鋁電解用陽極浸漬參數影響特性及工藝優化
2022-02-16 13:53:00廖成志侯文淵魏興國段鵬李賀松
中南大學學報(自然科學版) 2022年12期
廖成志,侯文淵, ,魏興國,段鵬,李賀松
(1.中南大學 能源科學與工程學院,湖南 長沙,410083;2.中北大學 能源動力工程學院,山西 太原,030051)
陽極被稱為鋁電解槽的“心臟”,其內在質量直接影響鋁電解槽的各項經濟技術指標[1]。受原材料(瀝青和石油焦)理化結構和生產工藝等因素,陽極內部會產生一定的氣孔[2],導致陽極體積密度小、整體性能差,造成陽極使用周期短,陽極炭耗增加,碳排放量升高[3]。2020年,我國鋁行業的碳排放量約占全國碳排放量的5%,是有色行業排放量最高的行業[4]。降低鋁行業的碳排放是我國實現“碳達峰”和“碳中和”目標的重要責任主體。隨著原鋁產量的快速增加,對陽極的需求越來越大,如何降低陽極孔隙率、延長陽極使用周期、減少碳排放成為整個鋁行業亟待解決的重大難題。浸漬工藝(又稱密實化工藝)能夠有效降低炭材料的孔隙率,提高體積密度,是解決氣孔問題的有效方式[5]。目前,該工藝已被大量應用于C/C復合材料的制備[6-8],但在鋁電解用陽極制備過程中應用較少。MERKOV等[9]采用有機化合物浸漬預焙陽極,有效提高了陽極的質量和耐腐蝕性,但該浸漬劑中含有較多微量元素,對電解槽中的鋁液純度產生了一定的影響。王進良等[10]采用一浸二焙工藝生產特優質預焙陽極大幅度提高了陽極的體積密度,延長了陽極使用周期,但成本過高,無法實現工業化應用。孫盛林[11]以瀝青為浸漬劑,采用陽極浸漬工藝生產高密陽極,并進行上槽實驗,發現該工藝可顯著降低陽極炭耗,且帶來較大的經濟效益,但其對浸漬工藝缺乏有效探究,工藝參數的設置存在不合理之處。
在陽極浸漬工藝中,盡可能增加浸漬質量是充分降低陽極孔隙率、提高陽極整體性能的關鍵。為了揭示浸漬過程規律,優化浸漬工藝,國內外研究者進行了相關理論研究[12-14]。由于陽極內部孔隙結構非常復雜,推導浸漬模型時通常將陽極氣孔全部考慮為通孔,因而很難獲得具有指導意義的浸漬工藝參數。徐慶鑫等[15]通過實驗研究高純煤瀝青作為浸漬劑在特種石墨制備中的浸漬工藝,得出了最佳特種石墨浸漬工藝參數。受浸漬品尺寸及理化性能的影響,陽極浸漬工藝與特種石墨浸漬工藝存在較大差異。目前,人們對陽極浸漬工藝的實驗研究較少,最佳浸漬參數還不確定,因此,通過實驗方法探究陽極最佳浸漬工藝參數具有重大意義。