大型角鋼頂角開裂的原因分析和優(yōu)化控制
2022-03-02 02:54:12李陽
天津冶金 2022年1期
李 陽
(1.唐山不銹鋼有限責任公司,河北 063105;2.河北省鍍錫基板技術創(chuàng)新中心,河北 063105)
0 引言
Q355B角鋼屬于低合金結構鋼,其結構特點是斷面為兩邊呈互相垂直的長條型材,分為等邊角鋼和不等邊角鋼。Q355B角鋼具有很高的強度和良好的抗疲勞性能,具備良好的冷成型性能和焊接性能,同時兼?zhèn)漭^好的抗腐蝕性能、塑性變形性能和一定的耐磨性能。因此,Q355B角鋼被廣泛地用于造船工程、橋梁工程、房屋建筑、輸配電工程、高壓容器、起重運輸機械、機車車輛、各種鋼結構等。Q355B角鋼可按結構的不同需要組成各種不同的受力構件,也可作構件之間的連接件。
唐山某鋼廠在組織試軋Q355B大型角鋼時出現(xiàn)了批量的頂角開裂缺陷,為確定開裂原因,對角鋼開裂部位取樣進行了化學成分及顯微組織檢測,并對同爐次鑄坯低倍組織行了取樣檢測。本文根據(jù)試樣檢測結果確定了大型角鋼頂角開裂的原因,并提出了工藝優(yōu)化控制措施。
1 生產工藝流程及頂角開裂情況
1.1 Q355B角鋼生產工藝流程
該鋼廠試軋Q355B大型角鋼的生產工藝流程如下:120t轉爐→120t LF爐→矩形坯連鑄機(165mm×280 mm)→鑄坯精整→中型軋機軋制→檢驗入庫。矩形坯連鑄機的主要工藝參數(shù)如表l所示。

表1 連鑄機的基本參數(shù)
1.2 Q355B角鋼頂角開裂情況
該鋼廠試軋Q355B角鋼的規(guī)格為∠180mm×180mm×12mm,累計投料量2500t,合格成品入庫量2280t。此次試軋Q355B角鋼出現(xiàn)了批量頂角開裂現(xiàn)象,開裂角鋼重約220t,甩廢處理比例為8.8%。圖1為Q355B角鋼頂角開裂的宏觀照片。

圖1 Q355B角鋼頂角開裂形貌
2 Q355B角鋼頂角開裂原因分析
2.1 開裂部位化學成分分析
對不同爐次Q355B角鋼開裂部位取4塊試樣,使用光譜儀進行化學成分分析,結果如表2所示。由表2可以看出,開裂角鋼的化學成分符合內控要求,因此可以斷定Q355B角鋼頂角開裂與化學成分無關。

表2 化學成分分析結果
2.2 開裂部位顯微組織分析
對開裂部位橫截面取樣,并對試樣打磨、拋光和浸蝕,用光學顯微鏡和能譜分析儀對角鋼頂角裂紋進行分析研究[1]。頂角開裂樣品的物理檢測報告和能譜分析結果顯示,裂紋底部較為圓滑,深度較淺,一般在0.2~0.5mm左右(見圖2),脫碳不明顯(見圖3),未見顆粒較大的夾雜物(見圖4),開裂位置未發(fā)現(xiàn)O、Fe、Mn以外的其他異常元素(見圖5)。初步判斷角鋼開裂原因為鑄坯可能存在較大中心縮孔、皮下氣泡、或微裂紋等,遺傳至軋鋼工序造成的。
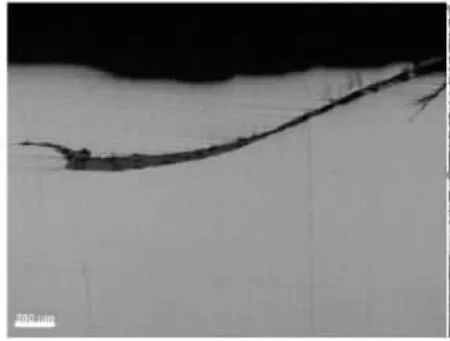
圖2頂角開裂缺陷形貌

圖3 頂角開裂顯微組織
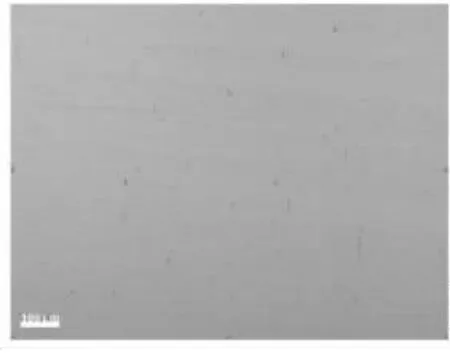
圖4 頂角開裂夾雜物情況
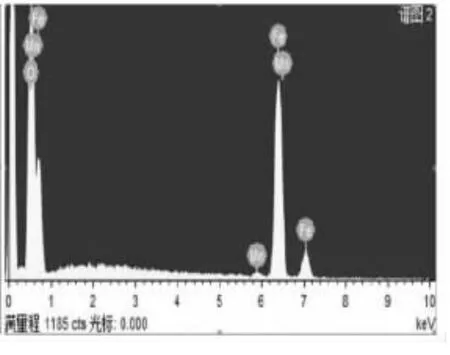
圖5 頂角開裂能譜分析
2.3 鑄坯低倍組織分析
對發(fā)生角鋼頂角開裂的同爐次鑄坯取低倍樣,鑄坯低倍檢測結果顯示鑄坯有不同程度的中心裂紋和皮下氣泡缺陷(見圖6),與前期生產的鑄坯低倍質量相差較大。通過觀察低倍組織發(fā)現(xiàn),中間裂紋評級為1.5~2.5級,主要在柱狀枝晶間存在裂紋,且多集中兩側,從而判斷認為,中間裂紋是由于鑄坯通過二冷區(qū)時冷卻不均,內外弧與兩側冷卻強度不匹配所導致;另外,由于目前低合金鋼種的中包過熱度控制偏高,部分爐次過熱度超過45℃,溫度回升大或鼓肚,內外弧大面產生應力,作用于正在凝固的固液界面也會造成中間裂紋。
圖6 鑄坯低倍組織
3 連鑄生產工藝優(yōu)化及效果
3.1 連鑄生產工藝優(yōu)化
3.1.1 連鑄機精細對弧
連鑄機輥子對弧精度準確與否直接關系著鑄坯質量的好壞[2],我們將線下對好足輥弧度的結晶器、對好輥子弧度的活動段吊到連鑄平臺,替換線上結晶器和活動段;把對弧樣板從結晶器上口吊入連鑄機,從上到下依次進行對弧,用塞尺檢測輥面兩端和樣板的間隙,直到合格為止,對弧精度如表3所示。

