抗沖聚丙烯的表面光澤度
2022-03-03 03:20:18王路生張曉萌宋文波
石油化工 2022年1期
王路生,張曉萌,宋文波
(中國石化 北京化工研究院,北京 100013)
聚丙烯在汽車、家電、家居、醫(yī)療等行業(yè)廣泛應(yīng)用,具有易回收、質(zhì)輕、價格相對較低的優(yōu)點,能替代金屬和工程塑料。這些應(yīng)用領(lǐng)域,既要求材料有較高的力學(xué)性能,還需要有理想的光學(xué)性能,以獲得制品的美學(xué)效果,光澤度就是其中較為重要的指標(biāo)。鏡面光澤度是在規(guī)定的入射角下,試樣的鏡面反射率與同一條件下基準(zhǔn)面反射率之比。以光澤單位表示的光澤度可用于對材料表面反射光的能力進(jìn)行評價[1]。均聚聚丙烯為半結(jié)晶聚合物,其球晶尺寸對光澤度有一定的影響,聚丙烯光澤度通常低于非晶聚合物,如聚碳酸脂、丙烯腈-丁二烯-苯乙烯三元共聚物等。抗沖聚丙烯是在均聚聚丙烯的基礎(chǔ)上引入多相結(jié)構(gòu),分散的橡膠相通常包含乙烯-丙烯無規(guī)共聚物、乙烯-丙烯多嵌段共聚物和少量聚乙烯均聚物[2-3]。普通的抗沖聚丙烯剛韌性能理想,但由于分散的橡膠相粒徑較大,制品光澤度會進(jìn)一步下降[4],且制品表面會出現(xiàn)流痕問題[5-6]。
本工作采用DQC602催化劑在環(huán)管裝置上生產(chǎn)了抗沖聚丙烯產(chǎn)品LPP2114,并將其注塑成樣片。利用WLI,WAXD,SEM等方法對樣片進(jìn)行了表征,并考察了樣片表面光澤度沿注塑方向的變化規(guī)律,以期對抗沖聚丙烯表面光澤度進(jìn)行提升并解決制品表面的流痕問題。
1 實驗部分
1.1 主要試劑
三乙基鋁:化學(xué)純,美國諾力昂公司;環(huán)己基甲基二甲氧基硅烷(CHMMS):DONOR-C,分析純,北京百靈威科技有限公司。
DQC602催化劑:中國石化催化劑北京奧達(dá)分公司。
1.2 抗沖聚丙烯的制備
使用直接聚合法在中國石化北京化工研究院25 kg/h的環(huán)管中試裝置上生產(chǎn)抗沖聚丙烯產(chǎn)品LPP2114。使用DQC602催化劑時,用白油和凡士林(質(zhì)量比2∶1)配成50~100 g/L膏狀物,以CHMMS為給電子體,三乙基鋁為助催化劑,該催化體系經(jīng)過預(yù)絡(luò)合和預(yù)聚合后,連續(xù)進(jìn)入到環(huán)管反應(yīng)器中,首先在環(huán)管反應(yīng)器中進(jìn)行丙烯均聚聚合,然后在氣相流化床反應(yīng)器中進(jìn)行乙烯丙烯共聚,其中,氣相反應(yīng)器中乙烯/(乙烯+丙烯)的摩爾比為0.8。反應(yīng)產(chǎn)物經(jīng)脫氣、濕氮氣去活處理后形成聚丙烯粉料,向該聚丙烯粉料中加入抗氧劑,用德國科倍隆公司ZSK-25型雙螺桿擠出機(jī)造粒,得到產(chǎn)品LPP2114。
1.3 測試與表征
熔體質(zhì)量流動速率(MFR)按GB/T 3682.1—2018[7]規(guī)定的方法用Ceast公司7028型熔融指數(shù)儀在230 ℃、2.16 kg下測定。分散的橡膠相含量用Thermo Fisher公司Nicolet IR 200型紅外光譜儀測試。試樣的特性黏數(shù)、可溶物特性黏數(shù)均用PolymerChar公司Cryst-EX型全自動二甲苯可溶物含量分析儀快速分析。