影響陽極浸漬質量的因素眾多,且各因素之間存在交互影響[16]。響應曲面法是用來尋求最優工藝參數的一種統計方法[17-18],被廣泛用于探索不同參數之間的交互作用[19-20]。Box-Behnken設計方法是響應曲面法中常用的實驗設計方法,一般用于多因素三水平實驗設計,在具有相同數量的因變量時,Box-Behnken設計所需實驗次數少,最經濟。本文作者基于Box-Behnken設計的響應曲面法探究預熱時間、浸漬溫度、浸漬時間和浸漬壓力對陽極浸漬質量與浸后陽極所產生的影響的主次關系及各參數間的交互作用,尋求最佳浸漬工藝參數,以便為鋁電解用陽極浸漬工藝提供指導。
1 實驗
1.1 實驗材料與設備
實驗所用的陽極為包頭某鋁業公司炭素廠生產的預焙陽極,表1所示為陽極的基本參數。對陽極進行浸漬時,一般以中溫瀝青為浸漬劑,實驗所用的浸漬劑瀝青為包頭某炭素廠生產的中溫瀝青,其性能指標如表2所示。
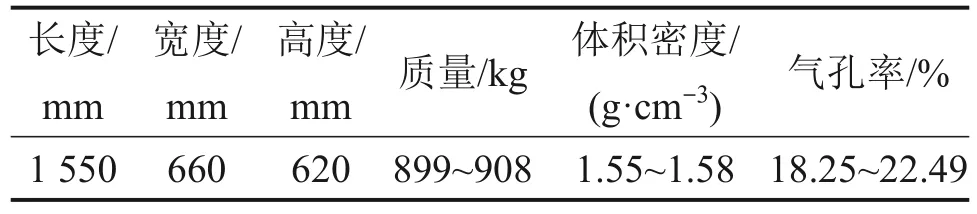
表1 陽極的基本參數Table 1 Basic parameters of anode
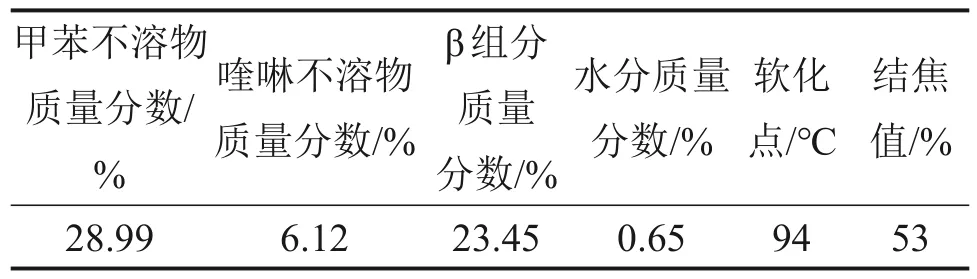
表2 瀝青的性能指標Table 2 Performance indicators of asphalt
陽極浸漬實驗采用的主要實驗設備有浸漬罐、儲劑罐、加熱機、真空泵、空壓機、儲氣罐、干燥機、控制柜。其中,浸漬罐和儲劑罐罐體外包夾套,用于導熱油流動加熱。陽極浸漬設備如圖1所示。
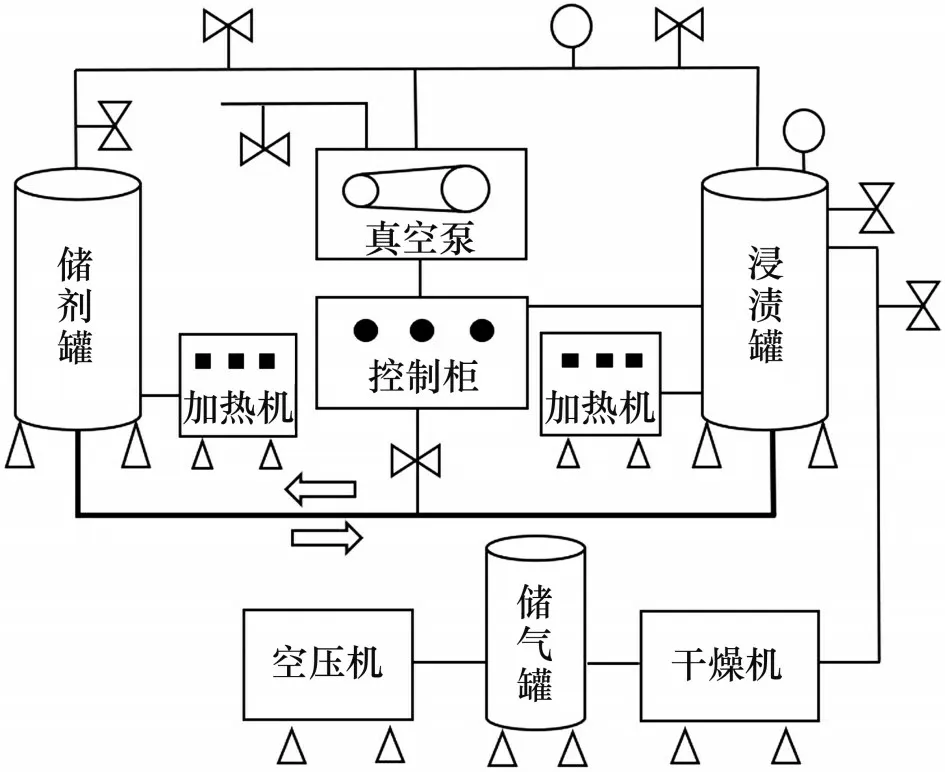
圖1 陽極浸漬設備示意圖Fig.1 Schematic diagram of anode impregnation equipment
1.2 實驗方法
陽極浸漬實驗方法為:將浸漬前陽極清理并稱質量后放入浸漬罐中,設置合適的預熱溫度,選擇不同的預熱時間對浸漬罐中的陽極和儲劑罐中的瀝青進行預熱;預熱完成后,采用真空泵對陽極抽真空,排出陽極氣孔內的氣體;抽真空結束后往浸漬罐中通入浸漬劑,調節不同的浸漬溫度,控制不同的浸漬壓力,選擇不同的浸漬時間對陽極進行浸漬;浸漬結束后取出陽極并稱質量,比較浸漬前后陽極的質量變化。
