球面銷鍛造模具設計及冷鍛技術應用
2022-02-21 09:54:36金朝暉吳雅俊吳曾龍安徽安簧機械股份有限公司
鍛造與沖壓 2022年3期
本文以球面銷為研究對象,分析球面銷的鍛造模具設計及對稱平面的冷精鍛。通過有限元分析,得出使球面銷不產生內應力所需的合理精壓余量,設計合理的模具,保證鍛件的強度和精度。通過大批量生產進行驗證,對冷精鍛生產過程中出現(xiàn)的缺陷進行分析,找出缺陷原因,提出解決辦法。
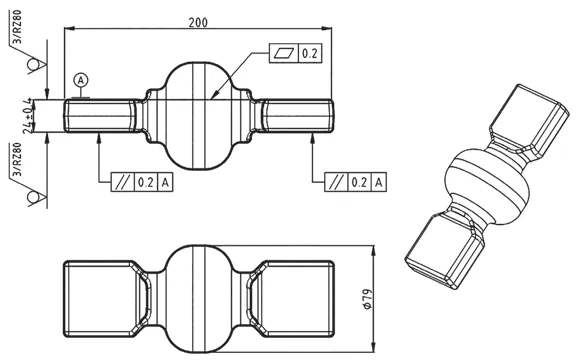
球面銷鍛件示意圖如圖1 所示,球面銷鍛件是汽車關鍵零部件,物理、力學性能都有較高的要求。實際使用中,由于材料強度很難得到保證,經常發(fā)生零件損傷而需要不斷更換。故采用熱精整冷精鍛的工藝替代切削加工,從而提高球面銷的精度和表面粗糙度,使鍛件表面硬化,提高耐磨性。
實際透平壓縮機組的振動監(jiān)測往往忽略軸向振動,但經過多年的故障分析以及許多成功案例顯示,透平壓縮機主軸的軸向振動位移信號中的交流成分可以有效地監(jiān)測診斷透平壓縮機組的多種不同類型故障,例如監(jiān)測診斷預報推力瓦組件的損壞以及轉子軸裂紋故障等。相對于交流信號成分,其中直流成分可以顯示推力瓦軸承以及主軸的當前狀態(tài)。直流成分一般都用來判斷轉子的平衡狀態(tài),交流成分一直沒有得到重視。
8例均行CT平掃,3例行軸掃、3例行冠掃,2例行軸掃及冠掃,使用西門子16排 B型CT掃描儀,軸掃掃描范圍自額竇頂部至硬腭,冠狀掃描范圍自額竇前部至蝶竇后部。管電壓120KV,管電流250~300mA,層厚2~3m,層間距2~4mm,骨窗窗寬1800~2000HU,窗位200~400HU,軟組織窗寬300~450HU,窗位40~45HU。
球面銷工藝分析
球面銷在鍛造生產中對工藝和模具設計有一定的要求。鍛件的材料為40Cr,經初步估算,鍛件重約3.1kg。鍛件長200mm,中間球狀直徑約78mm,兩端為扁平結構,交接處有臺階,這決定了只能采用臥式鍛造。鍛件成形的關鍵在于如何保證金屬材料的合理分配及充滿型腔。客戶明確4 個平面為產品關鍵特性,鍛造難以同時滿足其尺寸及公差、形位公差和表面光潔度的要求。因此我們針對該位置的特性新增冷精鍛工序,進一步優(yōu)化加強該處關鍵特性,以期達到客戶要求。
⑴坯料直徑是否合理。
⑶公差選擇:按圖紙和DIN 10243-1-2005 標準要求,鍛件R 角按上限設計(+0.5r);球銷加工面按正差設計,非加工面按零位偏負差設計。
