變電壓電解加工對(duì)槽側(cè)壁錐度的改善研究
2022-02-25 00:44:58陸嘉文朱棟任明珠張曉博
機(jī)械制造與自動(dòng)化 2022年1期
關(guān)鍵詞:振動(dòng)實(shí)驗(yàn)
陸嘉文,朱棟,任明珠,張曉博
(南京航空航天大學(xué) 機(jī)電學(xué)院,江蘇 南京 210016)
0 引言
質(zhì)子交換膜燃料電池是一種將燃料中的化學(xué)能直接轉(zhuǎn)化為電能的發(fā)電裝置,具有能量轉(zhuǎn)化效率高,無污染等特點(diǎn),在新能源汽車等方面有著廣泛的應(yīng)用[1-2]。雙極板是燃料電池的關(guān)鍵,金屬雙極板相比石墨雙極板在強(qiáng)度、延展性、加工工藝、導(dǎo)電導(dǎo)熱性能等方面更具優(yōu)勢(shì),具有很大的發(fā)展前景[3-4]。
槽結(jié)構(gòu)是雙極板的主要結(jié)構(gòu),雙極板槽結(jié)構(gòu)傳統(tǒng)的成型方式主要有液壓成型、沖壓成型和鑄造成型。電解加工因其加工效率高、表面質(zhì)量好、無殘余應(yīng)力、無工具損耗等特點(diǎn)[5-6]逐漸被應(yīng)用于雙極板槽結(jié)構(gòu)的加工中。NATSU W等人利用射流電解加工的方法在304不銹鋼表面加工出多槽結(jié)構(gòu)[7]。JIANG X C等通過調(diào)整陰極沿流程方向的尺寸,減小了槽沿流程方向加工深度的變化[8]。
電解加工在金屬板槽結(jié)構(gòu)方面的應(yīng)用日趨成熟,但仍有很多問題需要解決,如加工槽側(cè)壁時(shí)產(chǎn)生的錐度問題。本文針對(duì)電解加工304不銹鋼槽結(jié)構(gòu)時(shí)存在的錐度問題,采用變電壓的加工方法[9-10],開展變電壓?jiǎn)尾垭娊饧庸さ姆抡婧蛯?shí)驗(yàn)。
1 單槽變電壓電解加工方法介紹
在單槽恒電壓電解加工過程中,由于雜散腐蝕等原因,槽的側(cè)壁存在錐度問題。通過調(diào)節(jié)加工過程中的電壓參數(shù),來改變不同加工時(shí)間的材料溶解速度,以影響槽側(cè)壁的成形(圖1)。

圖1 槽的振動(dòng)電解加工過程
線性變電壓是加工過程中調(diào)節(jié)電壓的主要方式之一,在加工過程中易于實(shí)現(xiàn)。通過改變電壓變化的范圍,可得到不同的線性變電壓曲線(圖2),進(jìn)而控制電解加工的雜散腐蝕,改變?cè)嚰膫?cè)壁錐度。
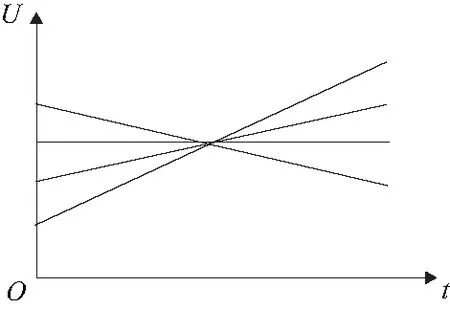
圖2 線性變電壓曲線
本文主要通過采用改變加工過程中電壓的方法,對(duì)槽的側(cè)壁錐度進(jìn)行改善。
2 變電壓對(duì)槽錐度影響的電場(chǎng)仿真
