基于UG12.0的螺旋槳葉片五軸加工之銑削策略探討
2022-02-28 10:39:50張桂花謝正
內燃機與配件 2022年5期
張桂花 謝正
摘要: 為優質高效的加工螺旋槳,本文分析了螺旋槳葉片加工的難點,通過選擇五軸聯動加工方式,并基于UG12.0對比了不同銑削策略,得到了優化的刀軌,確定了工藝方案,經生產實踐證明,加工工藝正確可行。
Abstract: In order to machine the propeller with high quality and high efficiency, this paper analyzes the difficulties of propeller vane machining, chooses five-axis machining mode and compares different milling strategies based on UG12.0, the optimized tool path is obtained and the process scheme is determined. The production practice proves that the processing technology is correct and feasible.
關鍵詞: UG12.0;螺旋槳;五軸加工;銑削策略
Key words: UG12.0;propellers;five axis machining;milling strategy
中圖分類號:TG54 ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文章編號:1674-957X(2022)05-0106-03
0 ?引言
螺旋槳是大型輪船、潛艇等重型動力機械的核心部
件[1],其劃水產生作用力與反作用力推動船舶推進器前進,其加工精度直接影響整機的噪音、機動性和速度,螺旋槳的設計和制造仍然制約著我國航空、航天、船舶、汽輪機等領域的發展,是渴望突破的卡脖子技術。
因螺旋槳的葉片是復雜的空間螺旋面,葉片重疊部分、漿根、槳轂區域一直是加工的難點,特別是大型的螺旋槳加工,不但直徑大而且壁薄,同時加工時位置精度要求高,裝配精度要求高,更是難上加難。傳統的加工方法采用“砂型鑄造-手工打磨-樣板檢測”的制造工藝[2],螺旋槳葉片很容易發生變形,加工精度難以保證,且制造效率低,生產環境惡劣。隨著CAM技術的發展和五軸數控加工中心的推廣應用,螺旋槳等復制曲面零件采用五軸聯動加工方式,大大提高了螺旋槳葉片的加工精度和表面質量,極大了減少了產品的加工時間,提升了生產效率,進而有效地降低了整機水下航行時的振動和噪聲。本文研究應用UG12.0對螺旋槳葉片進行三維造型,結合葉片流體力學選擇合適的銑削策略,優化刀軌,確定工藝方案和生成加工程序,并在五軸數控加工中心上加工驗證。
