A柱熱成形補丁板點焊夾具設計與工藝開發
2022-02-14 07:37:56徐永吉王利波
金屬加工(熱加工) 2022年1期
關鍵詞:設計
徐永吉,王利波
1.屹豐汽車科技集團有限公司 上海 200949
2.凱里學院理學院 貴州凱里 556011
1 序言
隨著汽車輕量化的提出,材質22MnB5的熱成形超高強鋼零件在車身上的使用比例逐步增大,且作為輕量化車身的優選鋼種,如寶馬X5車型使用的熱成形鋼在白車身重量占比已達55%。在汽車行業中,為提升車輛正面碰撞能力,A柱內板通常由兩塊熱成形鋼板組合,稱為Patch Work(中文名:補丁板)[1]。制作補丁板,需在料片狀態下進行點焊,由于其長寬尺寸比例大,導致剛性較差,所以在實際焊接生產過程中存在技術難點。
因此,本文結合汽車零部件的焊接夾具和工藝開發流程經驗,主要闡述某車型A柱熱成形補丁板點焊所用的夾具設計和生產過程中點焊工藝的開發。
2 A柱補丁板生產工藝流程
汽車行業所謂的補丁板,一般是由兩塊板在料片狀態下使用點焊機連接成一體,然后再通過熱壓成形,滿足產品強度設計需求,其工藝流程如圖1所示。若采用兩塊鋼板在熱成形后再進行組合焊接的結構設計,則會有以下缺點:①與補丁板結構相比,會多使用一套制造加強板的沖壓模具,既增加物料成本,又增加零件成形制造節拍。②從焊接方面講,鋼板在熱成形前,焊接性優于成形后狀態,且零件熱成形后,因內外板存在制造誤差,如間隙超差,則會造成零件焊接困難,所以容易產生焊接質量缺陷,如虛焊、熔核小等問題。

圖1 補丁板生產工藝流程
某車型A柱使用鋼板材料牌號為HS1300T/950YAS60,其主板料厚1.2mm,加強板料厚1.4mm,板材均為鋁硅鍍層鋼板,外形如圖2所示。主板料片長度達到1273mm,寬度僅127mm。主板件表面積大于加強板,且其主定位孔為圓孔,副定位孔為長圓孔。在補丁板材料使用中,一般不使用無鍍層鋼板,主要原因是兩塊無鍍層鋼板貼合點焊后,需經過960℃左右高溫輥體爐加熱,在模具中冷卻保壓后,零件表面會出現大量氧化皮,并且夾雜在兩個料片中間,即使后續增加拋丸工序處理,但也無法徹底清除氧化皮。另外,零件長時間存放會使零件生銹,且內部氧化皮也影響零件后續焊接質量。
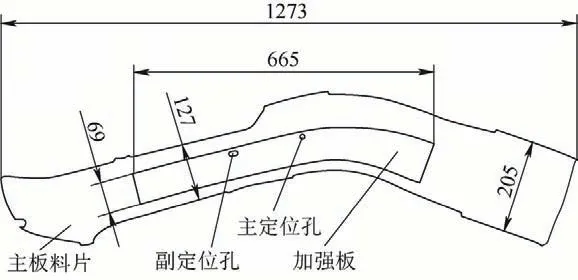
圖2 補丁板料片
3 補丁板點焊夾具開發
點焊夾具開發過程要綜合考慮零件的生產綱領、夾具設計原則及人機工程等因素[2],才能得到一套符合高效生產要求的工藝裝備。
3.1 產品生產綱領
