基于工業CT的GIS絕緣拉桿缺陷檢測方法
2022-03-02 07:19:58章學兵駱國防
無損檢測 2022年2期
關鍵詞:檢測
章學兵,駱國防
(1.國網上海市電力公司青浦供電公司,上海 201799;2.國網上海市電力公司電力科學研究院,上海 200437)
絕緣拉桿作為GIS(氣體絕緣金屬封閉開關設備)斷路器中的關鍵部件,其作用是將運動從接地部分傳送到高電位部分,同時傳遞拉伸和扭轉載荷,實現電氣上的通斷。由于斷路器分、合操作頻繁,故要求絕緣拉桿有較高的絕緣性能、機械性能及良好的疲勞性能[1]。
GIS用絕緣拉桿幾乎全部采用纖維增強的環氧材料,該材料具有機械強度高、絕緣性能好、耐熱性好等優點,可以與環氧樹脂良好結合,再結合真空浸膠工藝,使得絕緣拉桿內部含氣量小,均勻性好,成品呈現較高的擊穿電壓[2-3];采用芳綸纖維和聚酯纖維增強材料制作的絕緣拉桿,成型后呈空心管狀,具有質量輕、機械操作功小等優點,已成為絕緣拉桿的主要型式[4-5]。由于生產工藝控制過程中存在不確定因素,絕緣拉桿成品中可能會存在氣孔、分層、空隙、裂紋等缺陷。這類缺陷會引發絕緣拉桿放電擊穿事故,給電力系統造成一定損失,嚴重威脅電網安全穩定運行[6-13]。
通過查閱GIS斷路器用絕緣拉桿應用現狀、生產工藝、出廠試驗以及運行缺陷檢測的相關文獻,筆者對GIS用絕緣拉桿的質量檢測方法進行梳理,發現當前絕緣拉桿產品尚無統一的檢測規范,且各廠家對于絕緣拉桿產品的出廠檢測都不夠全面,對材料及工藝方面的檢測尤為欠缺,這導致絕緣拉桿在實際使用過程中經常出現不同程度的質量問題,對其可靠性造成一定影響[14-19];而電氣試驗及機械試驗并不能保證絕緣拉桿的質量,因此,提出用工業CT來檢測絕緣拉桿中的缺陷,并通過試驗驗證該方法的可行性和有效性。
1 絕緣拉桿結構
選用的絕緣拉桿試件為上海某110 kV變電站126 kV GIS設備中絕緣拉桿的同批次產品,產品型號為ZF21A-126,其采用空心管狀結構,試件結構如圖1所示。
圖1中金屬嵌件材料為鋁合金,直徑為45 mm;真空浸膠圓管由芳綸纖維增強環氧樹脂復合材料制成(由環氧樹脂加液體酸酐組成的膠黏劑和無堿無捻的玻璃布復合而成),厚度為4 mm。真空浸膠圓管中間部位有一個直徑為5 mm的孔,以連通真空浸膠管內部及GIS閘刀氣室;端部金屬嵌件間距為68 mm。

圖1 絕緣拉桿試件結構示意
受芳綸纖維分層布置造成的材料各向異性的影響,絕緣拉桿材料性能方面的檢測比較困難。目前各廠家對絕緣拉桿的大多數試驗項目都只是關注其電氣和機械性能,常規的試驗項目有外觀檢查、工頻耐壓和局放試驗、熱試驗、力學性能試驗、機械壽命試驗、雷電沖擊試驗等。通過對絕緣拉桿現場運行事故進行分析可知,常規試驗項目并不能保證絕緣拉桿的質量[14],更難以檢出材料及工藝方面的缺陷。
2 絕緣拉桿檢測方法
絕緣拉桿的材料質量及工藝控制是決定其質量的重要因素。目前,絕緣拉桿材料及工藝方面的質量檢測主要依靠無損檢測。由于絕緣拉桿黏接部位存在兩種壁厚相差非常懸殊的材料(環氧樹脂/鐵或鋁合金),生產廠家最常用的方法是常規射線檢測(RT)和數字X射線成像檢測(DR),由于RT和DR的檢測結果都是二維圖像,微小缺陷和層間面積型缺陷容易漏檢,絕緣拉桿的質量控制效果并不理想;而工業CT能發現平面內任何方向分布的缺陷,檢測圖像層次分明、不重疊,適用于絕緣拉桿黏接部位的層間缺陷檢測。
工業CT通過多角度透照,對獲得的圖像進行逆向重構,得到帶幾何坐標(平面或三維)的點灰度集合,以此實現工件空間連續性(缺陷檢測)、密度連續性(密度測量)、幾何尺寸、孔隙率等參數的檢測。工業CT透照系統結構示意如圖2所示。

