管電極電解銑削加工316不銹鋼的實驗研究
2022-02-25 00:44:34馮瑞劉洋曲寧松
機械制造與自動化 2022年1期
馮瑞,劉洋,曲寧松
(南京航空航天大學 機電學院,江蘇 南京 210016)
0 引言
在機械零件、汽車配件、化工、醫(yī)療器械、太陽能電池基板[1]等工業(yè)領(lǐng)域以及近年來快速發(fā)展的航空航天、武器裝備等領(lǐng)域,不銹鋼都被廣泛使用。不銹鋼的材料特性主要是具有較強的耐腐蝕性、較強的硬度以及耐熱性等。不銹鋼包括鐵素體不銹鋼、奧氏體不銹鋼和馬氏體不銹鋼等,其中鉻鎳奧氏體不銹鋼的綜合性能最好,它有最多的牌號和最大的產(chǎn)量,使用范圍最廣[2]。316不銹鋼屬于鉻鎳奧氏體不銹鋼,因添加了Mo,其耐蝕性、耐大氣腐蝕性和高溫強度特別好,其制造的零部件可在海洋環(huán)境和侵蝕工業(yè)氣體中長時間工作[3]。316不銹鋼屬于難加工材料,采用機械加工會存在加工效率低、刀具磨損嚴重、易變形等問題;而電火花加工也有一些缺陷,例如:會形成熱影響區(qū)和重鑄層、表面有較大裂紋等,這些缺陷會影響工件疲勞壽命[4],并且電火花加工過程中會對電極造成損耗,降低加工效率[5]。
電解加工是利用金屬的電化學陽極溶解原理將工件加工成形的一種特種加工技術(shù),其具有加工生產(chǎn)率高、工件不損耗、被加工材料不受本身力學性能限制、加工表面無毛刺與殘余應力等特點,已成為航空航天等領(lǐng)域難切削加工材料的一種重要制造技術(shù)[6]。但傳統(tǒng)拷貝式電解加工通常需要設計制造結(jié)構(gòu)復雜的工具和工裝夾具,加工通用性較差。
電解銑削加工技術(shù)不同于傳統(tǒng)的電解加工,它采用簡單形狀的工具陰極,由計算機控制系統(tǒng)控制陰極運動,通過對指定區(qū)域的電化學溶解去除材料,最終形成加工表面。電解銑削加工特點主要是成本低,加工柔性高,可以解決不銹鋼、鈦合金等難加工材料機械加工中成本高、加工效率低等問題。使用管電極射流電解銑削加工時,只有電解液射流液柱之下的區(qū)域電流密度高,加工定域性好。