對于同一種瀝青,在保證陽極預熱溫度和瀝青預熱溫度合適的條件下,陽極浸漬質量主要受預熱時間、浸漬溫度、浸漬時間和浸漬壓力的影響。陽極預熱溫度、瀝青預熱溫度以及浸漬溫度主要取決于瀝青的流變性和熱質量損失率,其溫度設定應保證瀝青具有較好流動性,且盡可能不發生熱解反應[21]。本次實驗所用瀝青的溫度-黏度曲線和熱質量損失率曲線(TG曲線)如圖2所示。從圖2 可見:當溫度為185 ℃時,瀝青的黏度為0.118 9 Pa·s,質量分數為99.24%,此時,瀝青流動性較好,失去的質量主要為水分的質量;當溫度達到205 ℃時,瀝青的黏度為0.070 47 Pa·s,質量分數為98.63%,瀝青流動性進一步提高,但其內部已經開始發生熱解反應。為了在浸漬過程中不影響瀝青的流動性,陽極的預熱溫度與瀝青預熱溫度應保持一致[21],因此,本次浸漬實驗將陽極的預熱溫度和瀝青的預熱溫度均設定為185 ℃。此外,對于規格較大的炭坯,浸漬壓力應大于 1.2 MPa,浸漬時間和預熱時間應分別維持在3 h和5 h以上[21]。
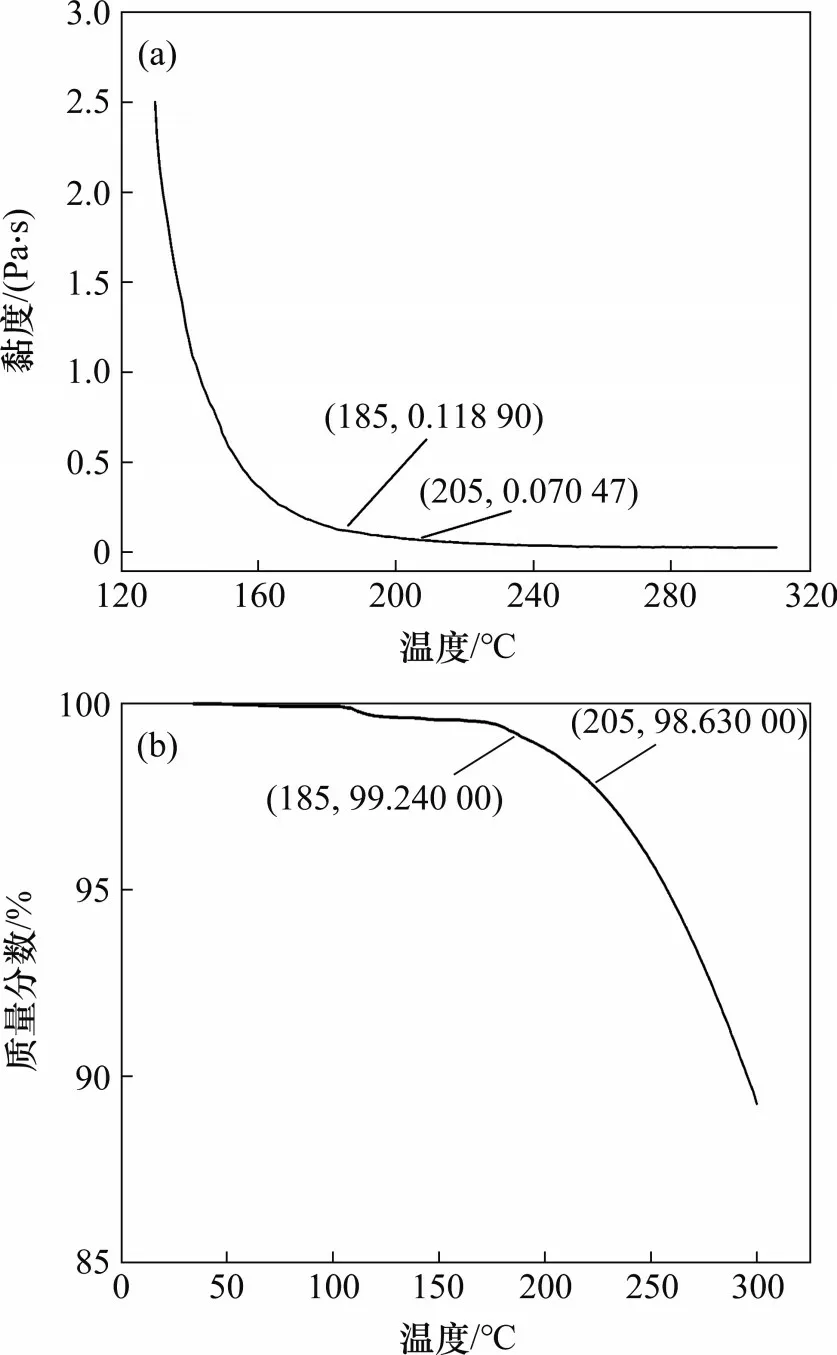
圖2 不同溫度下瀝青的基本特性Fig.2 Basic characteristic of pitch at different temperatures
1.3 實驗設計
為了考察各參數之間的交互作用以及影響程度,提高陽極浸漬質量和浸后陽極所帶來的經濟效益,本文以預熱時間(A)、浸漬溫度(B)、浸漬時間(C)和浸漬壓力(D)作為影響因素,根據上述分析和大量浸漬實驗,分別將其水平范圍限定在5~13 h,185~205 ℃,3~7 h 和1.4~1.8 MPa,以浸漬質量和經濟效益作為響應值,采用Box-Behnken設計進行四因素三水平的響應曲面實驗。實驗中,各影響因素水平及編碼如表3所示。

表3 Box-Behnken設計不同因素值和水平編碼Table 3 Independent variable and their levels used for Box-Behnken design
Box-Behnken設計生成的回歸模型采用響應面二次模型,回歸方程可由下式描述:

式中:Y為響應值;xi和xj為自變量;n為自變量個數;β0,βi,βij和βii分別為常數項、一次項(Xi)、交互項和(XiXj)二次項(X1j)的回歸系數;ε為統計誤差。
2 實驗結果與分析
2.1 實驗結果
Box-Behnken設計得到的實驗矩陣及響應值的具體數據如表4所示。其中,浸漬質量y1與經濟效益y2[11]分別由式(2)和式(3)計算得到。