1 ?基于UG12.0的螺旋槳三維建模
螺旋槳三維建模的難點仍然是葉片,特別是創建空間曲線串[3]。
①識讀圖紙,在XY平面繪制界面用拉伸的方法生成槳轂。
②根據技術要求,葉片中性面為分別位于?覫40 和?覫88的兩條導程為145、104的兩條螺旋線形成的直紋面,用螺旋線命令創建?覫40,螺距為145,長度為14的螺旋線,用同樣的方法創建?覫88,螺距為104,長度為14的螺旋線,注意螺旋方向要一致,接著將螺旋線的兩端用曲線連接,形成空間曲線串,再用藝術曲面創建空間螺旋面
片體。
③用曲面加厚生成葉片實體。
④將葉片用陣列功能生成陣列葉片。
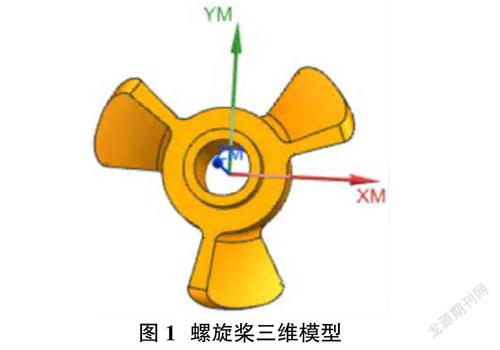
⑤合并槳轂與葉片,并對漿尖和漿根邊進行邊倒圓,就生成了螺旋槳的三維模型,如圖1所示。
2 ?基于UG12.0的螺旋槳葉片銑削策略設計
2.1 設計工裝夾具與毛坯
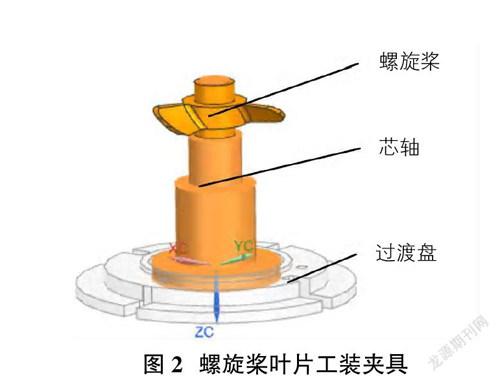
為了減少裝夾誤差,盡可能在一次裝夾中加工到位,考慮到通用夾具裝夾可靠與走刀空間問題,設計了專用的工裝夾具如圖2所示,將螺旋槳裝入芯軸,頂部用螺栓緊固,芯軸與過渡盤用螺栓聯結,過渡盤通過螺栓固定在五軸轉臺上。
螺旋槳毛坯采用棒料,先在車床上加工出臺階軸和芯軸孔,作為螺旋槳葉片毛坯。
2.2 加工內容分析
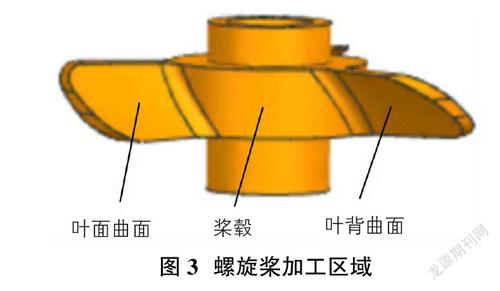
基于螺旋槳的流場計算[1]可知,葉面為壓力面,流體與葉面的相互作用力大,對表面質量要求較高,否則會產生振動與噪聲;葉背為吸力面,流體與葉背之間的相互作用力較小,可提高加工效率;根據加工要求的不同,將螺旋槳葉片分為葉面曲面、葉背曲面和槳轂三個區域進行加工,如圖3所示。
2.3 刀具選擇分析
通過分析零件圖紙,漿根處最小凹圓半徑為2mm,粗加工是考慮高效原則,盡可能選擇直徑大的刀具,但直徑越大,在葉背曲面處和漿根圓角處殘留的余量越多,綜合考慮加工余量的均勻,粗加工選擇d8的立銑刀,再根據最小凹圓半徑選擇d4的立銑刀進行二次開粗;為保證葉面表面加工余量均勻,根據曲面形狀選擇d6的球刀進行半精加工,精加工考慮優質原則,根據最小曲率半徑選擇Φ4球刀。
