能說明,并條工序以后的設備都是可以紡制中長(51 mm)纖維的,而梳棉機要紡制中長纖維,需要在針布等方面進行設備結構方面的調整。為了保證少投入、不改變設備結構的原則,用直接采購相關原料的條子,直接從并條工序開始在棉紡設備上紡制中長纖維紗,不經過梳棉機的生產工藝。
工藝生產流程及相關設備:
并條(FA306A并條機)(三并)→粗紗(DSRo―01數字式小樣粗紗機)→細紗(FA506細紗機)→絡筒(DS018電腦型單錠絡紗機)。
3 各工序工藝參數
3.1 并條
頭并采用2根不銹鋼纖維條與4條Nomex同時喂入方式(即6根條子喂入)混合,以保證所紡紗混紡比的準確性,二、三并采用8根混紡條喂入方式,以確保2種不同纖維混合的均勻性,其末并條定量控制為21 g/5 m。
FA306A并條機的工藝參數為:羅拉隔距20 mm×30 mm,壓力棒隔距塊14 mm,后區牽伸倍數1.3,喇叭口直徑3 mm,壓力棒隔與后區牽伸倍數的取值,主要是以不銹鋼纖維在紡紗過程中少折彎與減少主牽伸區牽伸力為原則。
3.2 粗紗
DSRo―01數字式小樣粗紗機為四羅拉懸錠式粗紗機,其運行工藝參數都為變頻器數字式輸入控制。
主要工藝參數為:羅拉隔距:24.5 mm×50 mm×33 mm;上銷隔距塊:5 mm;粗紗定量:6.5 g/10 m;捻系數:75;后區牽伸倍數:1.3。
由于羅拉隔距的拉大(基本上已經是羅拉座的極限),從而出現了上清潔絨套與牽伸皮輥不能接觸的現象(圖1),這在使用上清潔絨套不能清潔牽伸皮輥、絨套上的粘纏纖維,影響生產的正常進行,需要調上清潔絨套的壓板位置,使用其與牽伸皮輥正常接觸,以發揮絨套的清潔作用,防止生產中的纏上皮輥、皮圈現象。

圖1 粗紗上清潔絨套與皮輥不接觸位置圖
3.3 細紗
FA506細紗機是代表性的棉紡設備,在紡制Fe/N 50/50混紡比的29.5 tex的單紗時,其工藝參數為羅拉隔距:34 mm×44 mm;隔距塊:3 mm;鋼領:PG1 4254;錠子:D3203C;后區牽伸倍數:1.3;錠子速度:11 000 r/min左右;紡針織用紗捻系數偏高選用350。
受纖維長度(51 mm中長纖維)影響,細紗在接頭時,最好是使用毛紡中精紡紗的挑頭接頭法,而不要用棉紡的平挑接頭法。由于所紡纖維較長,平挑接頭會使進入吸棉笛管的纖維在接頭時被帶入紗中成為雙紗,也影響接頭的成頭率。
3.4 絡筒
DS018電腦型單錠絡紗機多用于與電腦橫機配套的針對毛紗的絡紗設備,為可單錠調速的電腦控制絡紗設備。