以14V為中心電壓,開展線性變電壓的電場(chǎng)仿真研究,分析不同變電壓參數(shù)對(duì)槽側(cè)壁錐度的影響情況,驗(yàn)證變電壓改善槽側(cè)壁錐度的可行性。
根據(jù)實(shí)際的加工初始狀態(tài)構(gòu)建單槽電解加工的二維截面電場(chǎng)仿真模型(圖3)。工件陽極與工具陰極的初始間隙取0.1mm,工具陰極的進(jìn)給速度為0.1mm/min。雙極板槽的深度一般在0.5mm~2.5mm之間[11-12],取工具陰極進(jìn)給量為0.7mm。工件表面不加工部分用絕緣塊壓住,采用小間隙代替兩重合的邊界。

圖3 單槽電場(chǎng)仿真模型
電極間隙內(nèi)的電場(chǎng)分布滿足拉普拉斯方程[13]:
式中:φ為電極間的電勢(shì);x、y為二維平面上的笛卡兒坐標(biāo)。
根據(jù)實(shí)際的加工參數(shù)設(shè)置仿真模型的邊界條件(表1)。
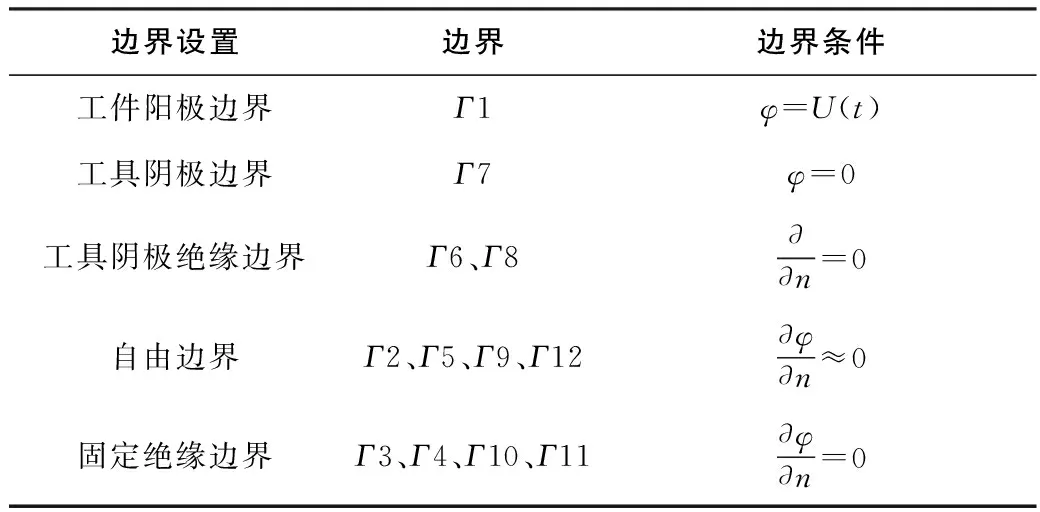
表1 仿真模型邊界條件
以14V為中心電壓,開展16~12V、14V、12~16V、10~18V以及8~20V的線性變電壓仿真,得到在不同變電壓仿真下槽的截面輪廓(圖4)。通過比對(duì)不同仿真參數(shù)下的槽側(cè)壁輪廓,可以發(fā)現(xiàn)線性變電壓對(duì)錐度改善有明顯的效果。16~12V線性變電壓時(shí),錐度問題相對(duì)14V恒壓更加明顯;12~16V線性變電壓時(shí),錐度問題相對(duì)于14V恒壓得到了改善;隨著調(diào)壓范圍的增大,改善效果更加明顯,在8~20V線性變電壓時(shí),槽的下部寬度大于上部寬度,出現(xiàn)了負(fù)錐度。
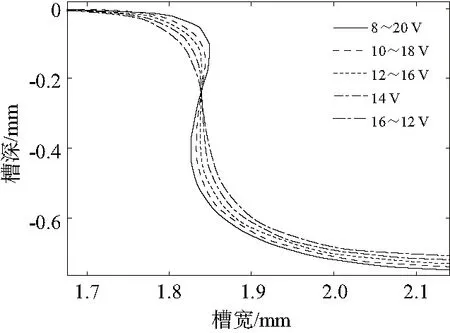
圖4 變電壓仿真下槽的單側(cè)輪廓線
仿真研究結(jié)果表明:采用線性變電壓,通過調(diào)節(jié)加工過程中的平衡間隙,可有效地改善槽的側(cè)壁錐度。
3 變電壓?jiǎn)尾壅駝?dòng)電解加工實(shí)驗(yàn)
為了驗(yàn)證仿真結(jié)果的可靠性,開展以14V為中心的線性變電壓?jiǎn)尾壅駝?dòng)電解加工實(shí)驗(yàn),研究線性變電壓對(duì)槽側(cè)壁錐度的改善情況。
3.1 實(shí)驗(yàn)內(nèi)容
