金絲球焊球徑控制工藝分析
2022-02-17 08:43:02張永聰霍灼琴張良辰靳宇婷郝艷鵬馬生生趙喜清
電子工業(yè)專用設(shè)備 2022年6期
關(guān)鍵詞:工藝
張永聰,霍灼琴,張良辰,靳宇婷,郝艷鵬,馬生生,趙喜清
(中國(guó)電子科技集團(tuán)公司第二研究所,山西 太原 030024)
為了實(shí)現(xiàn)芯片與外界的通信,需要將芯片與基板進(jìn)行電氣互連。熱超聲引線鍵合借助于超聲能量、壓力以及加熱的相互作用,用金屬細(xì)絲將半導(dǎo)體芯片焊區(qū)與微電子封裝的輸入/輸出(I/O)引線或基板上的金屬布線焊區(qū)連接起來,實(shí)現(xiàn)電氣互連。熱超聲引線鍵合是芯片封裝的關(guān)鍵步驟,也是目前應(yīng)用最為廣泛的內(nèi)芯片互連工藝,絕大多數(shù)集成電路使用引線鍵合實(shí)現(xiàn)互連。
球焊作為引線鍵合的工藝之一,也是目前半導(dǎo)體器件芯片封裝工藝中最具代表性的焊接技術(shù)[1]。
本文以RSH-101B手動(dòng)鍵合機(jī)為對(duì)象,針對(duì)工藝過程中第一鍵合點(diǎn)焊球球徑過大的問題,通過工藝實(shí)驗(yàn)對(duì)工藝參數(shù)和劈刀進(jìn)行分析研究,為設(shè)備和工藝調(diào)試提供理論支撐。
