大直徑薄壁鋼管縮徑成形工藝研究
2022-02-21 09:54:32夏衛明尋寶明程玉江蘇省徐州鍛壓機床廠集團有限公司
鍛造與沖壓 2022年3期
汽車車軸多采用鋼管制造,兩端需要進行縮頸,再焊接半軸。制造重型車橋、車軸的材料一般為厚壁鋼管,可采用多次冷縮頸或熱縮頸工藝。厚壁鋼管的縮頸成形工藝已經較為成熟,目前薄壁鋼管縮徑成形方面的研究報道還較少,夏巨諶等人對薄壁鋼管縮徑成形過程進行了理論分析和有限元模擬;劉超,王連東等研究汽車橋殼管坯推擠—拉拔復合縮徑成形工藝;楊鑫報道了高強鋼管縮徑旋壓成形性能及工藝,并進行了大量的理論和實驗驗證。
薄壁鋼管縮頸成形時容易出現失穩,成形質量的好壞有多種因素,主要有模具參數,減徑量、潤滑條件等。
薄壁鋼管的縮徑成形過程可分為剛性滑入、縮徑變形、反彎曲和擠壓四個階段。總的縮徑變形比大于其極限變形比時,需要采取多次縮徑,且每次縮徑比應小于極限縮徑比。
本文采用三維金屬成形分析軟件DEFORM 分析研究并擬定了一種大直徑薄壁鋼管的縮徑成形工藝,并據此制定了雙頭三工位臥式擠壓機方案。
踩下油門,迷人聲浪響起,經過再度優化平衡的油門響應、動力輸出及燃油經濟性帶來更極致的駕駛感。與Ingenium 2.0升四缸發動機匹配的是響應迅捷的Quickshift快速換擋8速自動變速箱,進一步帶來靈敏操控體驗。而后輪驅動系統則讓我們能夠在復雜彎道及各種路況中更自信從容。
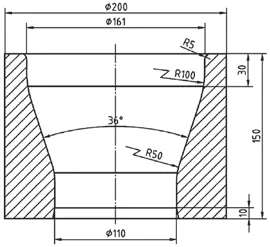
原材料鋼管參數和成形件尺寸如圖1 所示。

材料:B510L,GB/T 3273-2015,汽車大梁用熱軋鋼。
分兩次減徑:第一次減徑至
110mm,第二次減徑
80mm。軸端500mm 長度一次性加熱,加熱溫度為1000℃。設置工件與模具之間的熱傳導系數為5N/(s·mm·℃)。
其力學性能與35Mn 接近,35Mn 力學性能:σ
≥335MPa,σ
≥560NPa。對應國際標準的材料為AISI 1035,或S35C,或BS 080A35。擠壓過程中工件和模具之間的摩擦系數μ 為0.1,擠壓前需要在軸管變形段涂刷石墨乳。
[6]Labour unrest is rising everywhere as economic growth slows.(2016-03-19)
解法4 直接求出三角形和梯形的面積,從而直接得出兩者的面積比.此種方法沒有用到問題1的結論,并且需要設出邊長,雖然計算過程較復雜,但是解題思路直接明了.
F=σ
A=σ
π(D
-d
)/4
由圖9 可知,第一擠減徑25mm,移動加熱1000℃,可以順利成形,成形力約400kN。
因此最大擠壓力不得超過560kN,超過此值,中間段剛度不足,不能產生足夠抵抗擠壓力的支撐,縮徑擠壓時鋼管會產生變形。
伊朗農業所面臨的主要挑戰是缺水和水土中的鹽分含量過高。炎熱的氣侯和非常廣泛的炎熱區域,使伊朗農業生產面臨非常大的挑戰。伊朗所有地區的土地幾乎都存在著鹽分含量高的問題。在惡劣氣侯條件下,不僅難以保持肥料的有效性,給施肥帶來的挑戰非常嚴峻,還破壞了土壤結構,造成了土壤中有機質含量的嚴重缺乏。所以減少土壤中的有機鹽分,改善土壤結構是伊朗農業亟需解決的問題。當地的科學家也正在推行一些策略和項目來解決這些問題,努力提升土壤的質量。
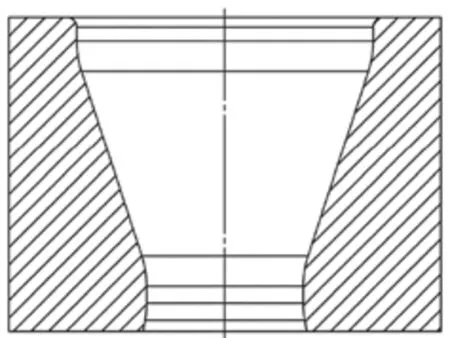
一次冷擠壓成形模擬
采用一次冷擠壓成形,模具剖面結構如圖2 所示,成形分析結果如圖3 所示。由圖3 可知,采用一次冷擠壓成形工藝,最大成形力達1200kN。未變形區的變形抗力達到屈服極限,發生軸向塑性失穩,中間部分產生扭曲變形,因此一次冷擠壓成形方案不可行。
綜上所述,引發女性不孕不育患者癥狀出現的重要因素主要包括AsAb、EMAb及AcAb這三類免疫性抗體,臨床上在對不孕不育女性患者進行治療時應加強全面檢測免疫性抗體情況。