球面銷模具設計
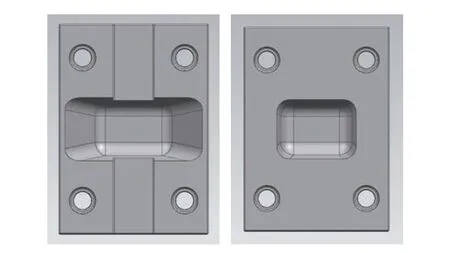
該鍛件體積不大,故預成形(圖2)和預鍛設計(圖3)在一個模具中,減少一個模具安裝工位,模具設計應注意以下幾點:


(1)體積比:終預鍛體積比的大小會影響模具壽命,一般預成形、預鍛、終鍛的體積比控制在1.2:1.1:1。
精鍛量的選取應充分考慮客戶的需求。精鍛量過大,嚴重損耗設備、模具;精鍛量過小,難以達到表面光潔度要求。如圖1 所示球面銷,精鍛面做了凹面反補償處理,精鍛量取0.3 ~0.5mm。冷精鍛模具(圖6)設計的關鍵在于精鍛面到承擊面的厚度,考慮鍛件常溫下塑性比較小,彈性變形大,因此該厚度按鍛件厚度的負差設計,圖1 鍛件厚度為(24±0.4)mm,精鍛模的精鍛厚度為23.6mm。
⑵退刀槽:鍛件上的退刀槽在鍛模上顯示為凸出,易磨損,要求退刀槽深度按極限正差設計,即此處鍛件厚度按極限負差設計。
終鍛模具設計(圖4),在符合圖紙的前提下,應滿足以下幾點:
大學老師并非所授的課程都是自己的專項,許多學校的體育老師具備一專多能的水平.這就導致大學體育老師有的既給學生上足球課,同時又給大學生上籃球課.這就牽制了老師的精力,使其不能深入某一特定課程.也有一些老師理論知識很好,但隨著年齡的增長,實踐能力偏弱,不利于俱樂部模式的開展.

⑵坯料長度是否合適。
綜上分析:明確球面銷生產工藝流程為:下料→加熱→鍛造(鐓粗預成形+預鍛→終鍛)→熱處理→后處理(探傷、拋丸、打磨等)→冷精鍛→包裝。
主要是對兩類人群進行訪談:一是個案教師.對個案教師的訪談主要在以下時間收集資料:①在建構教師個體生命故事的時候,對教師進行半結構式的訪談.②在教師授課期間,在每個課題教學前后對教師進行訪談,以便個案教師能更多地說出自己設計教學的意圖以及對教學的感受.所以在訪談時采取了開放式訪談,即先讓教師自己敘述,然后根據教師的敘述或課堂教學的情況再進行提問或追問.二是個案教師所教班級的學生.在教師授課后,及時對每個班級的3位學生(數(shù)學成績分別處于好、中、差)進行訪談,訪談內容根據當時的教學內容而定,目的是通過學生關于該課題的學習情況,來判斷教師教學行為的有效性.