該車型年產能要求11萬臺,使用機器人自動化點焊方式,按照每年工作250天,每天雙班生產,每班工作10h,設備開動率85%計算,工作站規劃節拍139s/套。該車型的A柱補丁板分為左右件,每個零件各27個焊點,每個焊點完成節拍為2.5s(考慮機器人空走時間),分配1臺機器人,左右件各分配1臺點焊夾具,需要135s,低于工作站規劃節拍,符合前期規劃要求。
3.2 夾具設計原則
在夾具設計階段,要結合以往類似零件項目經驗、設計技術標準,并考慮零件焊接過程控制、防錯防漏、人機工程等因素,進行夾具結構優化處理和風險管控[3]。
(1)項目經驗 以往開發另一車型A柱補丁板時,該補丁板由1個主板、3個加強板構成,采用常規具有L形支座結構夾具(見圖3)。在實際焊接生產中發現,因零件剛性差,彈性形變大,導致焊接過程焊鉗和料片抖動幅度大,且焊點數量為90個,位置比較密集,焊后應力難以釋放,所以下料難以從定位銷取出。根據以往項目經驗,此次補丁板點焊夾具更改L形支座結構為料片,放置在BASE板上面直接焊接。BASE板根據加強板外形尺寸做挖空處理,保證焊鉗可達性。
圖3 L形支座結構夾具
(2)設計技術標準 基于原有歐式設計標準,在B A S E板上增加料片限位塊,作為上料導向功能,提升上料到位成功率,同時考慮在夾具上增加左右件防錯功能、上料無遺漏功能,以及焊接完成后方便取料功能。
(3)防錯防漏 由于加強板料片尺寸小,左右件主副定位距離一致,所以采取人工上料時,容易放反;且人工容易出現漏上料現象,導致焊鉗無法有效焊接。因此,克服上述兩個問題要做到:首先,夾具定位銷在設計時,主定位孔(圓孔)、副定位孔(長圓孔)均使用圓銷定位,但要區分二者尺寸大小,使用主定位銷規格為φ8mm,副定位銷規格為φ6mm,且料片定位孔按照主副定位銷尺寸公差設計。若料片定位孔大小一致,則可申請設計變更,以區分定位孔大小,實現機械式防錯。其次,在夾具框架上和搖臂上設置兩個感應器,分別感應主板料片和加強板,且加強板感應器位置應進行左右上件空間位置模擬,以設置在左右件非交叉位置,只對單側零件進行感應,實現電信號防錯防漏。最后,在夾具框架側邊設置料片仿形器,若上件完全正確,感應器各指示燈均為綠色,焊鉗方可正常焊接,若上件錯誤,任何一個感應器指示燈為紅色,則焊鉗無法工作,實現可視化操作。
(4)人機工程 由于夾具設計是料片緊貼BASE板,所以手工直接取料費時費力。另外,又針對補丁板焊后應力集中導致板件變形,料片不方便從定位銷取出等問題,在夾具框架中增加一套自動翻轉下料機構,實現焊后料片自動從BASE板脫落功能。
3.3 夾具結構設計