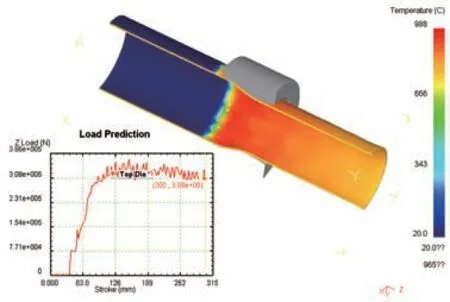
一次熱擠壓成形模擬
上述采用一次冷擠壓成形不能成功,擬采用加熱成形方案,熱成形能極大減小成形力。
擬采用一次熱擠壓成形方案。說明:為了加快模擬計算速度,采用1/2 對稱模型,工件擠壓端500mm 長度先加熱到1000℃。模擬結果如圖4 所示。一次擠壓成形力約為400kN,由于一次擠壓減徑量過大,加熱長度較大,鋼管加熱段強度較低,擠壓過程中加熱段出現折疊缺陷,一次加熱擠壓成形方案不可行。

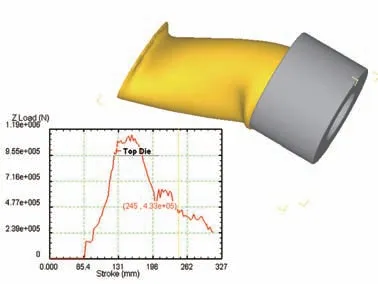
分兩次冷擠壓成形模擬
分兩次減徑:第一次減徑至
110mm,第二次減徑至
80mm,模具結構如圖5、圖6 所示。第一擠的成形模擬結果如圖7 所示,由此可知,采用兩次冷擠壓方案,第一擠擠壓力達約1100kN,遠大于鋼管的最大許用擠壓力,鋼管中段產生失穩并產生塑性變形,因此第一擠減徑到
110mm 的冷擠壓方式不能成形。
農村集體土地上不動產登記工作中,不動產登記權利人主體不一致的情況很常見,突出表現在以下3個方面:①規劃審批手續的建房人與土地審批手續的使用人不同;②土地使用權人與登記簿中房屋所有人不同;③房屋所有權與土地所有權人的主體不一致。

分兩次熱擠壓成形模擬
力學性能:屈服強度不小于355MPa,抗拉強度在510 ~610MPa 之間,斷后延伸率大于等于24%。
第三擠:利用工件余熱進行擠壓,鋼管減徑20mm(
100mm →
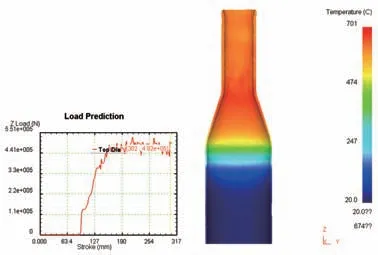
80mm),工件與模具之間的摩擦系數為0.1。第三擠之前進行空冷15s,模擬工位轉換的時間,工件冷卻后的溫度分布如圖13 所示,工件溫度軸端縮徑部分溫度約為700℃,喇叭口終端溫度成梯度減小分布。

綜上分析,由于本文模擬研究的鋼管壁厚很薄,每次縮徑的成形力不能太大,不能大于鋼管的最大許用擠壓力。采用一次加熱,由于加熱段較長,加熱段剛度和強度極大降低,不能產生足夠的支撐力以對抗成形力。因此可以采用分段加熱+多次縮頸工藝,或者采用冷擠壓,減小縮頸量+多次縮頸工藝。考慮到工藝成本,縮徑的次數越少越好。
采用移動感應加熱多次縮徑擠壓工藝
由圖12 可知,第二擠成形力約500kN。
第一擠:鋼管減徑25mm(
150mm →
125mm),工件與模具之間的摩擦系數為μ 為0.1,感應加熱寬度20mm。
在“一帶一路”和圖書館國際化的大背景下,提高圖書館原版外文圖書的采購質量顯得尤為重要。原版外文文獻的采購形式是多樣化的,模式也因館而異,不管是采用何種采購方式,我們都需要從經費、人力、館藏特色和館藏結構等各個方面進行綜合評定,以制定出合理的采購策略。畢竟,我們采購目的是為了滿足讀者的學習和閱讀需求,同時不斷更新和豐富圖書館的館藏資源,使圖書館的資源始終處于一個良性的動態循環之中,始終保持生生不息的活力和薪火相傳的生命力。
代入數據:外徑D=150mm,內徑d=143mm,得F=560kN。
按鋼管中間未變形段能承受擠壓支撐力計算,可知該鋼管中間能承受的最大擠壓力:
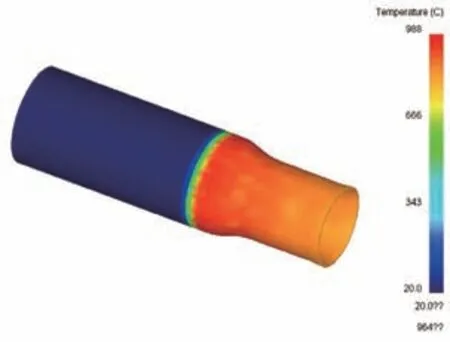
第二擠:利用工件的余熱進行擠壓成形,由圖9、圖10 第一擠成形可知,第一擠成形后鋼管溫度成梯度分布,端部余溫約700℃,喇叭口處約960℃。鋼管減徑25mm(
125mm →
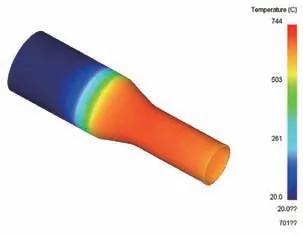
100mm),工件與模具之間的摩擦系數為0.1。第二擠模擬之前進行空冷模擬20s,工件第一擠之后喇叭口處溫度較高,如圖10所示,空冷使得工件溫度適當降低和均勻化分布。圖11 所示為工件空冷20s 后的溫度分布,工件溫度分布有所下降,且基本均勻。

