金屬銑削加工中第四軸數(shù)控改造
2022-02-22 08:46:20薄關(guān)鋒孫金隆
世界有色金屬 2022年22期
薄關(guān)鋒,孫 朋,孫金隆
(許昌職業(yè)技術(shù)學(xué)院,河南 許昌 461000)
1 研究目的
隨著設(shè)備更新?lián)Q代的加快,金屬零件更新變化的速度同步加快。在金屬銑削加工復(fù)雜零件時,對四軸及以上的加工設(shè)備需求不斷提高,并呈現(xiàn)逐年升高的趨勢。目前國家政策已向高端數(shù)控技術(shù)上傾斜,第四軸數(shù)控改造適應(yīng)時代發(fā)展。從數(shù)控改造的國情分析:從社會角度看,企業(yè)的機(jī)床等金屬加工設(shè)備全部升級換代為高端數(shù)控機(jī)床不是一蹴而就的,需要考慮各方面的因素;其次從國力提升角度看,數(shù)控技術(shù)與西方發(fā)達(dá)國家還存在差距,向高端的數(shù)控化改造方向努力是縮小這個差距的一個極好的途徑。因此,以提升單位或集體的數(shù)控化加工水平為導(dǎo)向,以提高金屬產(chǎn)品的精度及質(zhì)量為目標(biāo),使用數(shù)控相關(guān)的支撐技術(shù)﹑配套技術(shù)﹑控制技術(shù)等進(jìn)行數(shù)控改造,推動我國制造業(yè)飛速發(fā)展。在數(shù)控改造方面,要把現(xiàn)有數(shù)控化水平和最終用戶需求緊密結(jié)合,以最經(jīng)濟(jì)的方式實現(xiàn)數(shù)控產(chǎn)品的更新為目標(biāo),大力發(fā)展數(shù)控新技術(shù)。
2 數(shù)控系統(tǒng)設(shè)計
2.1 數(shù)控系統(tǒng)整體設(shè)計
數(shù)控機(jī)床與計算機(jī)技術(shù)的發(fā)展緊密相關(guān),是用數(shù)字化程序?qū)崿F(xiàn)的自動化機(jī)床,同時還綜合了現(xiàn)代很多技術(shù),如:精密檢測﹑精密制造﹑自動控制﹑金屬切削等。數(shù)控機(jī)床的組成和計算機(jī)相似,主要可以分為硬件部分和軟件部分。硬件有數(shù)控裝置﹑可編程控制器﹑主軸控制單元及伺服單元等,軟件有數(shù)控系統(tǒng)軟件﹑數(shù)控程序﹑PMC程序等。本文對第四軸數(shù)控改造設(shè)計,是在原有VDL-600型三軸數(shù)控加工中心FANUC系統(tǒng)基礎(chǔ)上進(jìn)行研究的。VDL-600型數(shù)控加工中心使用的是FANUC的Oi-MB數(shù)控系統(tǒng)。考慮經(jīng)濟(jì)成本及四軸聯(lián)動技術(shù)要求,主要處理好以下幾方面:
(1)交流伺服驅(qū)動系統(tǒng)與回轉(zhuǎn)工作臺的合理連接,實現(xiàn)準(zhǔn)確回轉(zhuǎn)控制。為使兼容性更好,要解決好伺服電機(jī)與伺服驅(qū)動器之間的控制問題,以及伺服結(jié)構(gòu)選擇,伺服控制方式的選擇等問題。
(2)原數(shù)控系統(tǒng)軟件為FANUC,版本型號為Oi-MB,如果重新設(shè)計數(shù)控系統(tǒng),增加不必要的時間,最重要的是效果也沒有原來的好,改變了原有系統(tǒng)的格局。
(3)原有數(shù)控裝置是把PLC內(nèi)嵌入系統(tǒng)核心,雖然設(shè)有部分的輸入點和輸出點,但是內(nèi)部結(jié)構(gòu)不明確,在設(shè)計中要解決好如何控制回轉(zhuǎn)工作臺。本文伺服電機(jī)帶動的回轉(zhuǎn)工作臺由PMC程序進(jìn)行協(xié)調(diào)控制。PMC是可編程序機(jī)床控制器(Programable Machine Controller)的英文縮寫,是數(shù)控機(jī)床數(shù)控系統(tǒng)軟件中的核心部分。PMC與PLC很相近,主要專用于機(jī)床,即可編程序機(jī)床控制器。PMC程序的合理高效與否,直接決定了數(shù)控機(jī)床改造后的性能是否正常,能否滿足加工對改造的需求。如果PMC設(shè)計不合理,機(jī)床就無法正常穩(wěn)定運行,可能故障不斷,甚至出現(xiàn)死機(jī)現(xiàn)象;