表3 連鑄機對弧精度要求
3.1.2 拉速和過熱度控制
經過計算,以現(xiàn)有冷卻制度,拉速每增加0.1m/min,連鑄坯出二冷區(qū)的表面溫度增加50~80℃,165mm×280mm斷面鑄坯穩(wěn)定合適的拉速為1.2~1.4m/min。同時,要嚴格控制鋼水過熱度在15~30℃,避免鑄坯溫度回升過大或鼓肚的產生,根據(jù)過熱度的高低,采用多次小幅調整拉速,每次調速不得超高0.1m/min,減小鑄坯表面溫度回升幅度。另外要確保鑄坯進入拉矯機表面溫度高于950℃,避免第3脆性區(qū)矯直時產生中間裂紋。
3.1.3 改善水質和加強噴嘴排查
連鑄坯內熱應力主要是因為連鑄坯內溫度場不均勻引起的[3],所以我們建立日常水質檢查機制,加強水質監(jiān)測[4],保證結晶器軟水和二冷水水質達標。結晶器軟水濁度、鈣硬度、總硬度的達標率由92%提高到99%;二冷水懸浮物、PH值、總硬度達標率由87%提高到97%。另外,每次拉下時間>2小時,檢查二冷區(qū)噴嘴情況,及時清理和更換堵塞噴嘴,避免鑄坯表面回溫過快,降低連鑄坯中間裂紋的產生幾率。
3.1.4 調整二次冷卻制度
連鑄二次冷卻的效果對鑄坯內部質量有著很大的影響,也是連鑄機能否順利生產的一個重要環(huán)節(jié)[5]。該鋼廠矩形坯連鑄機二冷區(qū)分為足輥區(qū)、二冷1區(qū)、二冷2區(qū)、二冷3區(qū)共4個部分,二冷水量分配比分別為35%、28%、25%、12%,20%,內外弧水量分配與兩側面相同。Q355B鋼種屬于低合金結構鋼,使用的二冷水比水量是0.9L/kg,連鑄矯直溫度在900~950℃,矯直溫度偏低,應適當提高,所以我們將二冷水比水量降至0.75 L/kg,提高鑄坯矯直溫度,防止鑄坯受矯直力作用而產生裂紋。另外,根據(jù)中間裂紋出現(xiàn)的情況,判斷鑄坯通過二冷區(qū)時冷卻不均,內外弧與兩側冷卻強度不匹配導致,我們將活動段兩側的噴嘴型號適當更改,降低兩側的噴水量。
3.2 改善效果
通過采取以上一系列的工藝優(yōu)化措施,Q355B大型角鋼產品質量得到明顯改善,從低倍檢測結果看(見圖7),中間裂紋評級達到0.5~1.0級,從內部質量看可以滿足中型軋機的軋制,Q355B大型角鋼頂角開裂甩廢比例由8.8%降低到1%以下。

圖7 鑄坯低倍組織
4 結語
通過對試軋Q355B角鋼頂角開裂部位化學成分、顯微組織以及同爐次鑄坯低倍組織的檢測和分析,明確了角鋼頂角開裂產生的原因,通過一系列改進措施的實施,有效的改善了Q355B大型角鋼產品的質量,并得出以下結論:
(1)連鑄機輥子對弧精度的精細控制,合適的鋼水過熱度以及與之匹配的合適的鑄機拉速,同時制定適當?shù)亩淅鋮s制度,可以確保鑄坯進入拉矯機表面溫度高于950℃,有效避免第3脆性區(qū)矯直時產生中間裂紋。
(2)加強水質監(jiān)測,保證結晶器軟水和二冷水水質達標,定期排查并及時清理和更換二冷區(qū)堵塞噴嘴,避免鑄坯表面回溫過快及局部冷卻不均等現(xiàn)象,從而降低連鑄坯中間裂紋的產生。
猜你喜歡
環(huán)境(2023年5期)2023-06-30 01:20:01
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
當代水產(2019年1期)2019-05-16 02:42:04
海峽科技與產業(yè)(2016年3期)2016-05-17 04:32:12
建筑材料學報(2014年3期)2014-03-11 17:08:02
河南科技(2014年23期)2014-02-27 14:19:07