圖2 工業CT透照系統結構示意
相比RT和DR檢測,工業CT能得到被檢工件的密度分布圖,且檢測圖像呈三維立體狀,可以對檢測圖像進行增強、分析、壓縮、存檔等處理,也可作為數據輸入計算機進行計算,還可以進行遠距離傳輸觀測。通過適當的校準方法,工業CT能準確地測出被檢試件的幾何尺寸和密度,還能幫助識別材料成分,提供精確的電子密度和原子序數圖像。
工業CT掃描方式如圖3所示,檢測時在一個視角下掃描試件整個斷面,一次采樣該視角下的完整投影;投影數據通過雷當反變換,并經過迭代重建算法或解析重建算法的處理可實現圖像重建。這些優點,使得工業CT能對絕緣拉桿進行全方位、立體的掃描,尤其是能掃描到處于薄弱環節的環氧樹脂與金屬黏接部位。

圖3 工業CT掃描方式示意
3 試驗驗證
為驗證工業CT在檢測絕緣拉桿缺陷方面的可行性和有效性,選取編號為1#的126 kV GIS開關設備絕緣拉桿為試驗對象(見圖4),分別采用RT、DR和工業CT方法對其進行缺陷檢測。

圖4 1#絕緣拉桿試件實物
3.1 RT檢測結果
RT檢測參數設置如表1所示,1#試件的RT檢測結果如圖5所示。由圖5可知,1#絕緣拉桿試件的環氧樹脂層、鋁合金嵌件以及黏接部位未顯示出氣孔、空隙、分層、裂紋等缺陷;圖5中管體處陰影為連通真空浸膠管內部及GIS閘刀氣室的直徑為5 mm的孔。

表1 RT檢測參數設置
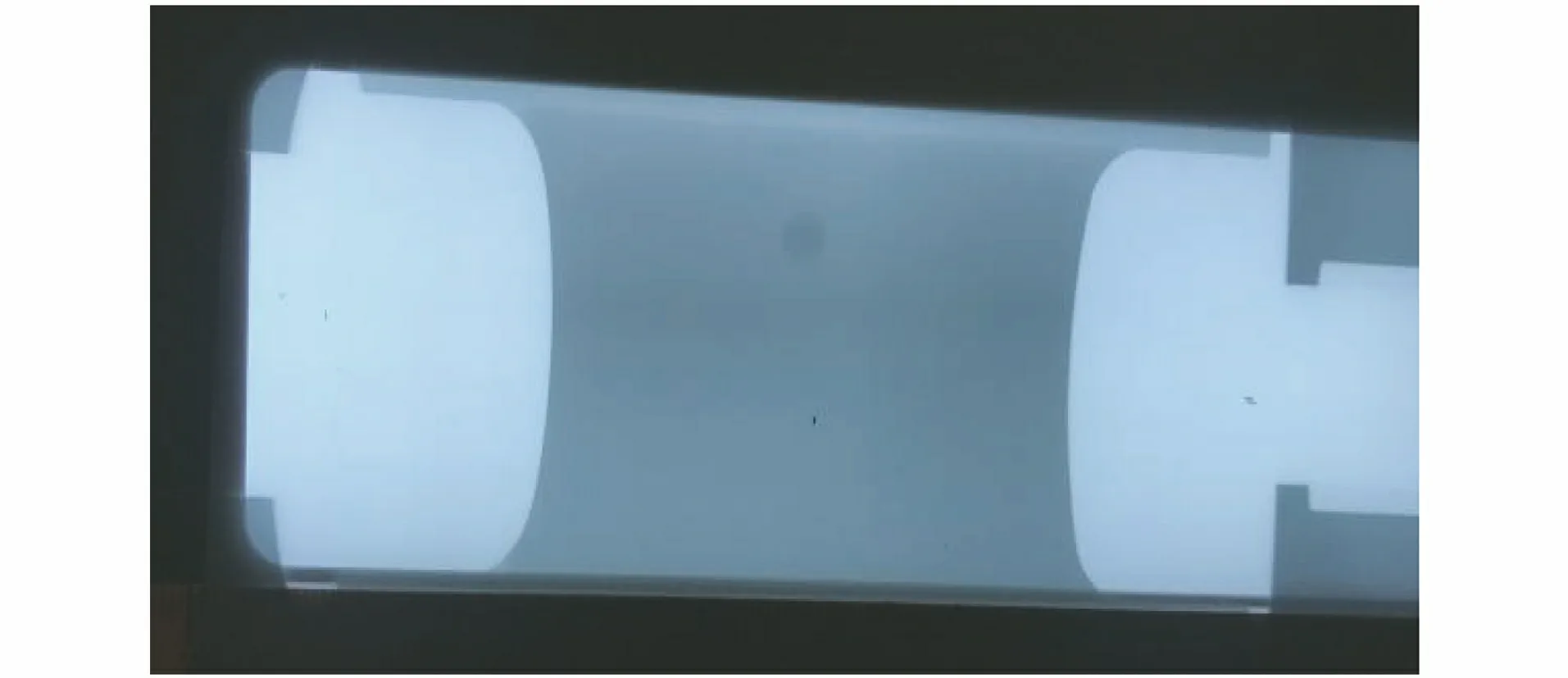
圖5 1#試件的RT檢測結果
3.2 DR檢測結果
DR檢測參數設置如表2所示,1#號試件的DR檢測結果如圖6所示。由圖6的結果可見,1#絕緣拉桿試件的環氧樹脂層、鋁合金嵌件以及黏接部位未顯示出氣孔、空隙、分層、裂紋等缺陷;管壁中間陰影及管體中間白影為連通真空浸膠管內部及GIS閘刀氣室的直徑5 mm的孔。