(4)PMC程序的設(shè)計,I/O地址設(shè)定,輸出模塊地配置。
2.2 伺服系統(tǒng)
2.2.1 FANUC β交流伺服的控制模式選擇
選擇系統(tǒng)控制模式時,可在位置﹑速度﹑轉(zhuǎn)矩,及三種方式之間的切換中選擇[1]。這也給不同的數(shù)控需求控制提供了方便。下面介紹三種基本模式,可根據(jù)需要自由組合使用。
(1)位置控制模式:
因為是數(shù)字式,控制電機(jī)的信號主要是高速脈沖形式的,分辨率高達(dá)30000以上。或者根據(jù)機(jī)械情況,從兩種模式中進(jìn)行選擇。即使輸入信號突然變化,也能夠正常的啟動和停止。增益可以根據(jù)機(jī)械的情況自動地設(shè)置。伺服放大器中可以設(shè)置最大輸出轉(zhuǎn)矩值,通過保護(hù)電路,從而保護(hù)功率器件,在數(shù)控加工中出現(xiàn)超速和過流的情況下也不會損壞。
(2)速度控制模式:
伺服電機(jī)的速度和方向在實現(xiàn)高精度的控制時,采用參數(shù)中設(shè)定和特定指令相結(jié)合方式共同實現(xiàn)。實現(xiàn)伺服鎖定如自啟﹑停止等,對模擬量速度指令偏置調(diào)整。
(3)轉(zhuǎn)矩控制模式:
參數(shù)中設(shè)定和特定指令共同控制。負(fù)載過小時,將引起電機(jī)速度過高,可以在內(nèi)部設(shè)定好最高速度。
2.2.2 FANUC β交流伺服角位置傳感器
為了提高系統(tǒng)性能,結(jié)合數(shù)控機(jī)床加工金屬零件時對回轉(zhuǎn)的要求,伺服系統(tǒng)中需要高精度的位置和速度傳感器來檢測電機(jī)的位置和速度,使用速度和位置閉環(huán)反饋。采用光電編碼器,既可測量位置又可測量速度。
2.2.3 小結(jié)
綜上所述,伺服系統(tǒng)確定為,伺服放大器選擇FANUC ? i系列,鎖緊電磁閥和壓力開關(guān)選擇SMC系列,工作電壓為AC110V,壓力開關(guān)選擇SMC系列,接近開關(guān)選擇工作電壓為DC24V,根據(jù)接口類型配置數(shù)據(jù)線,光纖長度根據(jù)現(xiàn)場環(huán)境初始可設(shè)10m﹑伺服電機(jī)連接線為動力線﹑伺服電機(jī)編碼器線長度根據(jù)現(xiàn)場環(huán)境初始可設(shè)10m,制動組件根據(jù)功率等初始可設(shè)一套﹑中間繼電器主要參數(shù)DC24V初始可設(shè)一套,及其它相關(guān)配套設(shè)備。
2.3 PLC控制系統(tǒng)
2.3.1 PMC程序編制
(1)PMC概念
FANUC系統(tǒng)中的PMC程序可以在CNC系統(tǒng)上直接編寫,或者用軟件在計算機(jī)上編好后,傳送到PMC單元中。FANUC 0i系統(tǒng)改造時,是采用第一種方式直接在PMC的F-ROM內(nèi)編寫的,后面有詳細(xì)的操作步驟。
(2)PMC的程序結(jié)構(gòu)
在FANUC系統(tǒng)中,PMC的程序結(jié)構(gòu)有5級,分別是第一級程序,第二級程序﹑第三級程序﹑子程序,結(jié)束[2]。其中第三級程序依據(jù)PMC的種類設(shè)定,根據(jù)需要可省去。PMC程序執(zhí)行流程,每一個掃描周期為8ms,總的程序運行時間為n*8ms。程序執(zhí)行時先掃描第一周期,其次是第二周期。如果第一周期的時間大于8ms,將會增加分割的次數(shù),加大掃描周期,不利于程序控制;第二周期的時間大于8ms,將會被n等分,這樣總的周期為n*8ms,這是最合理的程序。在一些Fanuc系統(tǒng)中還有第三程序,執(zhí)行原理同上。可編寫子程序,把復(fù)雜程序簡化(見圖1)。
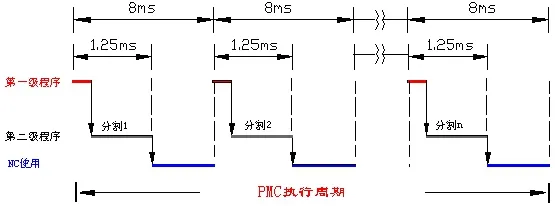
圖1 PMC程序執(zhí)行流程
(3)信號處理
一級程序在進(jìn)行信號處理的時候執(zhí)行速度是最快的,一般可直接讀取。二級程序?qū)τ谛盘柕奶幚聿荒苤苯幼x取,還要經(jīng)過中間存儲器。編程時可通過壓縮第二程序的長度,從而減少掃描的頻率,達(dá)到提高程序響應(yīng)時間的目的[3]。
