淺談頂蓋橫梁拼焊工藝優化及其模塊化定位的工作方法
2022-02-18 21:54:22董學羽鐘第軍聶嘉
時代汽車 2022年3期
董學羽 鐘第軍 聶嘉

摘 要:本文通過對產銷量大的低配車型頂蓋合拼的工藝優化,對前橫梁、中橫梁和后橫梁的上件工藝方案及其定位夾具優化,開發新一代中橫梁、后橫梁的定位夾具,將中橫梁、前橫梁等零件的定位方法模塊化,形成一種整體解決方案,具有較高的應用推廣價值。
關鍵詞:頂蓋合拼工藝 前橫梁 中橫梁 后橫梁 定位夾具
1 引言
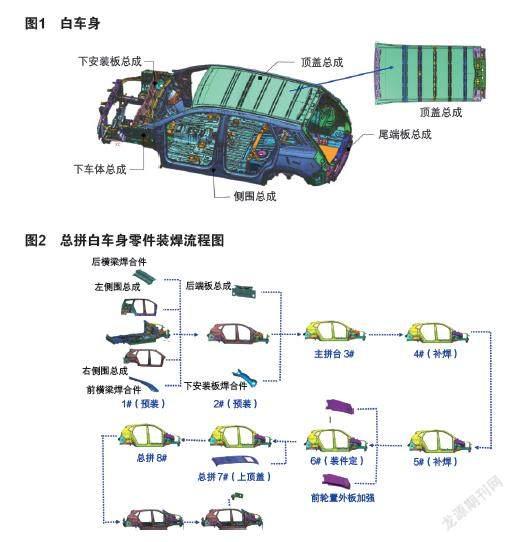
白車身(如圖1)所示通常是下車體總成,側圍總成,頂蓋橫梁總成,下安裝板總成以及尾端板總成等組成,白車身零件裝配流程圖(如圖2)所示。在SGMW,就市場銷量而言,同一車型中非天窗的銷量占比較大,本文重點研究頂蓋橫梁的定位方法,根據以往產線及裝備開發經驗基礎上,利用總拼定位及裝備技術,總結出一套適應于不同車型的解決方案。
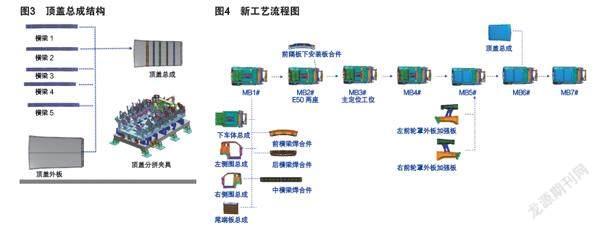
在頂蓋與側圍合拼的形成白車身的工藝方案中,頂蓋橫梁的上件定位焊接的工藝方案大致如下,頂蓋橫梁與白車身組拼分解至側圍預裝、頂蓋分拼實現整體橫梁與車身的焊裝工藝,該形式主要是針對存在多根橫梁的頂蓋總成(如圖3)結構形式的工藝方案,前、后橫梁在預裝工位實施與左右側圍的預裝后進行定位焊,而除前后橫梁外,中橫梁在頂蓋分拼臺實施定位焊后,頂蓋外板放在橫梁及工裝夾具上實施分拼的定位,通過電阻點焊連接,頂蓋總成從分拼線轉運至主線與車身骨架合拼形成白車身制造工藝,該方案存在問題如下:
(1)需要設立頂蓋分拼線,每個車型均需要設置此工裝夾具定位,需占用專用場地,制造成本高,不利于新車型快速導入;(2)不同車型生產要求頂蓋分拼臺夾具切換,需設置頂蓋轉運等一系列必要非增值的工藝作業;(3)不同車型的橫梁結構差異較大,頂蓋分拼臺的柔性設計實現存在很大難度。
綜上所述,本文提出一種基于抓手式總拼技術,取消頂蓋分拼工藝,用以降低新車型投入的制造成本及縮短導入周期,優化車間物流場地,解決不同車型均能在同一生產線上共線生產的柔性制造而受頂蓋上件定位的因素制約。
2 新工藝方案
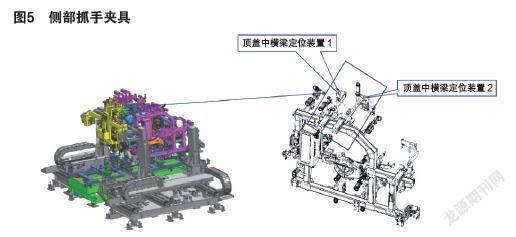
在預裝工藝基礎上,將頂蓋中間橫梁(1至2根)與側圍總成集成預裝;同時,在頂蓋外板上線合拼前序工位將剩余頂蓋中間橫梁的上件定位焊,開發頂蓋中間橫梁定位夾具裝置并將其集成在抓手總拼的側部抓手(如圖5)上集約化使用,最后將頂蓋外板在主線上件定位焊,實現在總拼工位進行定位焊接,取消頂蓋分拼線的工藝方案優化。其工藝流程圖如圖4所示。
3 模塊化定位的工作方法
非天窗頂蓋總成一般由前、后橫梁及若干中橫梁組成,而前橫梁與中橫梁的結構相似,因此針對前橫梁、中橫梁開發了一種模塊化的定位夾具滿足兩種橫梁的定位,同時,開發一種模塊化的后橫梁定位夾具可滿足不同結構的后橫梁定位,因其模塊化設計的方案比較能兼容各種車型的零件定位,具有較高的應用推廣價值,具體工作原理如下。
3.1 模塊化中橫梁定位工作方法
中橫梁的定位夾具,采用兩級的機構,一個是翻轉進銷定位機構,一個是零件夾緊機構,當夾具是工作狀態的時候(如圖6.a),夾具夾緊后,結構較為緊湊,有足夠的空間給焊鉗進行焊接。當該工位所有的焊接完成之后,其工作運動順序如下:
第一:中橫梁的二級氣缸收縮,壓頭打開(如圖6.b),這完成后需要一個旋轉的動作,即定位銷可無干涉從橫梁定位孔這邊出來(如圖6.c)。
第二:一級氣缸收縮,整套原先夾緊前橫梁零件的夾具旋轉出來(如圖6.d),將夾緊夾具從前橫梁夾具脫離出來,這樣夾具和中橫梁無干涉,其原理是利用旋轉運動瞬時線速度方向是圓周運動切向,以此來做定位銷入孔及脫離零件。
第三:該夾具無干涉之后跟著側部抓手往車外滑移出去,留下足夠的掃掠空間。保證留下足夠的安全空間,使得白車身和工裝夾具抓手都無干涉,白車身總成就可以開往下一個工位。前橫梁夾具和下安裝板夾具的應用原理與此也一樣。
本夾具是一種典型橫梁定位夾具結構,可適用于頂蓋前橫梁、中橫梁、下安裝板等一系列零件的定位,同時可以將多套夾具集成在一個側部定位抓手總成上,滿足了車型零件的定位需求,且減少了頂蓋分拼線、專用夾具的開發及制造成本。
3.2 模塊化后橫梁定位工作方法
因需滿足不同車型柔性定位及上件工藝,實現燃油車、新能源車以及跨平臺車型共線柔性生產,而不同車型的頂蓋后橫梁存在較大差異,針對后橫梁的產品結構差異及抓手總拼的裝備及輸送定位特點,對原后橫梁的定位方法進行優化,開發一種適應于不同車型結構的后橫梁定位裝置,并且將此夾具集成在抓手總拼的后部定位抓手上,進一步實現了新工藝方案應用推廣性及柔性。
在車身抓手總拼工位,某種頂蓋后橫梁的零件結構形式及其定位夾具如下(如圖8);輸送方向與定位方向都是豎直方向且相同(如圖9)。該橫梁結構后翻邊上翹,定位機構夾頭打開后產品結構直接與之避讓;本公司某款車型存在另一種后橫梁翻邊上翹的結構形式,但上述的后橫梁翻邊朝向發生變化(如圖10)或夾具進出輸送方向為水平方向時則不能滿足要求。為確保柔性生產制造策略,解決夾具輸送進出方向與定位方向垂直而避讓車身的問題,開發一套新的后橫梁定位裝置,此裝置結構形式如下。
新型頂蓋后橫梁定位裝置工作方法介紹:
(1)夾具(如圖11)打開時,上部夾頭完全處于零件上方,下部夾頭處于零件下方
(2)輸送時,裝置從左至右接近零件,到位后氣缸伸出定位銷進入定位孔,兩端夾頭同時夾緊。
最終無論后橫梁的翻邊朝向變化、或是輸送方向變化,此種裝置都可以滿足定位要求,且自身具備大打開角度,完全可以替代第一代后橫梁定位夾具形式。
4 結語
本文通過對產銷量大的低配車型,頂蓋合拼的工藝優化,針對性開發新一代中橫梁、后橫梁的定位夾具,并將定位方法模塊化、標準化,形成在側部抓手上的整體集成解決方案,已達到如下效果。
(1)開發新一代模塊化橫梁定位夾具及其工作方法,減少多套專用夾具開發,以新型標準化夾具解決多種零件定位問題,同時,新一代夾具集成在一套抓手上,避免專用抓手開發,同時對頂蓋后橫梁定位裝置的優化,提高后橫梁定位裝置的兼容性。(2)優化工藝,取消頂蓋分拼線,實現燃油車、新能源車以及跨平臺車型可以共線柔性生產的新工藝方案、使用效果得到驗證,降低新車型導入的制造成本投入、縮短導入調試周期,提高車間的有效物流場地。(3)通過上述的新工藝方案,在車身總拼工位增加橫梁預裝使其合拼骨架剛度提高,為車身合拼精度提升促進作用。
參考文獻:
[1]向杰.淺談頂蓋后橫梁的結構設計[A]. 中國汽車工程學會.2008中國汽車工程學會年會論文集[C].中國汽車工程學會:中國汽車工程學會,2008:3.
[2]張正舉,潘敏,汪紅,等.基于頂蓋分拼定位的優化集成設計分析[J].現代制造技術與裝備,2016(12):6-8.