關于隱秀感,現(xiàn)象學強調“可能之物”的背景,就開啟了一切事物通達“無”“道”與“神”的渾茫意境,可以說,在現(xiàn)象學看來,一切事物皆在“隱”“秀”間閃爍與顯現(xiàn)。海德格爾借古希臘神廟,道說藝術作品的本源時,以優(yōu)美的辭筆,讓神廟在天容海色、天風海濤間卓偉秀出以后,說“神廟作品闃然無聲地開啟著世界,同時把這世界重又置回到大地中。如此這般,大地本身才作為家園般的基地而露面。”?顯然,海德格爾給藝術作品賦予了兩個特點:其一,開啟世界,即神廟牽連的古希臘民族的歷史文化世界,此為“秀”;其二,制造大地,大地關聯(lián)于無與道、神與神秘,是掩蔽的,故為“隱”。某種意義上也可以說,海氏哲學,是最富隱秀感的哲學。
⑷拔模角:在符合圖紙要求的前提下,力求3°。
這種肉由于含有多余的水份,致使肌肉色澤變淡,或呈淡灰紅色,有的偏黃,顯得腫脹,從切面上看濕漉漉的。銷售注水肉的肉案子上通常是濕的,嚴重的有積水,可見肉販隨時用抹布在擦拭。
對球面銷的鍛造而言,外形結構簡單,無深型腔,平面分模,因此從鍛造成形角度上分析球面銷易成形。如圖5 所示在鍛件尺寸滿足要求的前提下,考慮夾取,根據產品的飛邊分布形狀即可作以下判斷:

目前鍛件成形方案有兩種:一種是鐓粗→預鍛→終鍛;另一種為鐓粗預成形→終鍛。兩種工藝在實際生產中各有利弊,第一種工藝模具壽命高,但材料利用率低;第二種工藝反之,模具壽命低,材料利用率高。我公司經過多次驗證,綜合以上兩種方案的優(yōu)勢,改進的方案為:鐓粗預成形+預鍛→終鍛,既提高了模具壽命,又提高了材料利用率。
⑴精鍛面反補償弧:對于精鍛面較大的鍛件來說,終鍛模冷精鍛面最好做成凸形,理論上其單面最大高度差為0.2 ~0.5mm。圖1 鍛件厚度(24±0.4)mm,熱鍛件的厚度控制尺寸為(24.36±0.4)mm,取單面高度差為0.2mm,凸弧面的設計尺寸為23.96mm。此種設計要求是為了保證冷精鍛有足夠的精鍛余量,滿足客戶圖紙要求;同時也是為了保證冷精鍛時材料的流動,避免鍛件平面產生凸起、折疊等不利現(xiàn)象。
⑶鐓粗預成形及預鍛模的設計是否合理。
(2)預成形模和預鍛模R 角設計:一般R 角預鍛較終鍛大2 ~3mm,預成形R 角盡量取上限,以適應預鍛輪廓要求的大小為宜。
DEFORM-3D 有限元模模擬分析
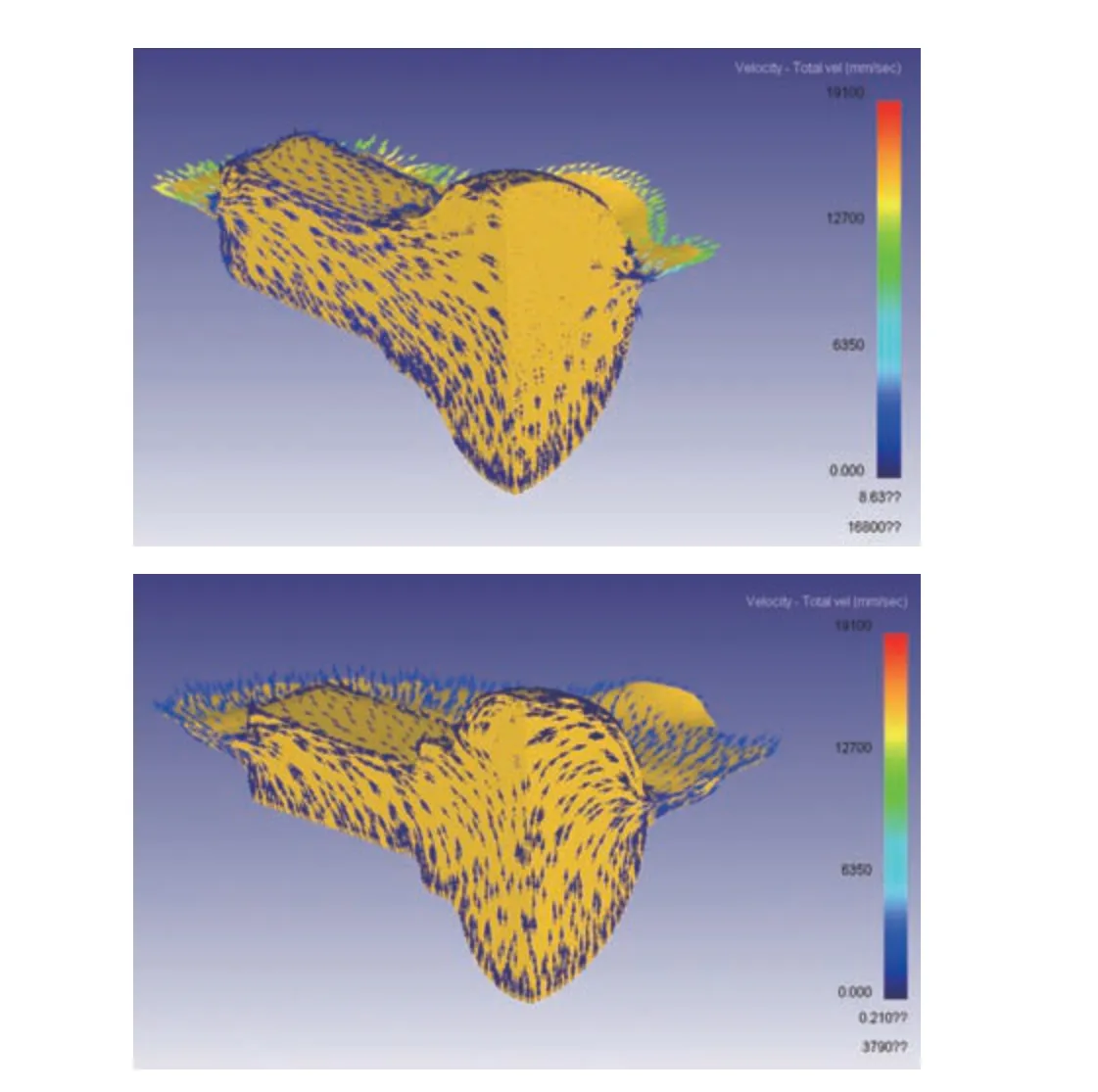
DEFORM-3D 是針對金屬成形過程的模擬分析軟件,專門用于分析各種金屬成形過程中的三維流動,對鍛造成形過程中的關鍵參數(shù)進行模擬,提供有價值的分析數(shù)據。減少了模具的優(yōu)化過程,大大減少了生產成本,提高了生產效率。通過DEFORM-3D 對球面銷的預鍛、終鍛和冷精整3 個工序進行有限元模擬分析。
