精密沖孔工藝在LTCC疊層設(shè)備中的應(yīng)用
2022-02-17 08:42:46劉洋
電子工業(yè)專用設(shè)備 2022年6期
關(guān)鍵詞:設(shè)計(jì)
劉洋
(中國電子科技集團(tuán)公司第四十五研究所,北京 100176)
低溫共燒陶瓷(Low Temperature Co-fired Ceramic,LTCC)具有優(yōu)良的高頻、高速傳輸、寬帶通特性,可以滿足大電流、耐高溫的應(yīng)用場景,而且可制作多層內(nèi)置無源元件的三維電路基板,可與其他多層布線技術(shù)兼容使用,目前在航空、航天、微波與射頻通信等領(lǐng)域得到廣泛的應(yīng)用。其工藝流程如圖1所示,主要包括流延、裁片、沖孔、填孔、印刷、疊層、層壓、切割、燒結(jié)、檢測等工序。
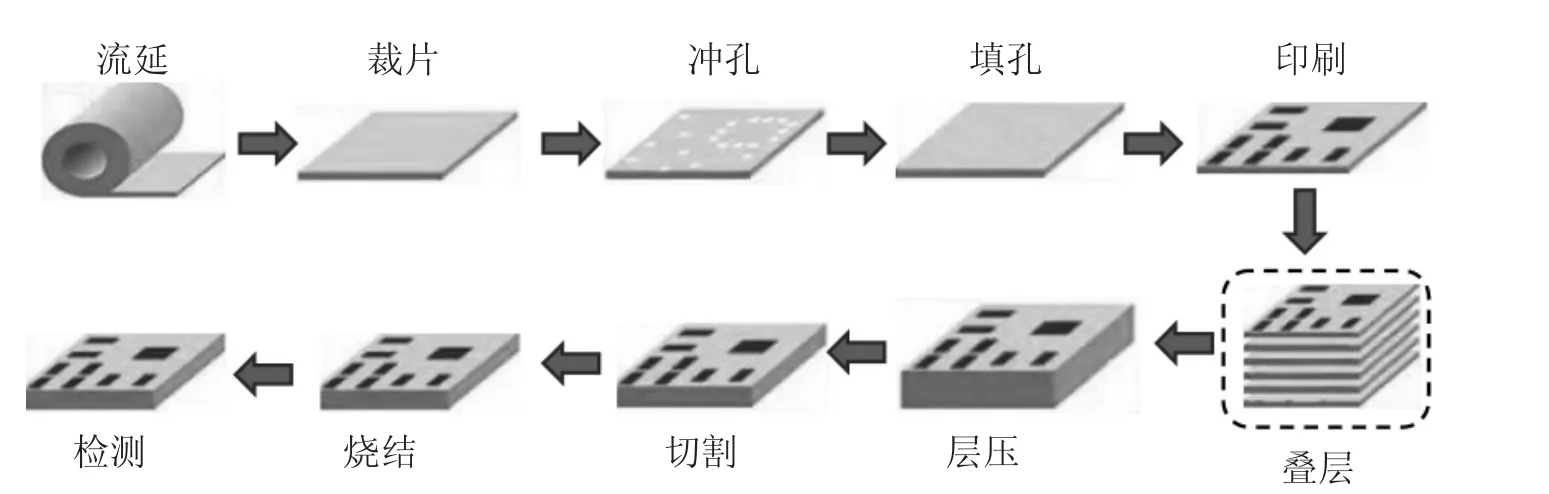
圖1 LTCC工藝流程圖
疊層工藝是LTCC工藝流程中關(guān)鍵一環(huán),將印刷好金屬化圖形和形成互連通孔的生瓷片,按照預(yù)先設(shè)計(jì)的層數(shù)和次序疊到一起,在一定的溫度和壓力下,使它們緊密粘接,形成一個(gè)完整的多層生瓷片坯體。
疊層設(shè)備是實(shí)現(xiàn)疊層工藝的LTCC加工設(shè)備,是LTCC三維結(jié)構(gòu)內(nèi)電氣互聯(lián)的前提保證。要保證LTCC疊層元器件的質(zhì)量,就必須保證在疊層過程中,生瓷片層與層之間準(zhǔn)確對(duì)準(zhǔn)。在實(shí)際疊層過程中,生瓷片需要在不同工位間傳輸,生瓷片進(jìn)行加熱處理和在真空環(huán)境下疊壓,這些因素都將對(duì)生瓷片的疊層精度產(chǎn)生影響。
為了盡量減少上述因素對(duì)疊層精度的影響,本論文提出生瓷片上料后,如圖2所示,先通過CCD視覺對(duì)位方式精確校正每層生瓷片的位置,緊接著通過精密沖孔模一次完成預(yù)設(shè)的多個(gè)定位孔的制作。在后續(xù)的疊層過程中,所有層的生瓷片通過該組定位孔完成疊層加工。
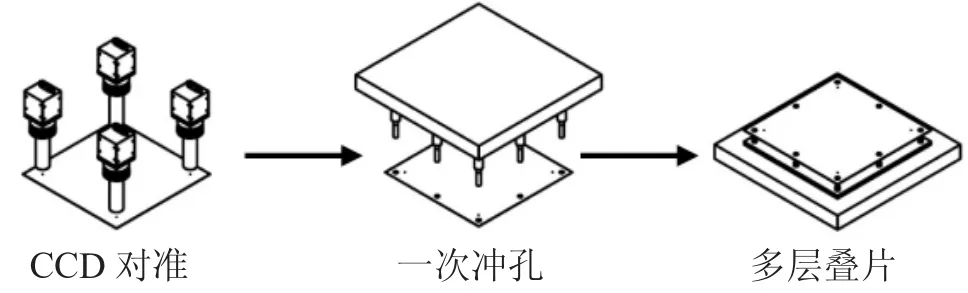
圖2 疊層加工過程
在疊壓工作臺(tái)上設(shè)計(jì)有與沖孔位置對(duì)應(yīng)的定位銷,在疊層時(shí),待疊層的生瓷片被該組定位銷定位并固定。這樣有效消除了生瓷片在不同工位間傳輸造成的位置誤差和由于加熱造成的生瓷片尺寸變化的影響,且不受真空吸附固定的限制,從而提高生瓷片的疊層精度。