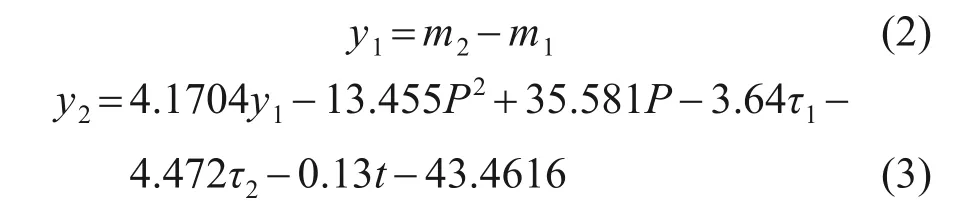
式中:m1和m2分別為陽極浸漬前和浸漬后的質量,kg;P為浸漬壓力,MPa;τ1為預熱時間,h;τ2為浸漬時間,h;t為浸漬溫度,℃。
由表4 可知:在相同實驗條件下(實驗序號為8,14,21,22 和26),浸漬質量和經濟效益仍存在一定偏差,但整體差異較小。造成該差異的主要原因是陽極的孔隙率、孔隙結構以及孔徑均有所不同。
2.2 回歸模型的建立與方差分析
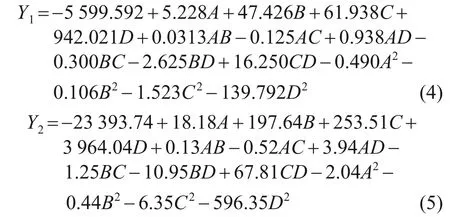
根據回歸方程表達式,利用Design-expert軟件對表4中的實驗數據進行擬合,得到的浸漬質量回歸模型Y1和經濟效益回歸模型Y2分別為:

表4 Box-Behnken設計實驗矩陣及實驗結果Table 4 Box-Behnken design arrangement and experimental results
浸漬質量與經濟效益回歸模型的方差分析結果如表5 和表6 所示,p和F表示不同因素對響應值影響的顯著性以及顯著程度,p越小影響越顯著,F越大影響程度越大。通常認為p<0.050 0 為顯著項。由表5 可見:模型的p<0.000 1,呈極顯著性;模型的復相關系數和校正決定系數分別為0.981 4 與0.962 8,說明模型結果與實際結果擬合度為98.14%,且96.28%的浸漬質量響應值變化可以通過此模型解釋;模型信噪比為28.161,遠大于4.000,表明模型的分辨力和可靠性高。此外,預熱時間(A)、浸漬溫度(B)、浸漬時間(C)、浸漬壓力(D),交互項BC,BD和CD以及二次項A2,B2,C2和D2對浸漬質量的影響也具有顯著性。同理,由表6可知:經濟效益回歸模型可靠性和模擬精度同樣較高,與實際情況的擬合度高為97.78%。通過比較F可知,各因素對浸漬質量與經濟效益影響的顯著程度由大至小依次為浸漬時間(C)、浸漬壓力(D)、預熱時間(A)和浸漬溫度(B)。

表5 浸漬質量回歸模型的方差分析Table 5 Variance analysis of regression model of impregnation quality
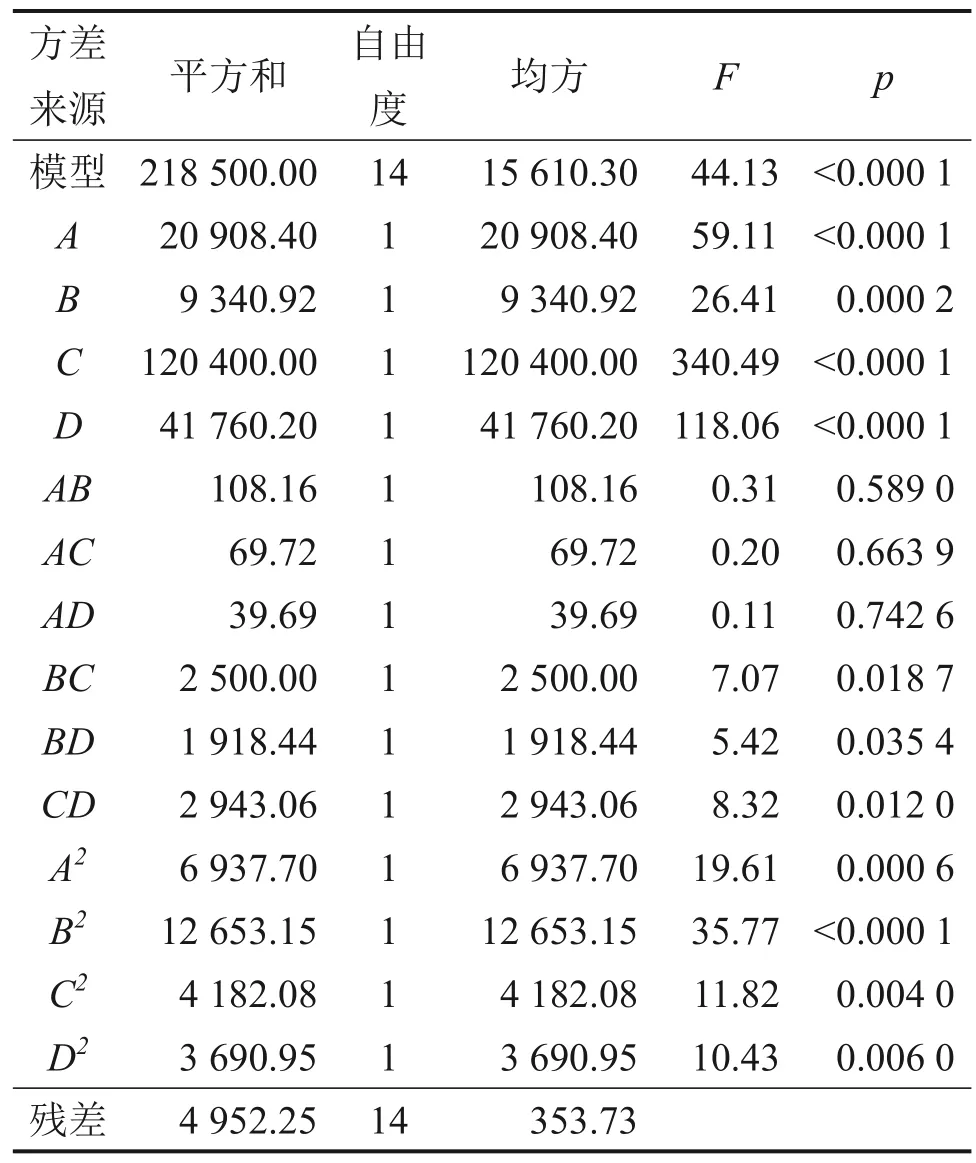