1 球焊工藝過程
球焊工藝的基本步驟如圖1所示。
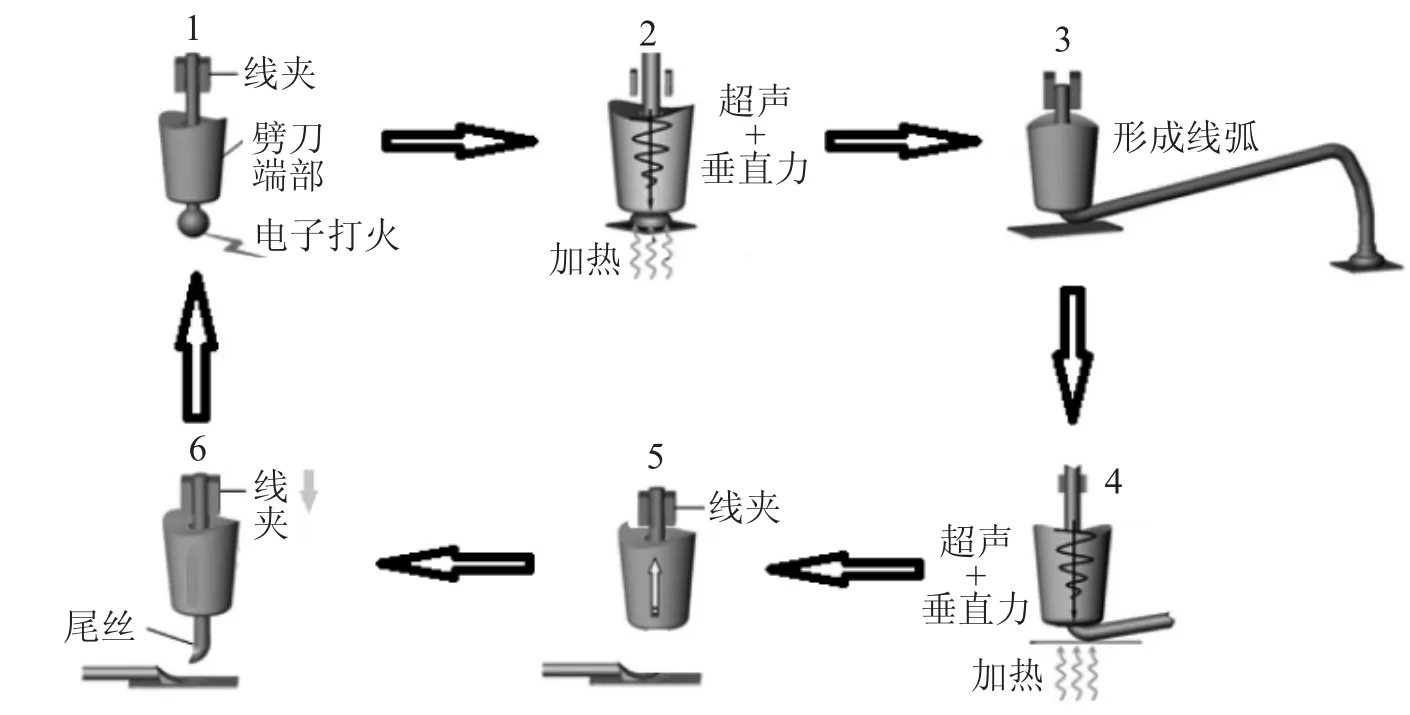
圖1 球焊工藝過程示意圖
具體包括:
1)電子打火(EFO)在打火桿和劈刀末端的引線之間施加高電勢(shì),產(chǎn)生高能的放電使引線末端熔化變形為球狀;
2)劈刀下降并擠壓焊球,施加鍵合壓力的同時(shí),換能器傳遞超聲能量至劈刀末端,產(chǎn)生振動(dòng),使兩金屬面之間產(chǎn)生固態(tài)鍵;
3)線夾打開,劈刀帶著引線移動(dòng)到第二焊點(diǎn)位置,形成線弧;
4)線夾關(guān)閉,劈刀下移,彎曲的引線與基板的焊盤接觸,施加壓力和超聲能量,引線在第二焊點(diǎn)的最薄弱位置斷開;
5)劈刀上移至打火高度;
6)線夾向下運(yùn)動(dòng)并送出設(shè)定長(zhǎng)度的引線后,電子打火(EFO)再次打火,劈刀末端形成新的焊球;然后依次重復(fù)這一流程,直到所有連接完成為止。
2 球焊劈刀選型
金絲球焊一般選用的是毛細(xì)管陶瓷劈刀。劈刀端部的尺寸直接影響焊接工藝質(zhì)量,劈刀端部如圖2所示。
圖2中參數(shù)OR為外部半徑;H為劈刀孔直徑;ICR為內(nèi)部斜面;CD為斜面直徑。
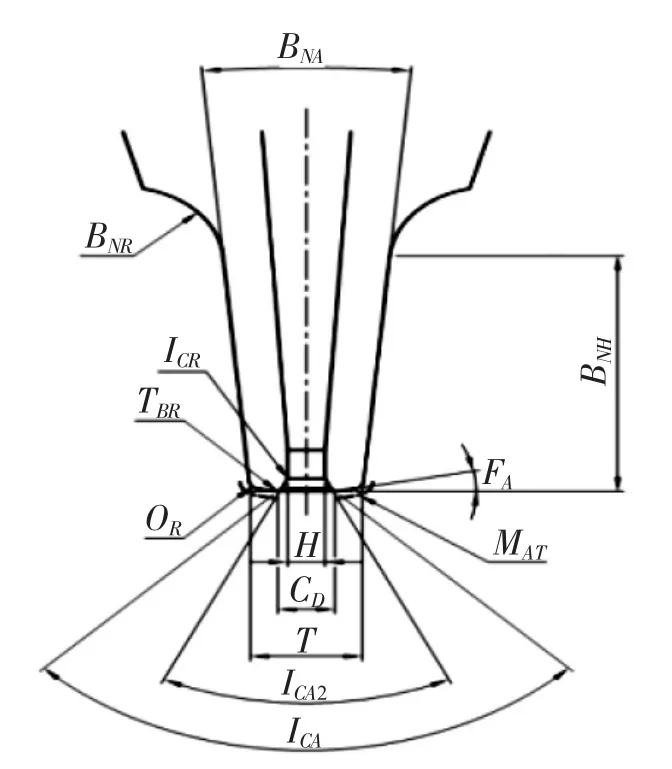