根據以上信息進行夾具結構設計,以確保實現各項功能。使用CATIA軟件對夾具各模塊進行設計,使用ROBCAD軟件進行系統模擬分析,確保焊點可達性。該車型A柱補丁板點焊夾具如圖4所示。該夾具共使用2個氣缸,所連接搖臂用于壓緊零件,保證焊接過程料片不會向上大幅度抖動。由于料片整體貼合BASE板,焊接過程中料片向下位置被限制,因此不會向下抖動。下料翻轉機構處于整個BASE支架空間內部,設計巧妙,動力源由翻轉氣缸提供。在BASE板靠近機器人側,設置4個限位塊,實現上件粗導向,方便員工快速上件。夾具高度為866mm,符合人機工程。
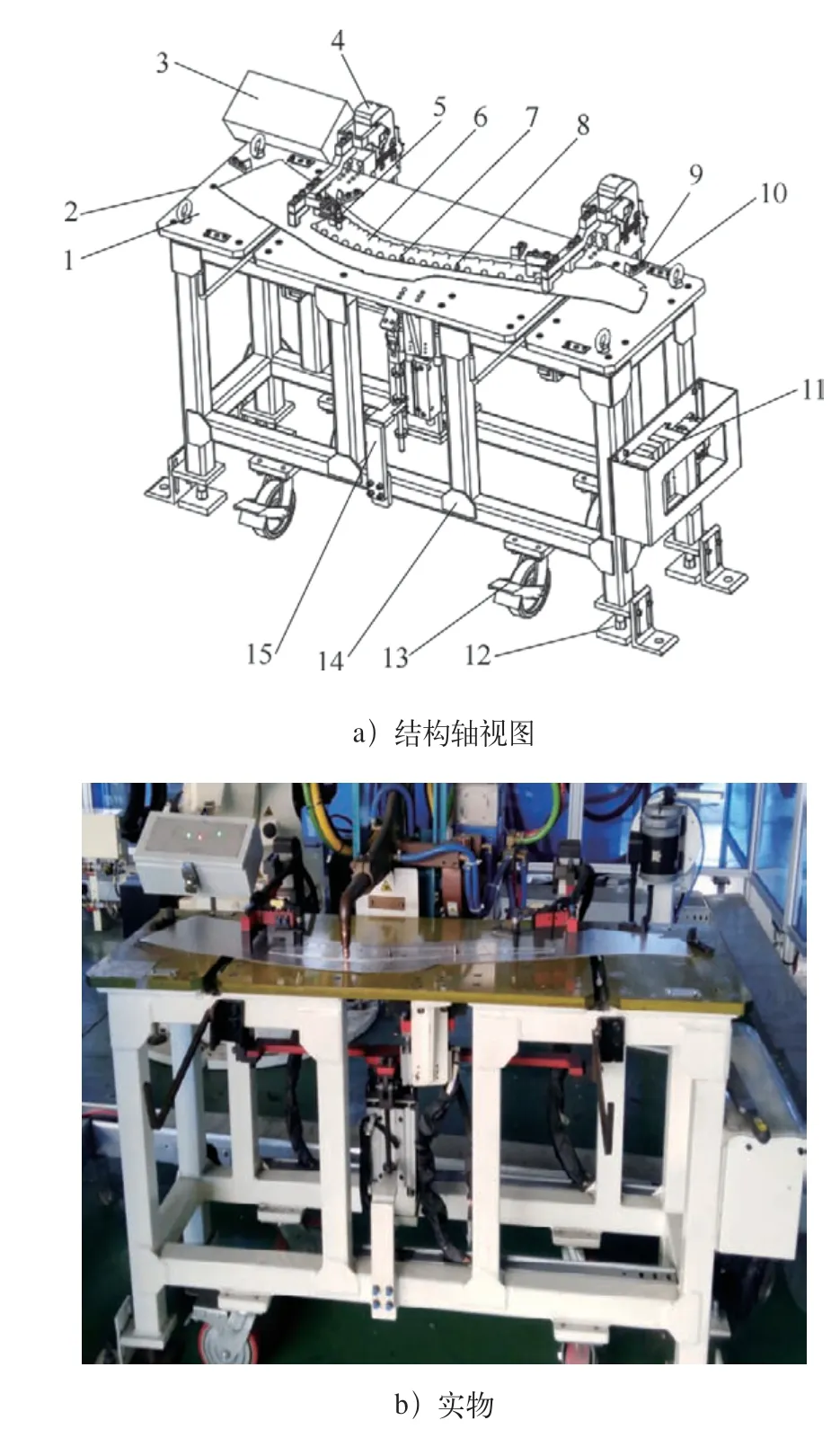
圖4 A柱補丁板點焊夾具
4 點焊工藝開發
因熱成形補丁板零件的工藝流程復雜,沖壓后容易出現虛焊、鍍層擠出及焊點拉裂等質量缺陷[4,5],故在補丁板點焊時需對其焊接設備、焊接參數與焊接順序等進行工藝開發管控。
4.1 焊接設備管控
選擇阿賽洛生產的Usibor-AS60/60鋼板,厚度分別為1.4mm、1.2mm,對原材料進行化學成分分析,結果見表1。受其表面鋁硅鍍層和淬硬性的影響,選擇電動伺服焊鉗(公稱壓力:5kN)、中頻直流焊機。
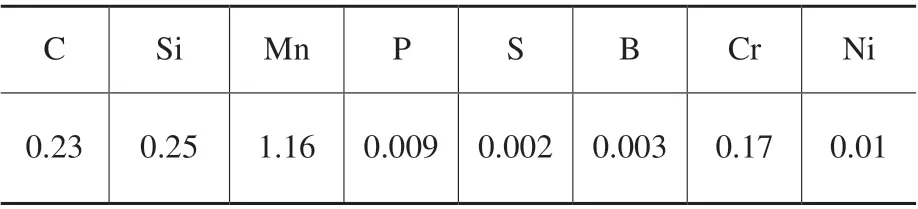
表1 Usibor-AS60/60主要化學成分(質量分數)(%)
4.2 焊接參數確定
針對補丁板兩種厚度的材料進行點焊試片抗剪試驗,以確定合理的焊接參數,試片長度100mm,寬度30mm,搭接寬度30mm,外形如圖5所示。通過焊后結果可查看焊點外觀是否存在質量缺陷,通過剪切試驗可查看焊點破壞狀態、焊點尺寸及剪切強度等。
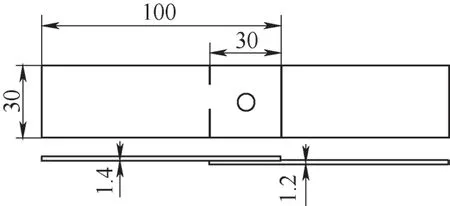
圖5 抗剪試驗試片
通過一系列點焊試驗,結合正交試驗,得到該補丁板料片點焊最優焊接參數,見表2。

表2 點焊最優焊接參數
4.3 焊接順序管控
由于補丁板焊點較多且密集,若焊點順序分配不合理,則造成零件內部有較大應力無法釋放,后序在加熱爐內會因受熱而導致零件變形,如零件焊后進入輥體爐,受熱過程中出現兩端翹起,形成“弓”形,出現卡住輥體爐輥道問題,無法進行生產。因此,要根據補丁板焊點具體分布、焊接節拍和焊鉗數量合理分配焊點順序。此焊接工作站配置1把焊鉗,最優焊點順序是先點固加強板周邊4個焊點,再從中間向兩邊交替焊接(見圖6),零件實體焊點焊后狀態如圖7所示。
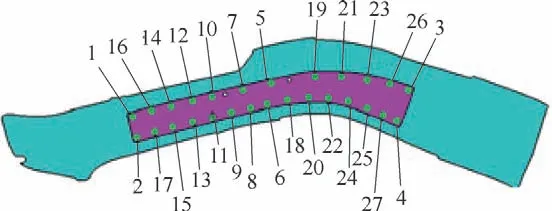
圖6 焊點順序

圖7 焊后狀態
5 結束語
通過對補丁板焊接夾具設計與點焊工藝開發進行闡述,得出補丁板夾具設計關鍵在于料片緊貼BASE板、BASE板挖空處理、定位孔一大一小防錯及感應器防漏設置等因素,而焊接參數與順序能有效釋放焊后應力,降低后序加熱變形帶來的質量問題。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