表6 經濟效益回歸模型的方差分析Table 6 Variance analysis of regression model of economic benefits
浸漬質量與經濟效益回歸模型的預測值與實際值對比結果如圖3所示,其中斜線表示預測值與實際值完全吻合。由圖3可見:浸漬質量與經濟效益的實際值基本與預測值接近,整體誤差較小,表明采用響應曲面法建立的回歸模型具有較強的預測能力,可用于后續優化計算。

圖3 回歸模型預測值與實際值對比Fig.3 Comparison of regression model predicted values with actual values
2.3 工藝參數對浸漬質量的交互影響
圖4~9所示為浸漬質量與經濟效益的響應曲面圖和等高線圖。響應曲面圖是響應值與各影響因素所構成的三維空間曲面,曲面的傾斜度可以用于判定各因素對響應值的影響程度,曲面坡度越大,表明該因素對響應值的影響越大[22]。等高線圖用于反映兩因素間交互作用的顯著性,圓形表示交互作用不顯著,橢圓形表示交互作用顯著[22]。
由圖4可知:當浸漬溫度一定時,浸漬質量隨著浸漬時間延長、快速增加,且當浸漬溫度為195~200 ℃時,浸漬質量增加幅度更加顯著,說明浸漬時間對浸漬質量的影響較大,合適的浸漬溫度可強化浸漬時間內所產生的浸漬效果;當浸漬時間一定時,浸漬質量隨著浸漬溫度升高先增大后減小,但總體變化幅度不大,可見浸漬溫度對浸漬質量的影響較小。等高線輪廓表明,浸漬時間和浸漬溫度的交互作用具有顯著性,與方差分析結果一致。
張同波:為使公司持續健康發展,必須運用現代管理理念,提升公司的品牌和實力。2008年下半年,尤其是第四季度,受國際金融危機的影響,鋼材需求大幅度萎縮,價格暴跌,資源、產品、物流市場價格劇烈震蕩,整個鋼鐵行業陷入大面積虧損狀態,許多企業紛紛被迫限產、停產,新興鑄管同樣面臨極其嚴峻的挑戰。公司認真貫徹落實董事會和監事會的指示,開始探索試行模擬法人經濟實體運行、產供銷運用快速聯動機制。

圖4 浸漬溫度和浸漬時間對浸漬質量的交互影響Fig.4 Effects of bath impregnation temperature and impregnation time on impregnation quality