(4)梯形圖設(shè)置
進(jìn)入F-ROM后,修改梯形圖,查找數(shù)據(jù)參數(shù)K8.4并設(shè)定為1,對第4軸各種功能設(shè)置,如方向﹑手動﹑分開等。
2.3.2 I/O地址設(shè)定
在數(shù)控機(jī)床上,主要有兩種應(yīng)用信號地址:內(nèi)部地址,如G功能﹑F功能等;外部地址,如冷卻液信號的打開﹑關(guān)閉等。PMC執(zhí)行I/O端口數(shù)據(jù)時,在LADDR程序的邏輯控制下,一種傳輸給NC,用于輔助程序運行,另一種傳輸給外部執(zhí)行單元,用于輔助機(jī)床加工。I/O中有一種高速處理信號[4],經(jīng)由特殊地址通道,跳過PMC單元傳入CNC,執(zhí)行速度快。LINK串行總線是CNC和I/O單元的通道,連接著主控端和從控端。因為CNC只有一個,I/O有多個時用組來劃分。第0組距離主控端最近,根據(jù)跟離組數(shù)逐漸增加。數(shù)控系統(tǒng)的最大輸入輸出點數(shù)為都為1024,有16個從控端,16組I/O單元。FANUC Oi MB的CNC中,有內(nèi)置的I/O卡,實現(xiàn)各種輸入輸出的擴(kuò)展。第四軸的數(shù)控改造,地址是在I/O卡內(nèi)進(jìn)行相關(guān)設(shè)置的。在本次數(shù)控改造中控制單元內(nèi)置的I/0卡,其輸入點/輸出點為64/36。根據(jù)機(jī)床I/0分配表,準(zhǔn)確確定LINK連接方法。當(dāng)連接好硬件,查看各個I/O單元是否識別外部輸入信號,方法為找到每個模塊Xm和Yn。設(shè)置確定m和n,進(jìn)行I/O單元的軟件設(shè)定或地址分配。第四軸需要使用到三個模塊:第一模塊機(jī)床操作面板中的手輪C軸控制,第二模塊分線盤中的PMC和CNC通道,第三模塊I/O unit-C的數(shù)控回轉(zhuǎn)臺的信號控制。確定出在I/O中每一組對應(yīng)的起始地址。以上工作完成之后,進(jìn)行實際的設(shè)定操作。按實際的組號和定義依次設(shè)定輸入輸出地址,設(shè)置I/O模塊的基座號為0,設(shè)置槽號為1。注意事項是,設(shè)定I/O UNIT-C部分時,設(shè)置槽模塊上的名稱為槽的名稱。同時,輸入和輸出是在一個硬件模塊上,區(qū)分出模塊上輸入部分和輸出部分,再分別設(shè)定好數(shù)值[5]。
2.3.3 FX2N脈沖輸出模塊的配置
脈沖輸出模塊為可第四軸的輸出模塊,進(jìn)行高速高精度定位。在對伺服電機(jī)進(jìn)行位置控制時,為了達(dá)到數(shù)控程序指定位置,通過FX2N-10PG單元實現(xiàn)。具體可以使用FROM/TO指令,連接FX2N單元和PMC的相應(yīng)部分[6]。
3 機(jī)床的調(diào)試
3.1 PMC參數(shù)的設(shè)定
設(shè)置定時器時,48ms定時器,SA1范圍1~8,SB7范圍為1~8;8ms定時器,SA1范圍9~40,SB7范圍為9~488。數(shù)值一般為整數(shù),設(shè)置為其他數(shù)據(jù)類型時,將會自動取整,消除余數(shù)。計數(shù)器的設(shè)置方法和定時器相同,參照設(shè)置。保持型繼電器的優(yōu)勢在于具有斷電保持性,數(shù)據(jù)不會丟失。PMC系統(tǒng)軟件參數(shù)占用K17~K19,一般使用在功能開啟的情況。SA1-20個,SB7-100個,數(shù)據(jù)表在設(shè)置時主要有兩個基本畫面,數(shù)據(jù)表控制數(shù)據(jù)和數(shù)據(jù)表,這兩個方面都要設(shè)置好。數(shù)據(jù)表控制里對數(shù)據(jù)表設(shè)置相關(guān)組的數(shù)值,如數(shù)據(jù)的類型長度,添加組的個數(shù)﹑組里面的地址和數(shù)量,能進(jìn)行賦值操作等。
3.2 PMC診斷