沖孔作為該LTCC疊層工藝的重要一環(huán),定位孔在生瓷片位置布局及定位孔的制作精度是影響生瓷片的關(guān)鍵因素,以下將進(jìn)行定位孔位置如何確定和定位孔如何加工作詳細(xì)介紹。
1 沖孔工藝方案設(shè)計(jì)
為了確保定位孔能對(duì)生瓷片進(jìn)行精確的定位,本機(jī)構(gòu)采用8個(gè)定位孔對(duì)生瓷片進(jìn)行定位,基于誤差均化原理,能通過較低的孔精度,實(shí)現(xiàn)生瓷片的高精度定位。同時(shí)為了保證定位孔的位置一致性,該8個(gè)定位通過固定模具一次沖孔成形。
1.1 定位孔位置的設(shè)計(jì)
在保證不影響生瓷片正常使用的前提下,定位孔設(shè)置在生瓷片的周邊印刷圖形區(qū)域外,根據(jù)受力均勻等因素考慮,如圖3所示,8個(gè)φ5的定位孔采用中心對(duì)稱布局。如此設(shè)計(jì)保證了沖孔模的壓力中心與工件的中心重合,方便沖孔驅(qū)動(dòng)機(jī)構(gòu)及沖孔工作臺(tái)的設(shè)計(jì),同時(shí)降低驅(qū)動(dòng)導(dǎo)向機(jī)構(gòu)和沖孔模具的磨損,延長使用壽命。同時(shí)為了多個(gè)工位均能采用該定位孔對(duì)生瓷片進(jìn)行定位,8個(gè)定位孔位置誤差不能超過±5μm,且須保證孔的大小一致,孔壁光滑。

圖3 定位孔位置示意圖
1.2 沖孔力的計(jì)算
在生產(chǎn)過程中,由于生瓷片的強(qiáng)度低,一般在生瓷片的背面會(huì)粘貼一層PET薄膜,減少生瓷片在生產(chǎn)過程中的變形。故對(duì)生瓷片的沖孔加工,是需要同時(shí)對(duì)生瓷片和PET薄膜進(jìn)行沖孔。
生產(chǎn)過程所用的PET(Polyethylene terephthalate)膜厚度最大50μm(抗拉強(qiáng)度σb可達(dá)200 MPa),生瓷片的最大厚度為100μm。
為了最大程度保證沖孔大小和位置的一致性,采用機(jī)械沖孔方式對(duì)多個(gè)定位孔一次加工完成,故采用有導(dǎo)向裝置的單工序多孔沖孔模設(shè)計(jì),即8個(gè)φ5定位孔被同時(shí)加工完成。沖孔力一般按下式進(jìn)行計(jì)算:

式中F沖為沖孔力;
L為沖孔的周長,由于該設(shè)計(jì)一次沖孔數(shù)為8個(gè),故L=8×π×d;
d為沖孔的直徑;
t為PET膜的厚度,在此取PET膜的最大厚度值;
σb為PET膜的抗拉強(qiáng)度。
由于生瓷片是由粉體材料粘接而成,抗拉強(qiáng)度極低,所產(chǎn)生的沖孔力也極低,故在計(jì)算中將其忽略。