圖2 劈刀端部結(jié)構(gòu)圖
為獲得較好的焊接質(zhì)量,劈刀的頂部直徑(T)通常比鍵合焊盤大25%~50%[1],劈刀孔直徑(H)應(yīng)控制在金線直徑+(5~8μm),劈刀斜面直徑(CD)應(yīng)控制在劈刀孔直徑(H)+(5~10μm)[2]。
3 問題描述及分析
在鍵合過程中,第一鍵合點(diǎn)焊球球徑過大,容易導(dǎo)致焊球彼此互連短路,如圖3所示。分析可能是由以下幾種原因造成:

圖3 焊球短路圖
(1)鍵合工藝參數(shù)包括尾絲長(zhǎng)度、打火參數(shù)、打火桿位置、超聲參數(shù)和鍵合力等設(shè)置不合適[3];
(2)劈刀選型不合適。
4 實(shí)驗(yàn)設(shè)計(jì)
(1)按照表1優(yōu)化工藝參數(shù)(其他參數(shù)不變)并測(cè)試;
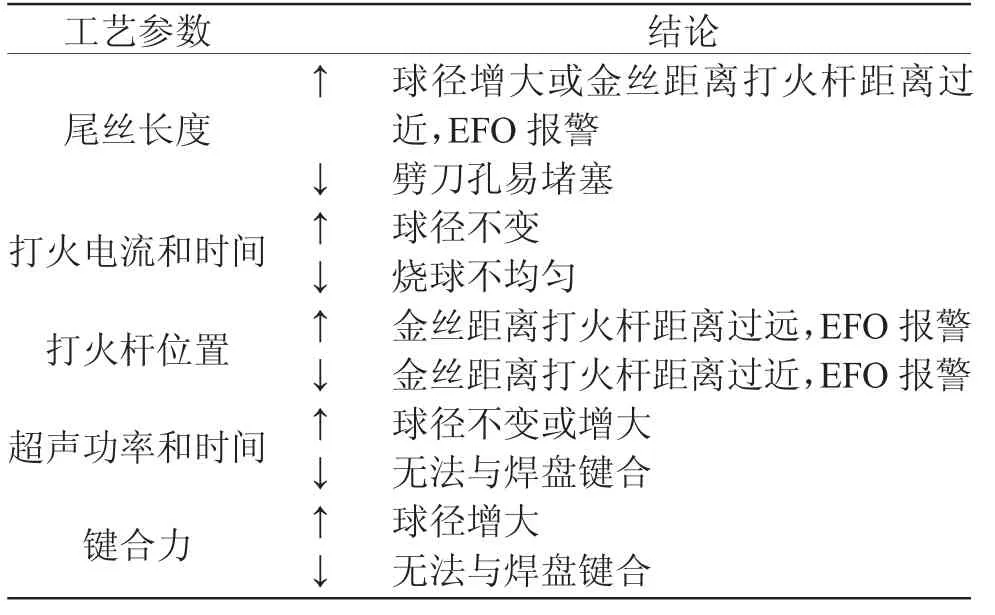
表1 工藝參數(shù)優(yōu)化表
經(jīng)實(shí)驗(yàn)測(cè)試,通過優(yōu)化工藝參數(shù),無法滿足工藝要求,排除鍵合工藝參數(shù)設(shè)置不合適的因素;
(2)按照劈刀選型要求,重新選擇劈刀型號(hào),劈刀關(guān)鍵參數(shù)如表2所示。
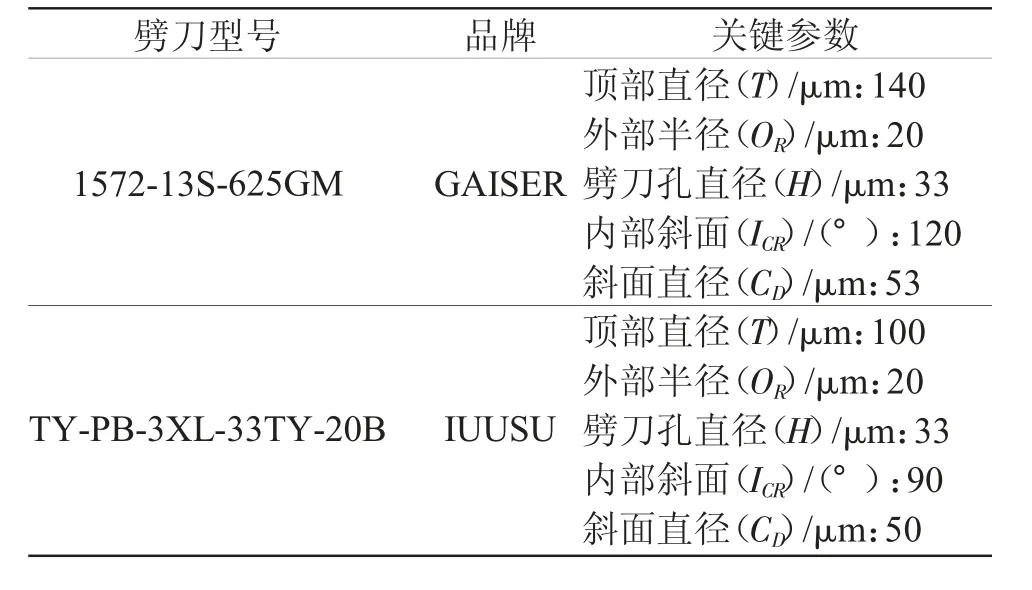