圖5所示為浸漬溫度和浸漬壓力對浸漬質量的交互影響。由圖5可知:當浸漬溫度較低時,浸漬質量隨著浸漬壓力的提高逐漸增加,但增加速度較小;當浸漬溫度為195~200 ℃時,提高浸漬壓力,浸漬質量快速增加到130 kg,說明隨著浸漬溫度升高,瀝青黏度下降,流動性變好,提高浸漬壓力有助于瀝青浸漬陽極內部的小孔隙;當浸漬溫度超過200 ℃時,在相同浸漬壓力下,浸漬質量隨著浸漬溫度升高逐漸下降,這表明瀝青發生熱解反應的程度增加,造成陽極內部負壓下降,同時減小施加于瀝青上的有效壓力,導致降低瀝青黏度時所增加的浸漬質量小于熱解反應損失的浸漬質量。通過上述分析發現,一定存在一個浸漬溫度區域,使兩者的協同作用效果達到最優。
圖5 浸漬溫度和浸漬壓力對浸漬質量的交互影響Fig.5 Effect of bath impregnation temperature and impregnation pressure on impregnation quality
當預熱時間為9 h、浸漬溫度為195 ℃時,浸漬時間和浸漬壓力對浸漬質量的交互影響如圖6所示。從圖6可以看出:當浸漬壓力較低時,浸漬質量隨浸漬時間延長緩慢增加;當浸漬壓力為 1.6 MPa 時,浸漬質量從3 h 的98 kg 增加到7 h 的149 kg,因此,在浸漬壓力合適時,延長浸漬時間可明顯提高浸漬質量。同樣地,在浸漬時間較短時,提高浸漬壓力對浸漬質量的影響較小;隨著浸漬時間增加,浸漬壓力對浸漬質量的影響逐漸增大。這意味著在浸漬過程中,保持較高的浸漬壓力和稍長的浸漬時間有利于獲得更高的浸漬質量。
圖6 浸漬時間和浸漬壓力對浸漬質量的交互影響Fig.6 Effect of bath impregnation time and impregnation pressure on impregnation quality
2.4 工藝參數對經濟效益的交互影響
浸漬溫度和浸漬時間對經濟效益的交互影響如圖7所示。由圖7可知:在相同浸漬溫度下,經濟效益隨著浸漬時間增加而增加;在相同浸漬時間下,經濟效益隨著浸漬溫度升高先增大后減小。因此,為了提高經濟效益,應在增加浸漬時間的同時適當提高浸漬溫度。曲面坡度和等高線輪廓表明,浸漬時間對經濟效益的影響大于浸漬溫度對經濟效益的影響,兩者的交互作用具有顯著性。此外,由圖4和圖7可以看出,浸漬質量與經濟效益基本呈正相關。
圖7 浸漬溫度和浸漬時間對經濟效益的交互影響Fig.7 Effects of bath impregnation temperature and impregnation time on economic benefits