對于不銹鋼纖維與中長纖維(Nomex)的混紡紗,棉紡用自動絡筒機在空氣捻結器接頭與棉紡用電子清紗器對紗的質量控制已不適應,為此,選用了DS018電腦型單錠絡紗機,采用機打結器接頭,機械式清紗板清紗。
絡紗工藝:絡紗速度400 m/min,清紗板隔距0.4 mm,電腦單錠自動防止筒紗的重疊。
4 成紗質量與存在問題
4.1 成紗質量
從成紗紗線質量表1各項參數顯示,所紡紗能達到各類織造所需紗的性能。
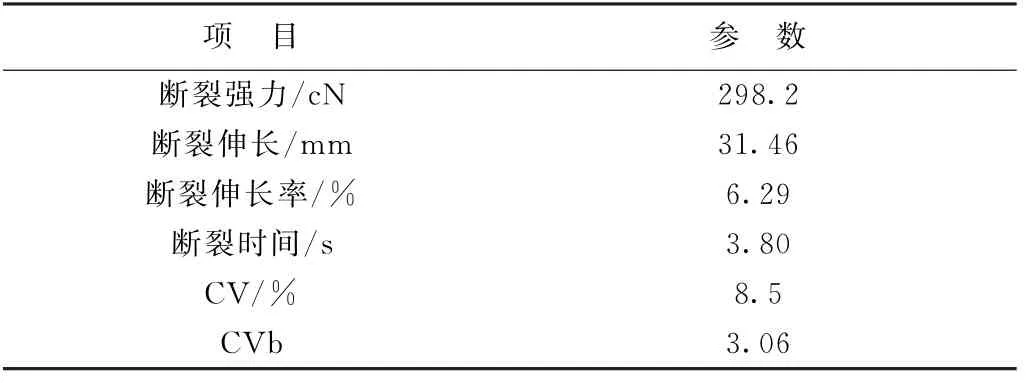
表1 Fe/N 50/50 29.5 tex成紗質量表
4.2 存在問題
在紡紗過程中,不論是粗紗還是細紗,都存在纏上皮圈現象(圖2),這就要求在紡紗時,對粗、細紗中的上皮圈的清潔、清洗工作要加強,保證上皮圈的光滑。

圖2 上皮圈纏繞現象圖
不銹鋼纖維掉纖現象比較嚴重(圖3),這可能是不銹鋼纖維在紡紗時,由于其性能原因,在加壓和牽伸中,容易產生一些短纖,而這些短纖在紡紗過程中(特別是細紗的加捻三角區處)不受控制,而在加捻時被甩出紗條,出現不銹鋼纖維掉纖現象。這就要求我們在紡紗過程中,在保證紡紗質量的前提下,各部羅拉隔距盡量加大;在保證牽伸的情況下,羅拉壓力不能過大;適當降低紡紗速度(細紗錠速11 000 r/min);加大細紗捻系數(針織用紗捻系數350)。
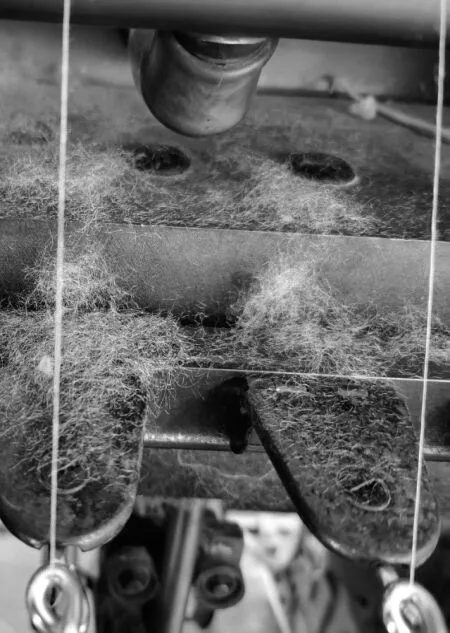
圖3 細紗不銹鋼掉纖圖
5 結論
(1)棉紡設備可以通過工藝調整紡制51 mm長中長纖維紗,過長則超越紡棉紡設備的極限,且需要從毛條廠購得相應條子。如果要自己生產中長纖維條,就必須對梳棉進行改性,使其能紡制中長纖維。
(2)粗、細紗的紡紗用皮圈必須做好其清潔,保證皮圈的光滑,以防止皮圈纏繞纖維。
(3)細紗接頭需要用毛紡精紡中的挑頭接頭法,以保證接頭的準確率。
(4)由于不銹鋼/Nomex纖維的特性,細紗需要加大捻系數,降低錠子速度,絡筒使用機打結器接頭,機械式清紗器清紗。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
山東冶金(2019年1期)2019-03-30 01:35:32
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
工業設計(2016年12期)2016-04-16 02:52:00
石油化工建設(2016年4期)2016-02-27 15:03:16
制造技術與機床(2015年10期)2015-04-09 07:06:00