用Bruker公司D8 Discover型二維X射線衍射儀進(jìn)行WAXD測試。用Bruker公司 ContourGT型白光干涉輪廓儀(WLI)觀察試樣表面的三維形貌,50倍干涉物鏡,1倍目鏡,放大倍率50,視野范圍72 mm×96 mm,移相干涉模式。用Hitachi公司 S-4800型冷場發(fā)射掃描電子顯微鏡進(jìn)行SEM表征,試樣為注塑樣片,冷凍超薄切片后,經(jīng)二甲苯在室溫下浸泡24 h,然后再使用二甲苯?jīng)_洗切片表面將溶于二甲苯中的橡膠相刻蝕掉,烘干,再經(jīng)過噴金預(yù)處理后進(jìn)行測試。
按GB/T 8807—1988[1]規(guī)定的方法用BYK-Gardner公司BYK-4563型新微型三角度光澤儀測量注塑試樣的光澤度,取60°角的測試結(jié)果。
2 結(jié)果與討論
2.1 光澤度的測試
LPP2114的MFR(10 min)為6.93 g,分散的橡膠相含量為22.93%(w),特性黏數(shù)為2.13 dL/g,可溶物特性黏數(shù)為2.88 dL/g。
按GB/T 17037.3—2003[8]規(guī)定的方法,用D2型模具注塑60 mm×60 mm×2 mm的LPP2114樣片,對LPP2114樣片進(jìn)行表面光澤度測試,發(fā)現(xiàn)該樣片的表面光澤度分布不均勻。
首先將LPP2114樣片沿注塑方向,定義1#,2#,3#位置,每個位置分別有定模面和動模面,如圖1所示。樣片不同位置的光澤度見圖2。從圖2可看出,沿注塑方向,從1#到3#位置,定模面光澤度逐漸下降,而動模面光澤度逐漸上升;在遠(yuǎn)澆口端的3#位置,定模面與動模面的光澤度相差非常大,動模面光澤度高于定模面。

圖2 樣片不同位置的光澤度Fig.2 Gloss at different positions of samples.S:stationary mold;M:moving mold.
2.2 WLI表征結(jié)果
WLI具有納米級別的垂直分辨率和更好的統(tǒng)計性,非常適合于觀察制品表面的起伏狀態(tài)和表面粗糙度(RA)[9]。利用WLI觀察LPP2114樣片3個位置動模面和定模面的表面形貌,結(jié)果見圖3。從圖3可看出,圖中顏色與試樣表面高度有關(guān),藍(lán)綠色表示凹陷。與預(yù)想的相同,光澤度增大,RA減小[10],光澤度低的位置,凹陷區(qū)域面積較大。

圖3 樣片不同位置表面的WLI測試結(jié)果Fig.3 WLI results of surfaces at different positions of samples.RA:surface roughness.
2.3 WAXD表征結(jié)果
對LPP2114樣片不同位置進(jìn)行WAXD測試,結(jié)果見圖4。從圖4的一維積分曲線可看出,樣片中聚丙烯以α晶為主,衍射峰出現(xiàn)在14.1°,16.7°,18.6°,21.2°處,分別對應(yīng)(110),(040),(130),(111)晶面[11-12]。結(jié)晶峰的強(qiáng)度沿注塑方向下降,且14.1°和16.9°兩個峰的峰高比也逐漸降低,動模面和定模面均呈相同的趨勢,說明沿著注塑方向,LPP2114的結(jié)晶度降低,取向程度也降低[13-15]。這是由于在近澆口的位置,注塑料的流速最快,受到的剪切作用也最大,分子鏈在剪切作用下易形成取向,因此試樣的結(jié)晶度提升。但在WAXD的表征結(jié)果中,動模面和定模面在相同位置的結(jié)晶情況基本相同,無法解釋兩者光澤度存在差異的原因,因此也可以判斷,結(jié)晶并不是影響抗沖聚丙烯表面光澤度的主要原因,故應(yīng)該考慮分散的橡膠相對光澤度的影響。

圖4 LPP2114不同位置WAXD譜圖Fig.4 WAXD spectra of LPP2114 at different positions.