實(shí)驗(yàn)在自主研制的振動(dòng)電解加工機(jī)床上進(jìn)行,實(shí)驗(yàn)采用最大電流為5 000A的穩(wěn)壓脈沖電源,通過斬波器來實(shí)現(xiàn)電壓與振動(dòng)的耦合控制。夾具采用環(huán)氧樹脂材料,其具有良好的剛性和絕緣性。采用雙入口進(jìn)液的方式,確保加工過程中流場(chǎng)的穩(wěn)定。過濾系統(tǒng)和冷卻系統(tǒng)能有效保證加工過程中電解液濃度和溫度的穩(wěn)定性。通過加工系統(tǒng)中的電流、電壓、溫度、壓力和流量傳感器,可實(shí)現(xiàn)對(duì)加工過程中參數(shù)的實(shí)時(shí)監(jiān)測(cè)(圖5)。
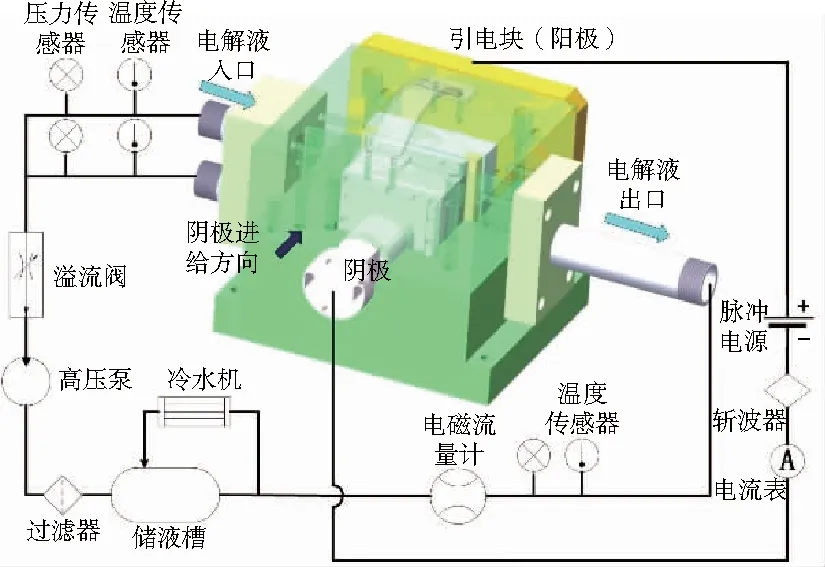
圖5 單槽電解加工系統(tǒng)原理圖
實(shí)驗(yàn)所采用的工件和工具陰極使用材料為不銹鋼304(圖6)。工件通過壓板固定在陰極引電板上,加工過程中絕緣壓塊通過彈簧緊貼在工件壓板表面。工具陰極寬度為2mm。側(cè)壁進(jìn)行絕緣處理,避免陰極側(cè)壁對(duì)加工槽錐度的影響,工具陰極隨機(jī)床主軸做振動(dòng)進(jìn)給運(yùn)動(dòng)。

圖6 工件、陰極及其剖面示意圖
采用的電解質(zhì)溶液是質(zhì)量分?jǐn)?shù)為20%的硝酸鈉溶液,入口壓力為0.8MPa,電解液溫度控制在30 ℃。實(shí)驗(yàn)采用振動(dòng)進(jìn)給加工,振動(dòng)頻率為10Hz,振動(dòng)幅度為0.25mm,機(jī)床主軸進(jìn)給速度為0.1mm/min。加工初始間隙為0.1mm,總進(jìn)給量為1mm。單個(gè)振動(dòng)循環(huán)的通電時(shí)間占振動(dòng)周期的1/9。
采用不同的線性變電壓參數(shù)(表2),開展變電壓振動(dòng)電解加工實(shí)驗(yàn),分析不同變電壓參數(shù)下槽的側(cè)壁錐度情況。

表2 變電壓振動(dòng)電解實(shí)驗(yàn)電壓參數(shù)
3.2 結(jié)果分析
電解加工槽結(jié)構(gòu)不可避免地會(huì)出現(xiàn)加工圓角,為減小加工圓角對(duì)槽側(cè)壁錐度的影響,在分析錐度時(shí),去除圓角對(duì)錐度的影響(圖7),本文的錐度計(jì)算公式為
式中:H為去除加工圓角影響后的槽高度;X為去除圓角影響后的槽側(cè)壁單邊跨距。圖7中,R1為槽的頂部圓角,R2為槽的底部圓角;θ為槽的錐度。θ越大,槽的錐度越大;θ>90°時(shí),槽為負(fù)錐度。
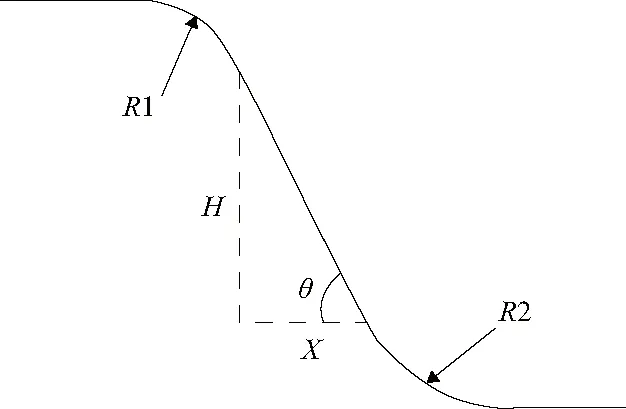
圖7 錐度評(píng)價(jià)標(biāo)準(zhǔn)示意圖
在工具顯微鏡下對(duì)不同變電壓參數(shù)得到的試件進(jìn)行觀察,獲得加工后槽的截面輪廓(圖8)。由圖8可以看出,14V恒電壓加工條件下,槽的側(cè)壁有明顯的錐度;當(dāng)電壓由16V線性減小到12V時(shí),槽側(cè)壁錐度明顯減小;當(dāng)10~18V線性變電壓加工時(shí),槽的側(cè)壁基本垂直,錐度改善效果明顯;當(dāng)進(jìn)一步擴(kuò)大變電壓范圍時(shí),線性變電壓范圍為8~20V時(shí),槽側(cè)壁甚至出現(xiàn)了負(fù)錐度。