表2 劈刀關(guān)鍵參數(shù)表
初始采用GAISER劈刀(1572-13S-625GM)鍵合時(shí),工藝參數(shù)優(yōu)化后,鍵合球徑最小約為73μm,如圖4所示。
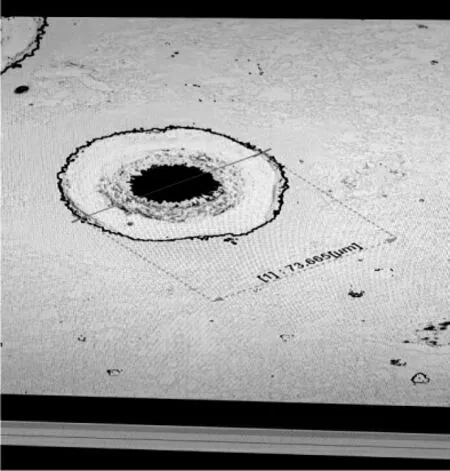
圖4 GAISER劈刀鍵合球
改用IUUSU劈刀(TY-PB-3XL-33TY-20B)鍵合時(shí),工藝參數(shù)優(yōu)化后,鍵合球徑最小約為50μm,如圖5所示,滿足工藝要求。
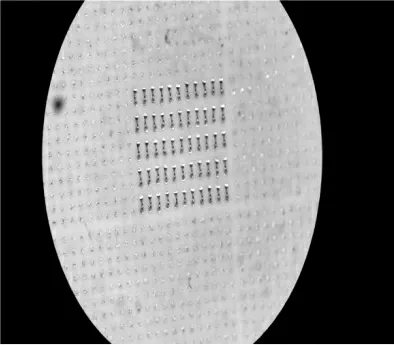
圖5 IUUSU劈刀鍵合球(基板鍍金方塊尺寸50μm×50μm)
5 結(jié) 論
對(duì)金絲球焊工藝中影響第一鍵合點(diǎn)焊球球徑的多種因素進(jìn)行分析和實(shí)驗(yàn)驗(yàn)證,確定了在成焊球球徑過大的原因,并且解決這一問題。
劈刀端部?jī)?nèi)部斜面角度越大,焊接的焊球直徑越大。因此,對(duì)于需要小焊球鍵合的細(xì)間距應(yīng)首先選擇斜面角度小的劈刀(90°)。而且90°斜面角度形成的拱絲和線尾都優(yōu)于120°斜面角度。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