當預熱時間為9 h、浸漬時間為5 h時,浸漬溫度和浸漬壓力對經濟效益的交互影響如圖8 所示。由圖8可知:在一定區間內,經濟效益隨著浸漬溫度和浸漬壓力的提高呈增加趨勢,且浸漬壓力的影響較浸漬溫度的影響顯著;繼續提高浸漬溫度,經濟效益反而下降,其主要原因是浸漬溫度過高導致陽極浸漬質量減小,從而造成經濟效益下降。

圖8 浸漬溫度和浸漬壓力對經濟效益的交互影響Fig.8 Effect of bath impregnation temperature and impregnation pressure on economic benefits
圖9所示為浸漬時間和浸漬壓力對經濟效益的交互影響。由圖9可知:在相同浸漬壓力下,經濟效益隨浸漬時間增加而增加,且浸漬壓力越高,經濟效益隨浸漬時間的變化梯度越大;在相同浸漬時間下,隨著浸漬壓力的提高,經濟效益逐漸增加。因此,提高浸漬壓力和增加浸漬時間均有利于提高經濟效益,當壓力較高時,增加浸漬時間所帶來的經濟效益更加顯著。
圖9 浸漬時間和浸漬壓力對經濟效益的交互影響Fig.9 Effect of bath impregnation time and impregnation pressure on economic benefits
2.5 最佳浸漬工藝參數及模型驗證
瀝青對陽極浸漬主要是對陽極內部開氣孔中的大孔(孔徑>25 μm)和中孔(孔徑為5~25 μm)進行填充[21]。采用電子顯微鏡對表4 中的第11 組實驗陽極(浸漬質量為142 kg)進行電鏡掃描分析,陽極的SEM 對比圖像如圖10 所示。從圖10 可以看出:浸漬后的陽極相比于浸漬前的陽極,大孔和中孔數量明顯減少。工業實驗結果表明:當陽極浸漬質量達到140 kg 時,其體積密度從1.565 g/cm3增加到1.683 g/cm3,開氣孔率從22.22% 下降至14.46%,使用周期由36 d延長至40 d[11]。這意味著CO2進入陽極內部的通道減少,骨料脫落的概率下降,電解槽內產生的炭渣量和陽極額外消耗減少。此外,經浸漬工藝后陽極整體性能提高,其上槽后陽極壓降和電解質壓降均下降,在全槽總電壓不變時,參與分解氧化鋁反應的電能增加,電流效率從92.21%提高到94.14%。
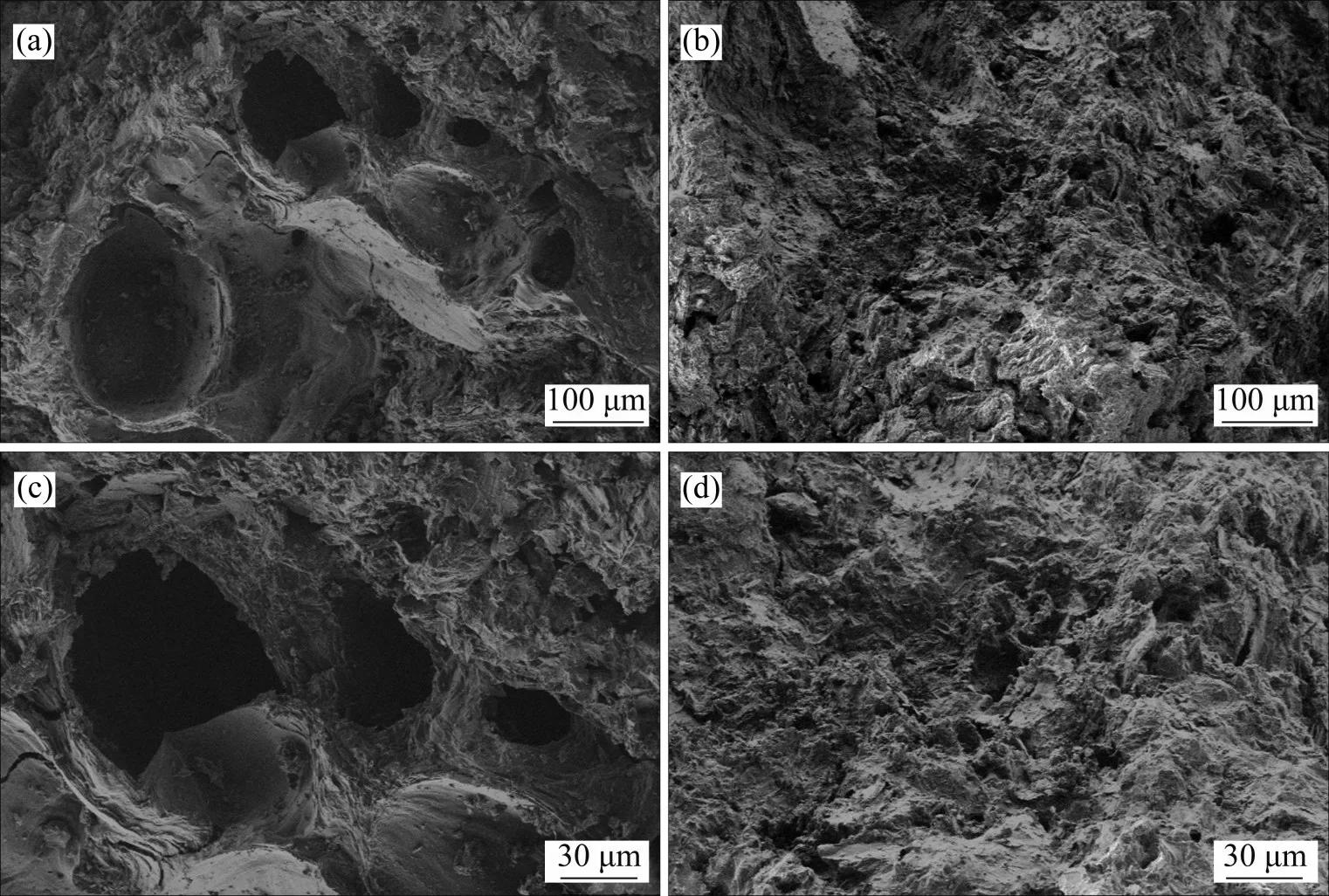
圖10 陽極SEM圖Fig.10 SEM images of anode