1.3 沖孔間隙的確定及凸模和凹模的設(shè)計(jì)
1.3.1 沖孔間隙的確定
沖孔間隙即凸、凹模間隙,是沖孔過程重要的工藝參數(shù),對(duì)沖孔質(zhì)量、模具壽命和沖孔力等都有很大的影響。根據(jù)該組定位孔的使用要求,結(jié)合一些經(jīng)驗(yàn)間隙值,本機(jī)構(gòu)的沖孔間隙值選定為15μm。
1.3.2 凸模和凹模的設(shè)計(jì)
為了簡化模具設(shè)計(jì)、縮短設(shè)計(jì)和制造周期,提高模具質(zhì)量,減低模具成本,沖孔模零部件已有標(biāo)準(zhǔn)化的產(chǎn)品供用選擇使用,本機(jī)構(gòu)中的凸模和凹模也采用標(biāo)準(zhǔn)化生產(chǎn)的產(chǎn)品。
(1)凸模和凹模的材料
由于生瓷片的主要成分為陶瓷粉末,硬度高,故凸模和凹模必須具備高強(qiáng)度和高硬度,在此選用硬質(zhì)合金凸模和凹模,其洛氏硬度可達(dá)到88~89 HRA。
(2)凸模
凸模選用圓柱頭縮桿圓凸模,在其中心部位設(shè)計(jì)有空氣通道,防止生瓷片廢料在凸模抬升時(shí)粘附在凸模端部,灑落在待疊層的生瓷片上,產(chǎn)生產(chǎn)品質(zhì)量問題,如圖4所示。
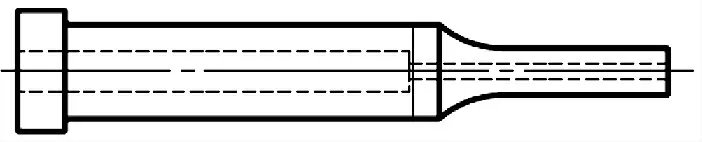
圖4 凸模
(3)凹模
凹模選用帶肩圓凹模,在圓柱形刃口下部有一段防廢料反彈的反圓錐面,錐度為1∶150,如圖5所示。這樣既保證了沖孔刃口的強(qiáng)度,又有利于廢料的向下排出。

圖5 凹模
根據(jù)選用的凸模和凹模尺寸,可以計(jì)算出最大沖孔間隙值和最小沖孔間隙值:
最大沖孔間隙值Zmax=0.018 mm
最小沖孔間隙值Zmin=0.01 mm
以上計(jì)算數(shù)值滿足技術(shù)要求。
2 生瓷片沖孔機(jī)構(gòu)的設(shè)計(jì)
結(jié)合整機(jī)的結(jié)構(gòu)特點(diǎn),本沖孔機(jī)構(gòu)采用組合框架式機(jī)架和四導(dǎo)柱脫開式滾動(dòng)導(dǎo)向模架設(shè)計(jì),如圖6所示。該機(jī)構(gòu)主要由機(jī)架、沖孔模和驅(qū)動(dòng)裝置等功能部件組成。
2.1 沖孔機(jī)構(gòu)機(jī)架的設(shè)計(jì)
機(jī)架支撐著沖孔模,須具備足夠的剛度和強(qiáng)度,以保證沖孔操作的穩(wěn)定可靠。由于該沖孔機(jī)構(gòu)所承受的沖孔力較小,故采用組合框架式機(jī)架。組合框架式機(jī)架具有高的強(qiáng)度和剛度,并且節(jié)省材料,減輕重量,容易加工[1]。