2.4 粗加工策略選擇分析
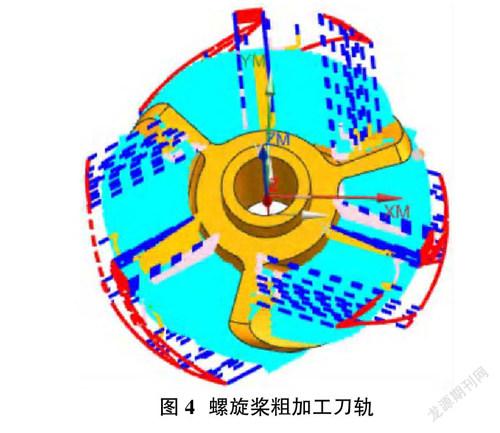
粗加工階段應盡可能去除絕大部分余量,選擇UG12.0中mill_contour的型腔銑削策略,設置刀具和切削參數,點選葉面曲面、槳轂和葉背曲面指定切削區域,將螺旋槳視圖旋轉至葉面曲面、槳轂和葉背曲面正對觀察者方向,如圖3所示,再以垂直于視圖方向定義刀軸,定義切削層和非切削移動,生成刀軌,接著將刀軌陣列生成另兩個刀軌,如圖4所示。
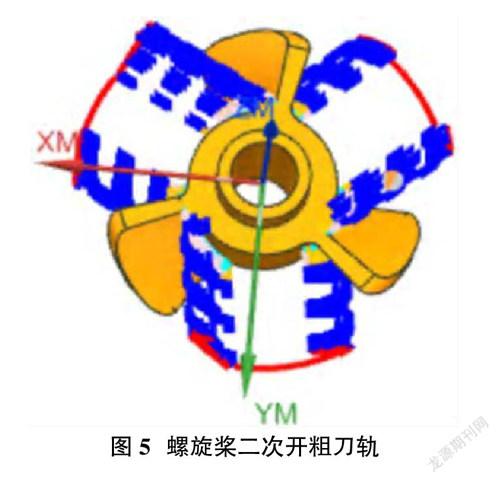
由于所選刀具無法漿根圓角處進刀,殘留余量較多,為獲得均勻的加工余量,需要進行二次開粗,用同樣的方法選擇型腔銑策略,更改刀具和切削參數,再參考粗加工刀具即可生成如圖5所示刀軌。
2.5 半精加工策略選擇分析
通過姜昕亞等[1]研究表面缺陷對螺旋槳表面的局部流體流動的影響可知,當流體機械表面刀痕與流體流動方向一致時,表面刀痕對流體的影響降到最低,還可以在一定程度上對流體有一定引導作用;而當流體流動方向與刀痕方向垂直時,表面加工質量對流體局部流動的影響最大,容易誘發振動與噪聲。應用楊興隆等[4]研究成果,考慮到水流方向,刀具軌跡方向需要與槳葉剖面平行,也就是說螺旋槳旋轉時,槳葉的加工軌跡在正俯視的狀態下應該是由一系列同心圓構成。
①葉面曲面的半精加工策略。
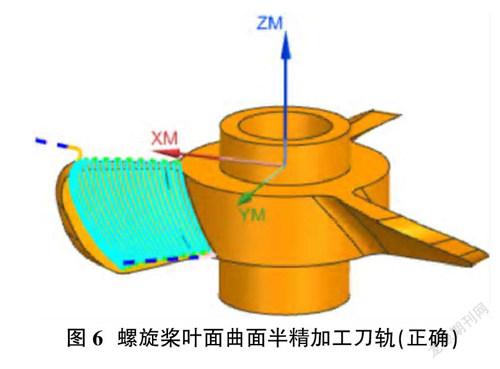
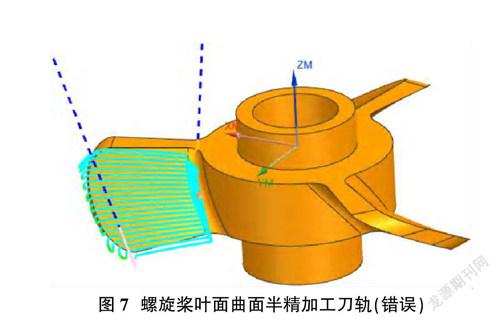
要生成與槳葉剖面平行的同心圓,選擇UG12.0中的mill_multi-axis的可變輪廓銑策略,設置刀具與切削參數,選擇曲面區域驅動方法,點選葉面曲面為指定驅動幾何體,定義切削方向,選擇與槳葉剖面平行的方向,刀軸采用相對于驅動體的方法,設置側傾角,生成如圖6所示刀軌。若曲面驅動方法中的切削方向選擇垂直于槳葉剖面的方向,則生成如圖7所示刀軌,雖然也可以加工,得到的質量也一樣,但刀痕方向與流體流動方向垂直,容易誘發振動與噪聲,切忌。
②葉背曲面的半精加工策略。
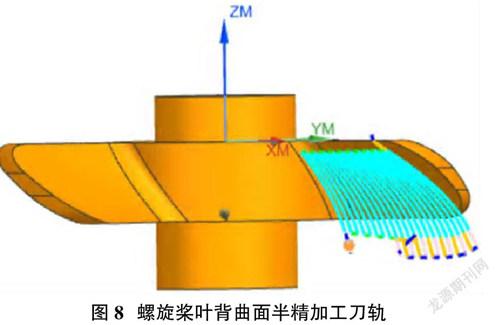
葉背曲面也考慮水流方向,采用同樣的銑削策略,選擇葉背曲面為指定驅動幾何體,定義與槳葉剖面平行的切削方向,刀軸更改為指定矢量方式,生成如圖8所示刀軌。
③槳轂的半精加工策略。