表2 DR檢測參數設置

圖6 1#試件的DR檢測結果
3.3 工業CT檢測結果
3.3.1 1#絕緣拉桿的檢測
工業CT檢測參數設置如表3所示,1#絕緣拉桿試件缺陷的CT三維檢測結果如圖7所示,試件缺陷的長度、高度、寬度的檢測結果如圖8~10所示。

表3 工業CT檢測參數設置

圖7 1#試件缺陷的CT三維檢測結果

圖8 1#試件缺陷長度檢測結果
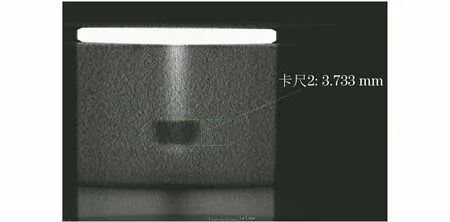
圖9 1#試件缺陷高度檢測結果

圖10 1#試件缺陷寬度檢測結果
由圖7~10可以看出,1#絕緣拉桿試件中環氧樹脂與鋁合金嵌件黏接部位存在一條空隙,具體尺寸為12.524 mm× 0.357 mm ×3.733 mm(長×寬×高)。
對比1#試件的RT、DR與工業CT檢測結果發現,RT和DR方法均未檢測出絕緣拉桿中環氧樹脂與鋁合金嵌件黏接部位的空隙缺陷,而工業CT檢測發現了該處缺陷,并給出了缺陷位置及具體尺寸。初步分析得出工業CT檢測比RT、DR檢測更有效、更精準的結論。
3.3.2 2#絕緣拉桿的檢測
為驗證工業CT對GIS用絕緣拉桿缺陷的檢出效果,對如圖11所示編號為2#的絕緣拉桿試件進行工業CT檢測。工業CT系統參數設置與表3相同,2#絕緣拉桿試件缺陷的CT三維檢測結果如圖12所示,其缺陷的長度、高度、寬度的檢測結果如圖13~15所示。

圖11 2#絕緣拉桿試件實物

圖12 2#試件缺陷的CT三維檢測結果

圖13 2#試件缺陷長度檢測結果

圖14 2#試件缺陷高度檢測結果

圖15 2#試件缺陷寬度檢測結果
由圖1215可以看出,2#絕緣拉桿試件中環氧樹脂與鋁合金嵌件粘接部位也存在一條空隙,具體尺寸為39.598 mm×0.337 mm×4.177 mm(長×寬×高)。
1#和2#絕緣拉桿試件的工業CT檢測結果表明,工業CT能準確發現絕緣拉桿黏接部位的空隙缺陷,精準判定缺陷性質,并給出缺陷的位置及幾何尺寸。試驗結果驗證了工業CT檢測絕緣拉桿缺陷的可行性和有效性。
4 結語
文章結合絕緣拉桿的構造特點提出采用工業CT的方法檢測絕緣拉桿中的缺陷,并通過對比絕緣拉桿試件的RT檢測、DR檢測和工業CT檢測結果,得出以下結論。
(1) 工業CT可以準確發現絕緣拉桿中環氧樹脂與金屬嵌件黏接部位不同方向的缺陷,檢測圖像層次分明、不重疊。
(2) 工業CT可以判定絕緣拉桿中的缺陷性質,精準給出缺陷的位置和幾何尺寸。
(3) 該研究為絕緣拉桿缺陷檢測提供了新的思路,對提升GIS開關設備質量及保障電網安全穩定運行具有重要意義。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