WANG X D等[7]使用管電極電解銑削加工,研究了加工工藝參數(shù)、管電極加工面出液形狀和加工出的凹槽兩側(cè)雜散腐蝕之間的關(guān)系,通過優(yōu)化出液形狀,較為明顯地減弱了凹槽兩側(cè)的雜散腐蝕。RAJURKAR K P等[8]在16%硝酸鈉溶液中,使用管電極平動的方式進行電解加工研究,電極平動可以讓電解液在間隙內(nèi)均勻流動,通過轉(zhuǎn)移空穴區(qū),從而使溝槽狀溶解消失,大大提高了加工的尺寸精度。
本文采用金屬管電極進行電解加工,首先研究了工藝參數(shù)對加工溝槽的影響,得到溝槽加工形貌、材料去除率與工藝參數(shù)之間的關(guān)系。在此基礎(chǔ)上,研究不同運動軌跡對加工平面的影響,得到平面加工形貌、材料去除率與運動軌跡之間的關(guān)系。
1 實驗原理
管電極射流電解銑削加工是采用中空金屬管作為工具陰極,利用電化學陽極溶解原理進行材料蝕除,通過計算機控制系統(tǒng)使管電極在工件表面做掃描運動,從而在工件表面加工出一定形狀和尺寸特征的加工技術(shù)。管電極電解銑削加工原理如圖1所示。
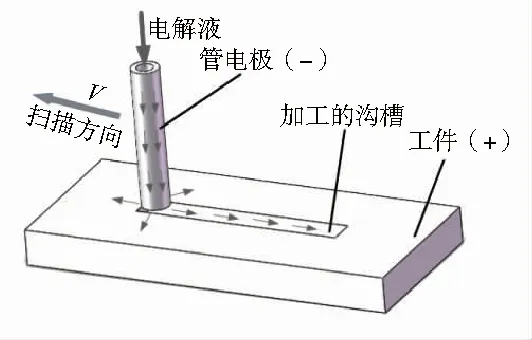
圖1 管電極電解銑削加工原理圖
2 管電極電解銑削加工實驗設置
本實驗所用電解液為20%NaCl溶液,旨在保證一定加工效率的前提下,研究不同進給速度、加工電壓、初始間隙對加工溝槽的影響,以及不同電極跨距S、陰極走刀軌跡對加工平面的影響。采用單因素變量法,不考慮不同因素之間的交互作用,僅在其他參數(shù)一定的情況下研究單一變量對加工形貌以及表面質(zhì)量的影響。
加工開始前,通過電子天平稱重工件并記錄。加工結(jié)束后,將工件清洗干凈烘干后再次稱重,計算材料去除質(zhì)量并測量表面形貌。表面形貌采用基恩士3D輪廓測量儀VR-5000進行測量。加工參數(shù)如表1、表2所示。

表1 管電極電解銑削加工實驗參數(shù)