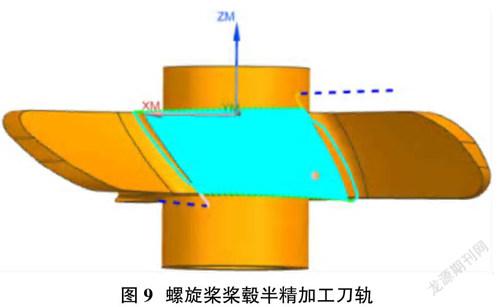
槳轂區域刀軌方向與葉面曲面方向一致,順著水流方向,同樣選擇可變輪廓銑削策略,定義槳轂曲面為指定驅動幾何體,選擇順著水流方向為切削方向,通過相對于驅動體定義刀軸,則生成如圖9所示刀軌。
2.6 精加工策略選擇分析
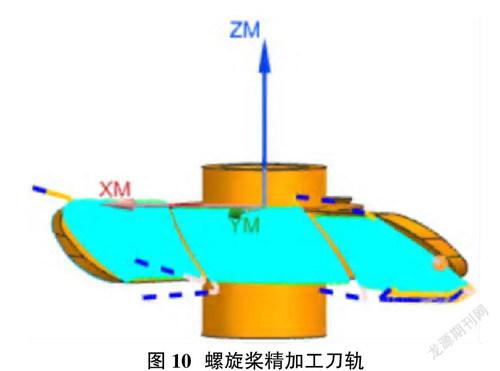
精加工策略與半精加工策略一致,只是切削參數不同,為了獲得更高的表面質量,切削步距更多,生成的刀軌更密,如圖10所示。
2.7 刀軌仿真與后處理
生成的刀軌與實際加工的五軸數控加工中心、工裝夾具會否發生碰撞和過切、超行程等問題,可在UG12.0進行機床仿真,進行碰撞和過切檢查,并觀察模擬加工過程。若無報警,則進行最后的后處理,選擇實際加工所用的后處理文件,生成加工程序。
3 ?螺旋槳葉片銑削策略的驗證
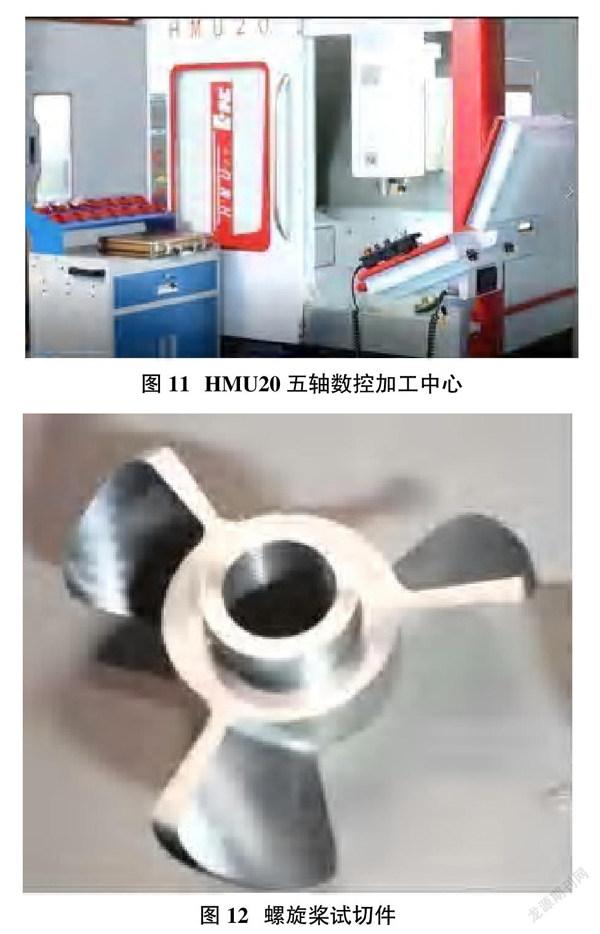
選擇BC軸的HMU20的小五軸數控加工中心試切驗證銑削策略,得到的螺旋槳試切件如圖12所示。由此可知,刀軌簡潔可行,無碰撞和過切現象,能滿足零件各項技術要求,很好的解決了螺旋槳葉片難加工的問題,其銑削策略可在同類零件的加工難題中推廣應用,具有一定的實踐意義。
參考文獻:
[1]姜昕亞,喻道遠.螺旋槳加工刀具路徑規劃[J].機械設計與制造,2014(11):82-84.
[2]黃科.大型定距螺旋槳多軸數控加工刀具軌跡規劃[M].華中科技大學碩士學位論文,2011:1.
[3]王件華.基于PowerMill的螺旋槳葉片五軸加工應用[J].輕工科技,2021(11):57-58.
[4]楊興隆,吳永鋼,付海,劉銳.螺旋槳關鍵工序數控加工[J].智能智造,2021(6):71-73.
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
教學考試(高考化學)(2021年2期)2021-05-30 06:15:52
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
中學生數理化·高一版(2020年3期)2020-04-21 08:03:20
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:32:50
小學生作文(低年級適用)(2019年9期)2019-10-08 08:37:10
數學大世界(2018年1期)2018-04-12 05:39:14