冷鐓鋼SWRCH35K盤條開裂原因分析及解決措施*
2022-03-09 07:33:18陸繼歡陶群南趙滿堂林作津劉志勇
云南冶金 2022年1期
陸繼歡,陶群南,趙滿堂,史 楊,林作津,劉志勇
(蕪湖新興鑄管有限責(zé)任公司,安徽 蕪湖 241000)
冷鐓鋼的變形抗力是衡量緊固件用冷鐓鋼的一個重要性能[1]。冷鐓鋼盤條必須具有良好的冷鐓、冷擠壓等成型性,加工過程應(yīng)盡可能的具備較高的冷變形能力[2]。緊固件對冷鐓盤條的表面裂紋、盤條機(jī)械劃傷、內(nèi)在非金屬夾雜物質(zhì)量、化學(xué)成分和金相組織的均勻性、冷加工性能和尺寸精度都有很高的要求。冷鐓鋼質(zhì)量問題主要表現(xiàn)為冷鐓樣品表面開裂,并且最嚴(yán)重是質(zhì)量問題同樣為冷鐓開裂,部分冷鐓品種鋼開裂比例高達(dá)20%[3]。
緊固件用SWRCH35K熱軋盤條具有冷鐓冷擠壓成型性能好、抗疲勞性能優(yōu)、熱處理操作方便等優(yōu)點(diǎn),因此緊固件用SWRCH35K熱軋盤條的開發(fā)及生產(chǎn)得到了眾多鋼鐵企業(yè)的重視。在生產(chǎn)過程中也存在不同程度的力學(xué)性能和工藝性能不夠穩(wěn)定、冷鐓開裂、材質(zhì)硬度不均勻等質(zhì)量問題,某公司生產(chǎn)的SWRCH35K同樣出現(xiàn)盤條開裂現(xiàn)象,從坯料進(jìn)入加熱爐開始跟蹤當(dāng)批材料,發(fā)現(xiàn)過程軋件1#剪頭尾剪切試樣、成品盤條試樣存在裂紋缺陷,對此進(jìn)行宏觀特征、金相檢測檢測分析并制定了整改措施,盤條表面開裂得到明顯改善。
1 生產(chǎn)工藝路線
某公司生產(chǎn)工藝路線:高爐鐵水→轉(zhuǎn)爐→LF精煉→10機(jī)10流(180×180) mm2連鑄坯→鑄坯緩冷→鑄坯外觀檢驗→高線加熱爐加熱→高壓水除磷→高線軋制→斯泰爾摩風(fēng)冷線→盤圓打包入庫。SWRCH35K鋼化學(xué)成分要求如表1所示。

表1 SWRCH35K鋼化學(xué)成分Tab.1 Chemical component of SWRCH35K steel %
2 盤條裂紋缺陷原因分析
在生產(chǎn)檢驗中發(fā)現(xiàn)SWRCH35K盤條1/2冷頂鍛合格率較其它系列冷鐓鋼低,廢品較多,給生產(chǎn)順行造成較大影響。生產(chǎn)檢驗中檢驗情況如表2所示。
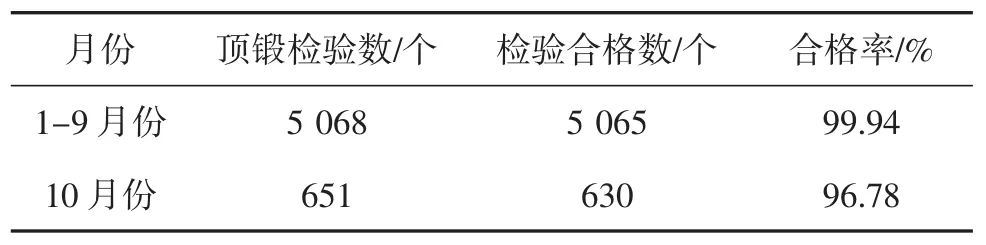
表2 冷鐓鋼SWRCH35K頂鍛合格率Tab.2 The qualified rate of SWRCH35K top forging of cold heading steel
該鋼種生產(chǎn)檢驗中,發(fā)現(xiàn)盤條1/2冷頂鍛開裂及盤條表面酸洗裂紋的現(xiàn)象,為研究其產(chǎn)生的原因,多次跟蹤盤條軋制過程,有針對性的從SWRCH35坯料進(jìn)入高線車間加熱爐開始跟蹤,發(fā)現(xiàn)過程軋件1#飛剪頭尾剪切試樣、2#飛剪頭尾剪切試樣、3#飛剪頭尾剪切試樣、成品盤條試樣存在裂紋缺陷,對此進(jìn)行宏觀特征、金相檢測檢測分析。
2.1 軋件裂紋原因分析
1)軋件裂紋宏觀特征。檢查粗軋機(jī)組后1#飛剪所剪切的軋件料頭,其表面存在裂紋缺陷,裂紋為間斷性裂紋,裂紋通常沿軋制方向的某個面不規(guī)則分布,裂紋宏觀形貌如圖1所示;