表2 加工平面實驗參數(shù)
3種走刀軌跡如圖2所示。表2中電極跨距S為圖2(a)所示,方向是機床y方向。研究不同電極跨距S對加工平面影響時,x方向運動長度為6mm,y方向均進給7次,走刀軌跡如圖2(a)所示。

圖2 不同走刀軌跡路徑
3 結(jié)果分析
3.1 加工參數(shù)對加工溝槽的影響
圖3是不同加工參數(shù)下加工出的溝槽深度和寬度尺寸圖。圖4是不同加工參數(shù)下材料去除率圖。實驗中還研究了不同加工參數(shù)下溝槽底部輪廓形貌圖,這里僅列出在初始間隙0.2mm、加工電壓為40V時不同掃描速度下的結(jié)果,如圖5所示。
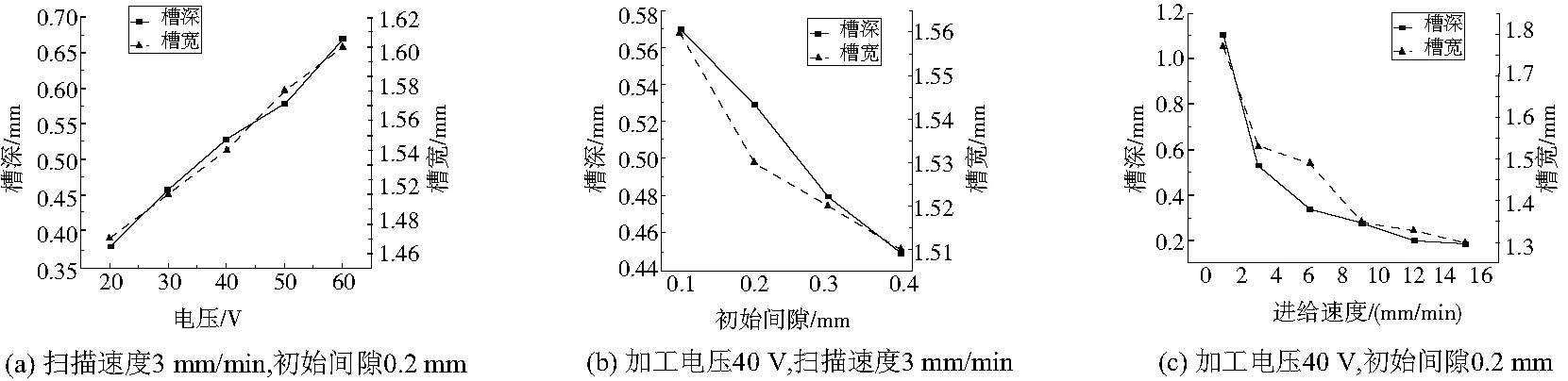
圖3 20%NaCl溶液中不同加工參數(shù)下工件形貌尺寸

圖4 20%NaCl溶液中不同加工參數(shù)下工件材料去除率
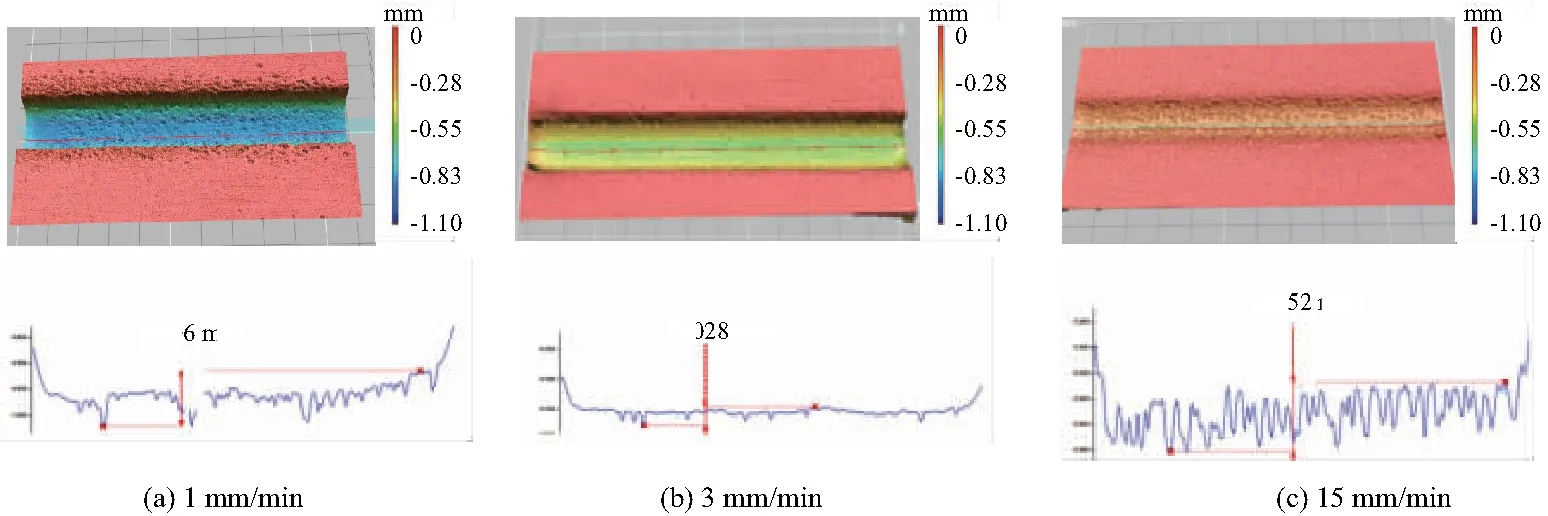
圖5 20%NaCl溶液中不同進給速度下溝槽底部輪廓圖
從圖3中可以看出,隨著電壓的增大,加工電流增大,電流密度增大,溝槽深度和寬度增大,材料去除率增大,且在加工電壓30V(電流密度為300A/cm2)~40V(電流密度為360A/cm2)時變化率最大,因此要高效加工,可從40V選起。
隨著初始加工間隙的增大,加工電流增大,溝槽深度和寬度減小,材料去除率減小。在初始間隙為0.1mm時,由于加工間隙較小,加工產(chǎn)物不能及時排除,容易出現(xiàn)短路、打火等現(xiàn)象;而在初始間隙為0.4mm時,由于加工間隙變大,加工電流減小,導致材料去除率減小,加工不均勻,表面點蝕現(xiàn)象嚴重。電解加工中采用小間隙加工效果更好,為保證材料去除率以及加工質(zhì)量,選取初始加工間隙為0.2mm。