2.4 SEM表征結(jié)果
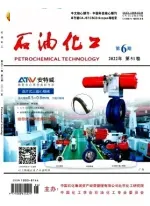
將樣片在圖1所示的3個位置沿著注塑方向進(jìn)行冷凍切片后,用二甲苯將橡膠相刻蝕掉,并對動模面和定模面做標(biāo)記,進(jìn)行SEM表征,結(jié)果見圖5。從圖5可觀察到樣片的皮芯結(jié)構(gòu),皮層內(nèi)的橡膠顆粒較少,定模面沿著注塑方向,即從1#到3#位置,皮層逐漸變薄,橡膠顆粒越來越接近表層,對表面形貌的影響也就越來越大;而動模面從1#到3#位置,皮層逐漸加厚,橡膠顆越來越遠(yuǎn)離表層,對表面形貌的影響則越來越小。這應(yīng)是LPP2114表面光澤度分布不均勻的直接原因。
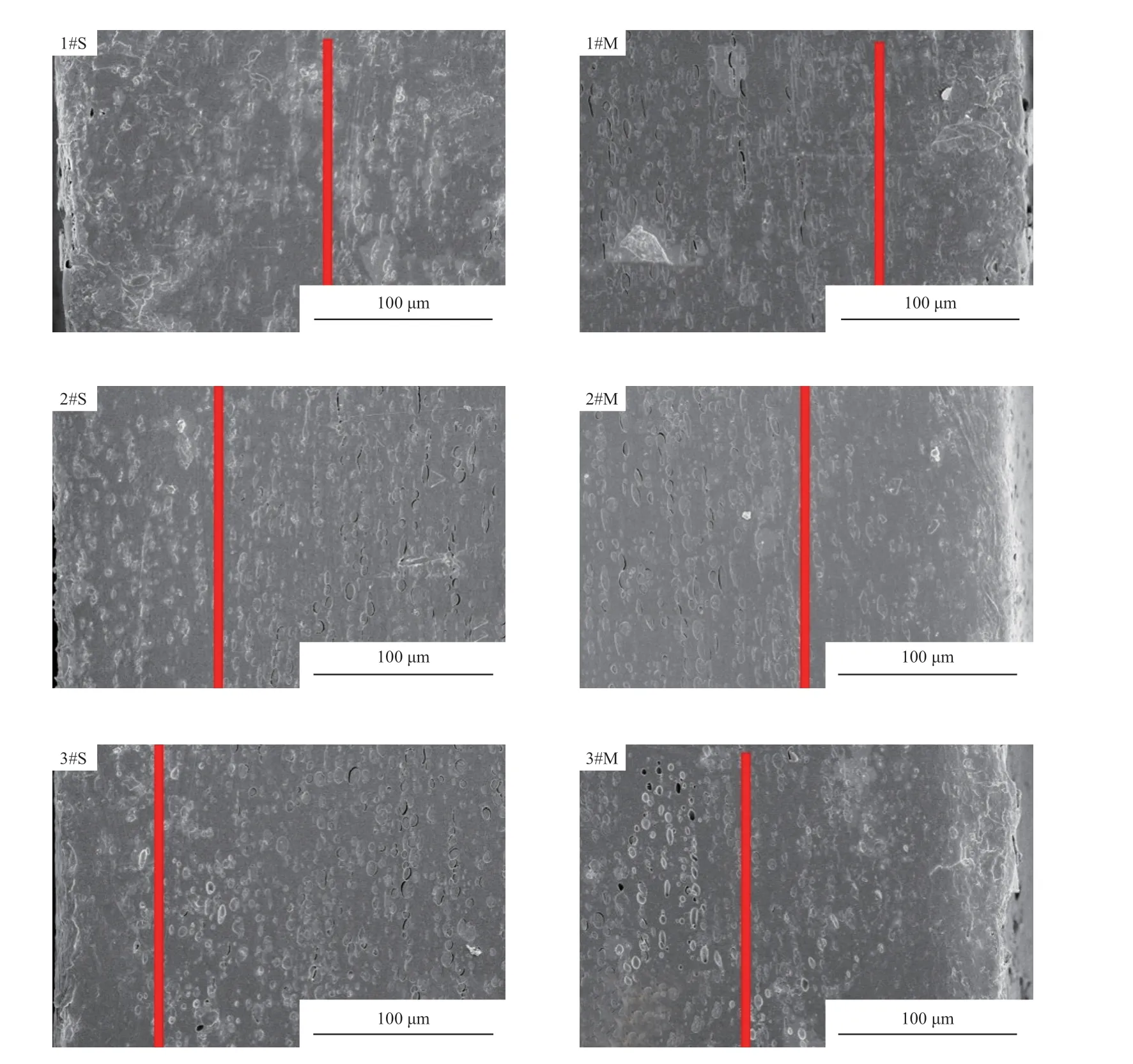
圖5 樣片不同位置截面的SEM照片F(xiàn)ig.5 SEM images of sections at different positions of samples.
2.5 注塑過程模擬
對于抗沖聚丙烯熔體,橡膠相均勻分散在聚丙烯基體中,利用螺桿擠出的力量,抗沖聚丙烯熔體進(jìn)入模具腔內(nèi),流動性好的組分容易被推在前方,最先達(dá)到動模面的底部,在該過程中會形成一個微小的濃度梯度。對于LPP2114,特性黏數(shù)較大的橡膠相的流動性不如聚丙烯基體,較多的聚丙烯分子鏈被推向動模面的底部,橡膠相就會向定模面方向偏移,而在近澆口的1#位置,由于注塑壓力較大,此處兩相流動性差異體現(xiàn)得不明顯,注塑過程的模擬如圖6所示。因此動模面光澤度會逐漸增加,而定模面的光澤度則逐漸降低。