式中:W為鋁液直流電耗,kW·h/t;η為電流效率,%;V槽平均為電解槽平均電壓,V。根據式(6)可計算出鋁液直流電耗降低269.37 kW·h/t[11]。
通過Design-Expert 軟件優化分析,得到陽極最佳浸漬工藝參數如下:預熱時間為12.1 h,浸漬溫度為198 ℃,浸漬時間為6.9 h,浸漬壓力為1.73 MPa。在最優條件下,陽極浸漬質量模型預測值為165.1 kg,經濟效益的模型預測值為565.8 元。為了驗證模型預測結果的準確性,進行了3組驗證實驗,結果表明:浸漬質量與經濟效益的平均值分別為162.3 kg 和554.2 元,與模型預測值的相對誤差分別為1.7%和2.1%,表明采用響應曲面法對陽極浸漬工藝進行優化是可行的,所得的最佳浸漬工藝參數可用于指導陽極浸漬工藝。
3 結論
1) 基于Box-Behnken設計的響應曲面法構建的浸漬質量與經濟效益回歸模型的擬合度分別為98.14%和97.78%,模型預測值與實際值誤差較小,可用于優化陽極浸漬工藝。
2) 預熱時間、浸漬溫度、浸漬時間和浸漬壓力這4種工藝參數對浸漬質量與經濟效益影響的顯著程度從大至小依次為浸漬時間(C)、浸漬壓力(D)、預熱時間(A)和浸漬溫度(B)。延長浸漬時間、提高浸漬壓力、在一定區間內升高浸漬溫度均有利于提高浸漬質量和經濟效益。
3) 陽極最佳浸漬工藝參數如下:預熱時間為12.1 h,浸漬溫度為198 ℃,浸漬時間為6.9 h,浸漬壓力為1.73 MPa。驗證實驗結果表明,模型預測結果準確,可用于指導生產。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
建材發展導向(2021年6期)2021-06-09 05:56:52
山東冶金(2019年6期)2020-01-06 07:45:54
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
世界農藥(2019年2期)2019-07-13 05:55:12
經濟技術協作信息(2018年8期)2019-01-14 03:06:18
現代營銷(創富信息版)(2018年10期)2018-10-12 03:01:30
現代園藝(2017年19期)2018-01-19 02:50:29
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55