分析思路:根據前述的成形模擬可知,鋼管加熱長度過大,加熱段變軟,強度和剛度降低,擠壓過程中容易產生折疊或斷裂。由于鋼管壁厚只有3.5mm,采用感應圈加熱可以快速達到紅熱溫度。所以筆者提出一種方案:在擠壓模的端部位置固定一感應加熱圈,隨擠壓模具的移動進行移動加熱,這樣工件未熱段能產生足夠的支撐力,不至于在擠壓過程中產生折疊。

由圖8 可知,采用一次加熱縮頸第一擠就不能成形。由于加熱段長度較大,鋼管強度和剛度降低,不能產生足夠的支撐力,熱擠壓過程中出現堆疊。
根據圖14 所示第三擠的模擬結果可知,第三擠采用余溫470 ~700℃擠壓,可以順利成形,擠壓力約550kN。至此,得到了規定的成形形狀和尺寸。
實驗驗證
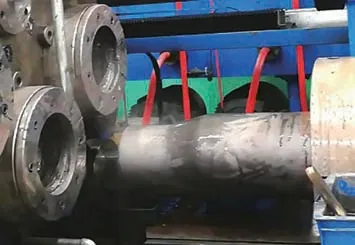
為了驗證所述的大直徑鋼管的縮徑成形工藝的模擬與實際情況是否吻合,截取了直徑為
150mm×3.5mm,長為600mm 的鋼管,在多工位臥式擠壓機上進行實驗,如圖15、圖16、圖17 所示。實驗得到了本文所述的工件形狀,擠壓過程中擠壓力也基本與有限元模擬計算的結果相當。


結論
⑴根據上述的模擬可知,該鋼管
150mm×3.5mm 縮徑至
80mm,需要采用三道熱擠壓工藝。
⑵第一道擠壓需采用感應加熱,減徑約25mm,感應加熱圈固定于擠壓模具前方,隨擠壓機滑塊擠壓運動對工件在模具入口部位進行局部加熱,以提高未變形部分鋼管支撐力,避免產生堆疊,第一道擠壓成形力約400kN。
⑶第二道擠壓可利用第一道擠壓的余溫進行擠壓成形,減徑約25mm,擠壓前需要將工件冷卻至約700℃,使得工件的溫度分布接近均勻,在第二道擠壓時喇叭口處的材料能產生足夠的支撐力來對抗成形力,第二道擠壓成形力約500kN。
固液比為2∶1(g∶ml),培養溫度31 ℃,接種量1.5%,基礎營養鹽液pH值7,冬凌草與麩皮比(g∶g)分別為1∶2、1∶3、1∶4、1∶5、1∶6,每組3個重復。
⑷第三道擠壓可利用第二道擠壓的余溫進行擠壓成形,減徑約20mm,達到最終的成形形狀和尺寸,第三道擠壓成形力約550kN。第三道擠壓如果溫度不夠可以將工件冷卻至室溫,采用第一道擠壓的移動式感應加熱方案,加熱溫度控制在700℃左右,接近喇叭口附近時需要提前停止加熱,防止產生材料折疊。
(五)構建生態環境保護社會行動體系。把生態環境保護納入國民教育體系和黨政領導干部培訓體系,推進國家及各地生態環境教育設施和場所建設,培育普及生態文化。公共機構尤其是黨政機關帶頭使用節能環保產品,推行綠色辦公,創建節約型機關。
⑸根據本文給出的成形工藝方案,該工件的成形分三道擠壓,三道工序成形力均小于600kN。所設計的模具工藝參數均能將成形力較好控制在600kN 以下,說明所選擇的各道擠壓的縮徑量是適宜的。擠壓機可采用100t 三工位臥式擠壓機。

猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