預鍛和終鍛的速度場顯示了金屬的流動速度和流動方向,通過模擬對模具模型進行不斷的優(yōu)化設計,模擬的最終結果如圖7 所示,金屬流動流暢,充填飽滿。
預鍛和終鍛應力場顯示了鍛件的受力情況,通過模擬對模具的應力集中部位進行優(yōu)化,可提高模具壽命。模擬最終結果如圖8 所示,產品內外部受力均勻,無明顯的應力集中部位。
通過對比可以發(fā)現(xiàn),正常用戶行為和惡意用戶行為交易序列存在明顯差別。基于上述特征分析,提出了基于交易序列的潛在業(yè)務欺詐智能預警模型,具體思路如下:
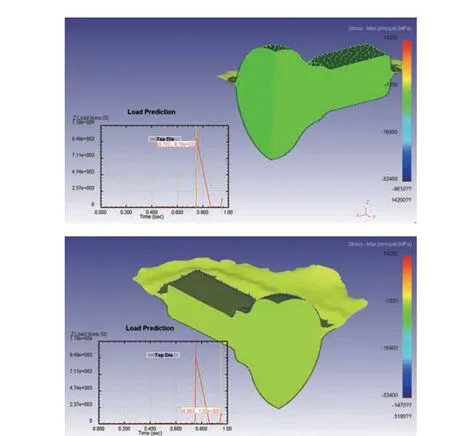
冷精鍛的應力場如圖9 所示,通過對終鍛模具設計的反補償面的精鍛面的受力模擬分析,控制鍛件精整后產生的內應力,保證鍛件不會造成拱起。通過模擬結果顯示,鍛件的最大應力不超過453MPa,滿足工藝要求。

結束語
⑴通過對球面成形工藝的優(yōu)化(將鐓粗更改為預成形),大大提高了鍛件材料利用率,從過去的65%提高到了80%左右。同時單次模具壽命也得到了大大的提高,從平均3000 ~5000 只提高到了8000 ~10000 只。
⑵冷精鍛余量的取值和客戶的實際需求、產品冷精鍛面的大小、冷精鍛后的彈性變形等存在相關性。需合理設計,必要時可做反補償,多做生產驗證,在滿足客戶要求的前提下,減小設備噸位和模具損耗。
2)以單井、注配間和管線為治理對象,采取閉環(huán)控制、分壓注水、空穴射流清洗管線、老化管線改造、酸化解堵、化學洗井、方案優(yōu)化等綜合性治理措施,取得了一定的節(jié)能降耗效果,累計節(jié)電67.03×104kWh。

猜你喜歡
快樂語文(2021年27期)2021-11-24 01:29:04
黃河之聲(2021年5期)2021-05-15 02:31:24
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
甘肅教育(2020年22期)2020-04-13 08:11:16
福建基礎教育研究(2019年3期)2019-05-28 23:14:43
小學生優(yōu)秀作文(高年級)(2018年9期)2018-09-14 02:42:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