隨著進給速度的增大,溝槽深度和寬度減小,材料去除率先增大后減小。進給速度為1mm/min時,由于進給速度很慢,電極在工件表面停留時間長,電解液會再次覆蓋工件表面已經(jīng)加工過的區(qū)域,再次受到雜散腐蝕的影響,其表面形貌較差,可在圖5中看出。而在進給速度為15mm/min時,由于進給速度過快,電極在工件表面停留時間過短,造成工間腐蝕不均勻的效果,并且雖然加工時間減小,但工件腐蝕效果小,導致進給速度由12mm/min到15mm/min時,材料去除率減小。觀察溝槽底部的平整度,在3mm/min~12mm/min之內(nèi)較好,其最高點和最低點垂直距離分別為0.028mm、0.043mm、0.026mm、0.026mm。圖5中列出進給速度為3mm/min時的加工結(jié)果圖。綜合材料去除率以及希望一次性加工出較深的溝槽,選擇3mm/min進行后續(xù)實驗。
通過觀察發(fā)現(xiàn),在本實驗研究范圍內(nèi),進給速度對溝槽寬度和深度、材料去除率影響最大;其次是加工電壓;再次是初始間隙。
3.2 不同電極跨距S對加工平面的影響
圖6為不同電極跨距S對應的平面寬度和深度以及材料去除率變化圖。不同電極跨距S對應平面輪廓圖如圖7所示。
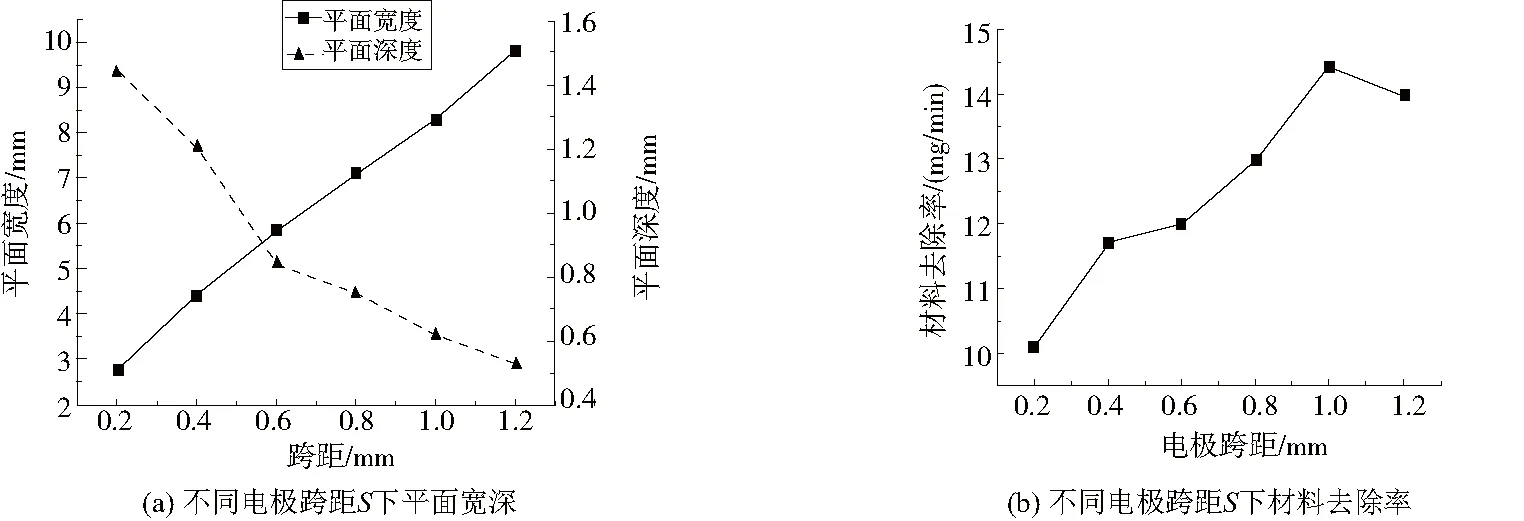
圖6 20%NaCl溶液中不同橫向跨距S下平面寬深和材料去除率圖
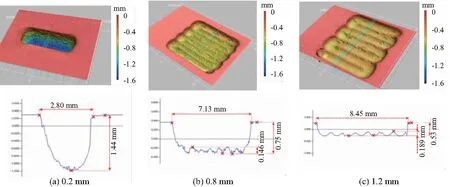
圖7 20%NaCl溶液中不同橫向跨距S下平面輪廓圖
從圖7中可以看出,S為0.2mm和0.4mm時,加工出的平面寬度較小,且其呈現(xiàn)出類似凹槽的形狀,材料去除率低,加工較寬平面速度慢。
S為1.2mm時,可以清晰地看出每道溝槽的形狀,這是由于y方向間距過大,相鄰加工區(qū)域重合度較小,測量其最高點和最低點高度差為0.189mm,平面度較差。
S為0.6mm、0.8mm和1.0mm時加工出的平面平整度較好,且寬度較大。輪廓線上最高點和最低點垂直距離分別為0.161mm、0.146mm、0.167mm。故后續(xù)研究選擇S為0.8mm進行不同走刀軌跡實驗研究。
3.3 不同走刀軌跡對加工平面的影響