完成參數(shù)的正確設(shè)定之后,進(jìn)入PMC的診斷功能,進(jìn)入狀態(tài)監(jiān)控畫面,結(jié)合機(jī)床運動狀態(tài),檢驗前面設(shè)定信號是否正確。調(diào)試時出現(xiàn)允許的外部報警時,可以強(qiáng)制輸入一些有效信號,暫時屏蔽報警信號,完成調(diào)試。依次操作SYSTEM/PMC/PMCDGN/STATUS。信號的強(qiáng)制[7]:一般來說,有兩種方法進(jìn)行操作。普通強(qiáng)制設(shè)定:輸入信號不在I/O LINK范轉(zhuǎn)內(nèi)時,輸出信號(G等)和PMC掃描沖突﹑不工作時,使用此種方法。有一種特殊情況,不能進(jìn)行任何強(qiáng)制操作,NC的輸出信號F。根據(jù)以上對信號強(qiáng)制的分析,本次設(shè)計選擇自鎖強(qiáng)制設(shè)定,依次操作YSTEM/PMC/PMCPRM/SETING。因為第四軸C作為外部輸入信號,在I/O LINK的設(shè)定范圍內(nèi),無論輸出信號處于什么情形,都可以設(shè)置自鎖強(qiáng)制。在普通強(qiáng)制里設(shè)定則無效果。具體設(shè)置時,“〉”右邊的是強(qiáng)制輸出的狀態(tài),以此來診斷第四軸改造的正常與否,左邊的是外部信號的狀態(tài)。
3.3 速度的建立
以上各種設(shè)置建立好后,機(jī)床第四軸的運行的速度可以進(jìn)行優(yōu)化,滿足金屬零件加工時的各項需求。在參數(shù)中設(shè)置好速度值,結(jié)合PMC中關(guān)于速度輸出的倍率控制,確定實際的速度輸出值。在確定手動方式的速度時,處理系統(tǒng)中手動進(jìn)給倍率%(G10,G11),確定NO.1423參數(shù),兩者相乘。ST為循環(huán)啟動信號,其為下降沿有效;F102#0~#3為軸移動信號,F(xiàn)104#0~#3為軸到位信號。PARAM的1601參數(shù)中(一般在#5下),NCI為減速時的到位檢查信號,0表示執(zhí)行,1表示不執(zhí)行。軸的運行方向信號參數(shù)為F106#0~#3,它在停止運行前,保持上一次的運動方向,0表示正向,1表示負(fù)向。循環(huán)暫停信號為*SP,保持為“1”時表示程序運行中。F000參數(shù)中,OP表示自動運轉(zhuǎn),STL表示自動運轉(zhuǎn)中啟動,SPL表示自動運轉(zhuǎn)中停止。機(jī)床工作在自動運轉(zhuǎn)方式時,利用這些不同的運行狀態(tài)反饋,更加便于維修和維護(hù)。
4 結(jié)語
本文以大連機(jī)床廠生產(chǎn)的VDL-600型三軸加工中心為研究對象,通過加設(shè)回轉(zhuǎn)工作臺的方法,對三軸聯(lián)動數(shù)控機(jī)床進(jìn)行多軸化改造進(jìn)行了電氣控制方面的設(shè)計。修整好PMC的控制系統(tǒng)的輸入輸出信號﹑梯形圖,I/O地址﹑脈沖模塊,調(diào)整好PMC參數(shù)﹑診斷﹑速度,就可以順利達(dá)到第四軸電氣控制的設(shè)計要求。本次設(shè)計雖然不能覆蓋所有數(shù)控系統(tǒng)第四軸的數(shù)控改造,但選取的系統(tǒng)是市場上占很大比例的Fanuc系統(tǒng),具有很強(qiáng)的實用意義,對其它數(shù)控系統(tǒng)的改造也有很大的借鑒參考價值。
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
人大建設(shè)(2019年12期)2019-05-21 02:55:44
電子制作(2018年11期)2018-08-04 03:25:42
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時報(2017-03-30)2017-03-30 06:44:45
鑿巖機(jī)械氣動工具(2016年3期)2016-03-01 04:00:25
沈陽醫(yī)學(xué)院學(xué)報(2015年1期)2015-12-27 13:44:40
醫(yī)學(xué)教育管理(2015年3期)2015-12-01 06:43:16