該機(jī)架由四部分組成:上橫梁、下橫梁及兩側(cè)立柱,如圖6所示。由于該機(jī)構(gòu)直接安裝在整機(jī)底座上,故下梁部分直接使用底座臺(tái)面。其余各部件由鋼板焊接而成,并分別進(jìn)行加工,最后各部分之間由高強(qiáng)度螺釘連接而成。
2.2 沖孔模結(jié)構(gòu)設(shè)計(jì)
本沖孔模采用四導(dǎo)柱脫開式滾動(dòng)導(dǎo)向模架設(shè)計(jì),如圖7所示。主要由凸模、凹模、模架、導(dǎo)向裝置和卸料裝置等組成。

圖7 沖孔模結(jié)構(gòu)圖
2.2.1 模架的設(shè)計(jì)
模架是支撐沖孔模結(jié)構(gòu)主體的部件,它由上、下模座及其間的滾珠導(dǎo)柱導(dǎo)套組成,本結(jié)構(gòu)采用四導(dǎo)柱模架,如圖7所示。四導(dǎo)柱模架的導(dǎo)柱、導(dǎo)套安裝在模具的四角,模架的穩(wěn)定性和導(dǎo)向精度高,適用于高精度、高速?zèng)_孔操作[2]。
由于具有生瓷片自動(dòng)傳送裝置,本機(jī)構(gòu)采用四導(dǎo)柱脫開式滾動(dòng)導(dǎo)向模架。導(dǎo)柱安裝在上模座上,鋼球保持器套在導(dǎo)柱上,導(dǎo)套安裝在下模座上。當(dāng)上模具抬升時(shí),鋼球保持圈與導(dǎo)套分離,方便生瓷片傳輸機(jī)構(gòu)設(shè)計(jì)。
2.2.2 滾動(dòng)導(dǎo)向裝置的選用
為了保證在生瓷片上沖孔的位置精度,上模具的精密導(dǎo)向是不可或缺的。滾珠導(dǎo)柱導(dǎo)套導(dǎo)向裝置在該設(shè)計(jì)被選用[2]。如圖8所示,該導(dǎo)向裝置由導(dǎo)柱、鋼球保持圈、導(dǎo)套、彈簧和限程器組成,具有三大特點(diǎn):

圖8 滾動(dòng)導(dǎo)向裝置結(jié)構(gòu)圖
(1)由于對(duì)鋼球施加了預(yù)壓,可實(shí)現(xiàn)無間隙導(dǎo)向;
(2)鋼球保持圈上鋼球交錯(cuò)排布,鋼球數(shù)量多,具有高的導(dǎo)向剛性;
(3)由于采用滾動(dòng)導(dǎo)向,適合高速?zèng)_孔。
為了防止鋼球保持圈在抬升過程從導(dǎo)柱上脫離,在導(dǎo)柱的下端安裝了限程器。為了保證鋼球保持圈在每次抬升過程中均能回到導(dǎo)柱的最底部,同時(shí)為防止鋼球保持圈在與限程器接觸時(shí)產(chǎn)生回彈,在導(dǎo)柱凸緣和鋼球保持圈之間增設(shè)一彈簧。
2.2.3 凸模和凹模的安裝與固定