3種走刀軌跡相比,由外向內(nèi)環(huán)切平面平整度相對較差,輪廓圖如圖8所示。由內(nèi)向外環(huán)切輪廓線上最高點與最低點垂直距離為0.147mm,由外向內(nèi)環(huán)切為0.166mm,往復行切走刀為0.146mm。往復行切走刀時會在平面邊緣形成波浪狀輪廓,外環(huán)切和內(nèi)環(huán)切均可以起到優(yōu)化邊緣的作用,如圖9所示。
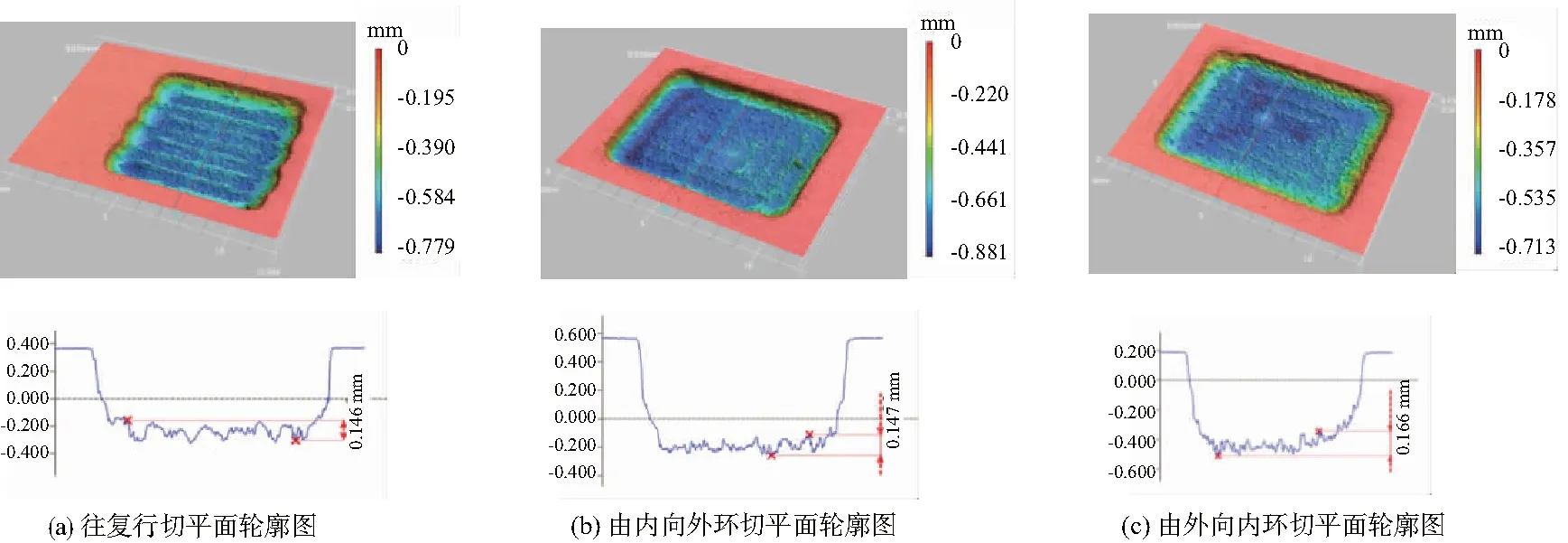
圖8 20%NaCl溶液中不同走刀軌跡下平面輪廓圖

圖9 20%NaCl溶液中不同走刀軌跡加工平面
4 結(jié)語
本文使用20%NaCl溶液對不銹鋼316工件進行了管電極射流電解銑削加工研究。得到以下結(jié)論:
1)不同電壓、初始間隙、進給速度3種工藝參數(shù)對管電極射流電解銑削加工316不銹鋼溝槽的寬度和深度以及材料去除率曲線。在本實驗研究范圍內(nèi),進給速度的變化對溝槽寬度和深度、材料去除率影響最大,其次是加工電壓,再次是初始間隙。
2)在加工電壓40V、初始間隙0.2mm、進給速度3mm/min時,電極跨距S為0.6mm、0.8mm、1.0mm時,平面平整度較好。
3)通過由內(nèi)向外環(huán)切和由外向內(nèi)環(huán)切走刀可以改進往復行切走刀平面邊緣的波浪狀輪廓形貌。
猜你喜歡
西北工業(yè)大學學報(2022年2期)2022-05-11 07:50:12
輪胎工業(yè)(2021年10期)2021-12-24 17:23:35
輪胎工業(yè)(2020年9期)2020-03-01 18:58:44
山東冶金(2019年1期)2019-03-30 01:35:32
中國機械工程(2018年14期)2018-09-22 01:14:04
中學生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
江西理工大學學報(2015年3期)2015-12-22 05:26:21