圖8 變電壓振動(dòng)電解加工下槽的截面輪廓圖
提取變電壓振動(dòng)電解加工下槽的輪廓截面線(圖9)。從圖9中可以看出,隨著初始電壓的減小,結(jié)束電壓的增大,槽側(cè)壁錐度逐漸增加,實(shí)驗(yàn)結(jié)果與仿真結(jié)果相符。
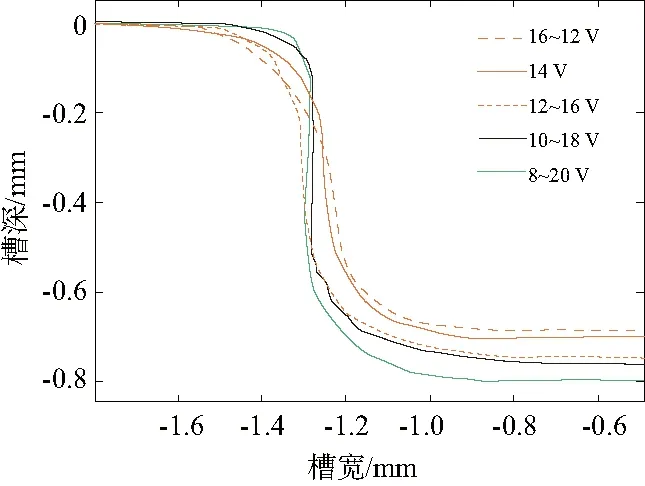
圖9 變電壓加工下槽的單側(cè)截面輪廓線
通過錐度計(jì)算,獲得試件的側(cè)壁錐度值(圖10)。錐度值隨著加工前后電壓差的增大而增大,合理調(diào)節(jié)線性變電壓的參數(shù),能夠改善由于雜散腐蝕等原因造成的錐度問題,將槽的側(cè)壁控制到近似垂直。在10~18V線性變電壓振動(dòng)電解加工時(shí),槽的側(cè)壁錐度值為89.3°,接近于垂直。由不同變電壓參數(shù)加工出的槽側(cè)壁錐度值可得,線性變電壓振動(dòng)電解加工可以有效改善槽的側(cè)壁錐度。
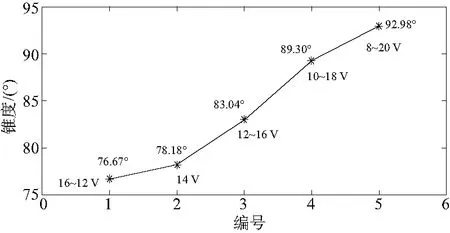
圖10 變電壓振動(dòng)電解加工下槽的錐度
4 結(jié)語
本文針對(duì)304不銹鋼開展變電壓振動(dòng)電解加工仿真和實(shí)驗(yàn),以改善槽的側(cè)壁錐度。根據(jù)仿真和實(shí)驗(yàn)結(jié)果,可以得出以下結(jié)論:
1)開展變電壓?jiǎn)尾垭娊饧庸る妶?chǎng)仿真,仿真結(jié)果表明變電壓能改善槽的側(cè)壁錐度。
2)開展變電壓?jiǎn)尾壅駝?dòng)電解加工實(shí)驗(yàn),電壓由10~18V線性變化時(shí),能有效加工出側(cè)壁近似垂直的槽。
猜你喜歡
科學(xué)大眾(2023年17期)2023-10-26 07:39:14
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
艦船科學(xué)技術(shù)(2022年8期)2022-06-05 07:36:28
中學(xué)生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
中國(guó)公路(2017年18期)2018-01-23 03:00:38
數(shù)學(xué)物理學(xué)報(bào)(2017年6期)2018-01-22 02:26:40
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55