圖6 注塑過程模擬Fig.6 Injection molding process simulation.
從皮層厚度看,1#位置的定模面皮層比動模面皮層厚,但光澤度卻低于動模面。這是由于注塑時,試樣對動模面會形成更大的壓力,分子間會更加緊密,形成缺陷的機(jī)會降低,因此,動模面光澤度整體更高。注塑量不足時LPP2114樣片的收縮情況見圖7。從圖7可看出,當(dāng)注塑量不足時,動模面鼓實,而定模面則有較大的凹陷,這一現(xiàn)象從側(cè)面反映了上述問題。

圖7 注塑量不足時LPP2114樣片收縮情況Fig.7 Shrinkage of LPP2114 sample when injection quantity is insufficient. Fixed mold surface on the left and moving mold surface on the right.
3 結(jié)論
1)低光澤抗沖聚丙烯注塑樣片存在表面光澤度不均勻的情況,沿著注塑方向,定模面光澤度逐漸降低,動模面光澤度逐漸升高,動模面光澤度整體高于定模面。
2)結(jié)晶不是影響抗沖聚丙烯表面光澤度的主要原因,注塑過程中,由于橡膠相和聚丙烯基體流動性的差異,導(dǎo)致橡膠相在LPP2114樣片中存在一個濃度梯度分布,從而導(dǎo)致表面光澤度不均勻。
3)可以通過調(diào)節(jié)兩相的流動性,使橡膠相在聚丙烯基體中均勻分布,從而改善抗沖聚丙烯的表面光澤度。