凸模與凸模固定板采用過渡配合,保證8個(gè)沖孔用凸模的準(zhǔn)確定位,并通過螺釘,將凸模和凸模固定板緊固在上模座上,凸模通過臺(tái)肩夾緊在上模座和凸模固定板之間,如圖9(a)所示。如此設(shè)計(jì)方便凸模磨損后的更換。
凹模的固定方式與凸模的固定方式基本相同,方向相反,如圖9(b)所示。
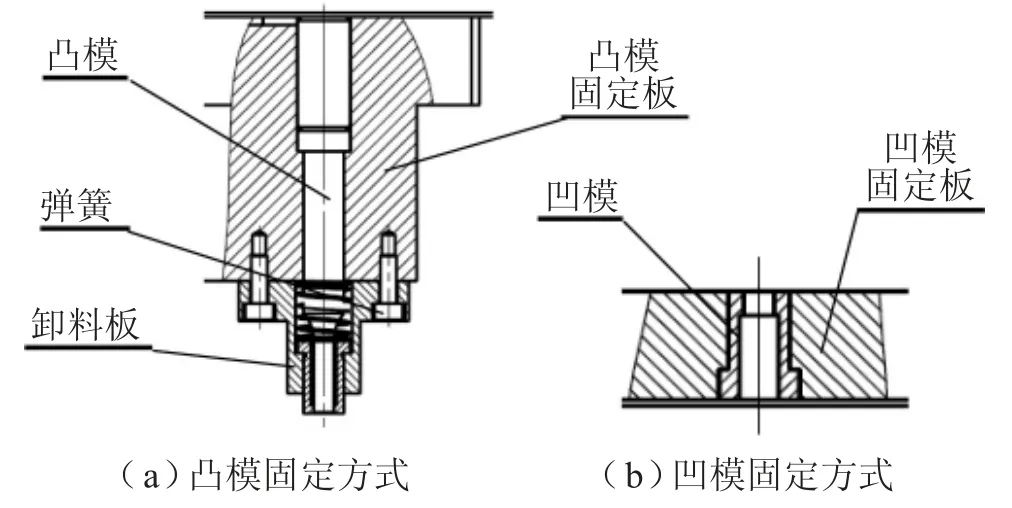
圖9 凸模和凹模的固定
2.2.4卸料裝置的設(shè)計(jì)
本裝置采用彈壓式卸料板,卸料板設(shè)計(jì)成帶肩臺(tái)導(dǎo)套,套在凸模外面,在彈簧力驅(qū)動(dòng)下向下壓出,在沖孔力的驅(qū)動(dòng)下完成向上壓入。如圖10所示,在沖孔時(shí),在凸模接觸生瓷片之前,卸料板壓緊生瓷片,消除沖孔時(shí)生瓷片的翹曲和受到的徑向拉伸,使沖出的定位孔,斷面光滑,無撕裂或裂紋。當(dāng)完成沖孔后,凸模抬升時(shí),對(duì)生瓷片進(jìn)行固定,防止生瓷片被凸模帶起,完成生瓷的卸料操作。

圖10 沖孔過程圖
2.3 沖孔模驅(qū)動(dòng)裝置的設(shè)計(jì)
該沖孔模的驅(qū)動(dòng)裝置安裝在上橫梁上,采用兩套直線軸承和導(dǎo)向軸導(dǎo)向,如圖6所示。當(dāng)上模機(jī)構(gòu)下降進(jìn)行沖孔時(shí),安裝在上模座上鋼球保持圈能準(zhǔn)確的插入到安裝在下模座上的導(dǎo)套中,完成沖孔用凸模與凹模的精確定位。
由于該沖孔模機(jī)構(gòu)所需沖孔力較小,采用氣缸作為該沖孔機(jī)構(gòu)的動(dòng)力源。氣缸所用工作介質(zhì)為壓縮空氣,容易獲取,且對(duì)環(huán)境無污染,是理想的選擇。在具體的設(shè)計(jì)過程中,根據(jù)沖孔力要求,確定所選氣缸的缸徑D以及壓縮空氣壓力P,確保輸出力大于1 300 N。
3 結(jié)束語
本論文僅對(duì)該LTCC疊層設(shè)備用沖孔機(jī)構(gòu)的關(guān)鍵結(jié)構(gòu)進(jìn)行了詳細(xì)地描述,仍有一些附件功能沒被提及。同時(shí)一套機(jī)構(gòu)的成功運(yùn)用,合理的材料選擇、材料的熱處理、制造和裝配工藝的選擇、必要的設(shè)計(jì)計(jì)算和仿真都是必不可少的,在具體設(shè)計(jì)中還需進(jìn)一步細(xì)化。該沖孔機(jī)構(gòu)已在系列LTCC疊層設(shè)備中成功應(yīng)用,滿足了LTCC加工工藝要求。
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