圖1 軋件裂紋宏觀形貌Fig.1 The macroscopic feature of rolled parts'cracking
2)軋件裂紋顯微特征。沿軋件橫截面截取裂紋試樣,經(jīng)鑲嵌后進(jìn)行橫截面研磨、拋光后,在顯微鏡下觀察未腐蝕裂紋試樣,發(fā)現(xiàn)裂紋深度1 231.46 μm,見圖2(a),經(jīng)4%硝酸酒精腐蝕后,檢測其金相組織,其過程軋件樣品金相檢測顯微組織為正常珠光體+塊狀鐵素體,軋件表面裂紋周圍存在有明顯的氧化脫碳現(xiàn)象,見圖 2(b);

圖2 軋件裂紋試樣顯微組織Fig.2 The microscopic structure of rolling cracking sample
3)軋件裂紋原因分析。通過對軋制過程的軋件裂紋缺陷的顯微組織觀察及分析,軋件表面裂紋存在脫碳現(xiàn)象,根據(jù)金屬材料塑性變形理論及軋制過程組織變化的規(guī)律,可以得出完好無缺陷坯料在加熱爐內(nèi)加熱后軋制,不足以使軋件裂紋附近產(chǎn)生脫碳,由此說明連鑄方坯表面本身存在裂紋,鑄坯經(jīng)過高線車間加熱爐高溫加熱后,軋件裂紋周圍產(chǎn)生氧化脫碳,經(jīng)軋制無法消除,導(dǎo)致軋件裂紋。可以判斷粗軋機(jī)組后1#飛剪所剪切的軋件裂紋的主要是由于鑄坯裂紋所致。
2.2 成品盤條裂紋原因分析
1) 宏觀特征。熱軋SWRCH35K盤條試樣經(jīng)過1/2冷頂鍛檢驗,頂鍛試樣發(fā)現(xiàn)開裂,為了確定盤條表面裂紋和盤條的1/2冷鐓開裂的對應(yīng)關(guān)系,首先,對開裂盤條成品試樣表面進(jìn)行酸洗,酸洗溶液配比按鹽酸與水1∶1配制,加熱到(68~75) ℃,酸洗(8~10) min。酸洗后去除表面氧化鐵皮的盤條試樣表面開裂形貌如圖3所示。發(fā)現(xiàn)頂鍛的開裂試樣,對應(yīng)的盤條表面均有沿軋制方向的間斷性裂紋缺陷,裂紋的產(chǎn)生方向與盤條試樣的軸向方向平行,并且單條的連續(xù)裂紋的位置與冷頂鍛后開裂區(qū)的鼓肚上的裂紋位置一致。檢測的結(jié)果初步說明,酸洗后軋材表面裂紋與頂鍛開裂試樣有明顯的對應(yīng)關(guān)系;

圖3 盤條裂紋宏觀形貌Fig.3 The macroscopic feature of rolled parts'cracking
2)微觀特征。為保證盤條檢驗結(jié)果的準(zhǔn)確性,截取盤條未酸洗區(qū)域進(jìn)行金相檢測,試樣經(jīng)鑲嵌后進(jìn)行橫截面研磨、拋光,在顯微鏡下觀察,發(fā)現(xiàn)裂紋深度112.54 μm,見圖4(a)。裂紋試樣經(jīng)過腐蝕后(腐蝕劑為4%硝酸酒精溶液),在光學(xué)顯微鏡下觀察,裂紋兩側(cè)的金相顯微組織為塊狀鐵素體+珠光體,裂紋的周圍均存在明顯的氧化脫碳現(xiàn)象,見圖4(b);

圖4 裂紋微觀特征Fig.4 The microscopic features of cracking
3) 盤條形成裂紋原因分析。通過對軋制生產(chǎn)的全過程的跟蹤和系統(tǒng)取樣分析,可以判斷盤條開裂的主要是由于鑄坯裂紋所帶來。由于高速線材的軋制速度快、時間較短不足以使盤條裂紋附近產(chǎn)生脫碳,由此表明鑄坯的表面缺陷在軋制過程中不會得到徹底消除,而是通過多道次軋制的不斷延伸,缺陷逐漸細(xì)小化,并且隨軋制道次的增加集中出現(xiàn)在軋件的某些區(qū)域,對于鑄坯裂紋缺陷在軋制過程中,隨軋件壓下量和延伸量的增加盤條表面裂紋會逐漸得到緩解,在成品盤條的表面一般不會表現(xiàn)出來;若鑄坯裂紋比較深,在成品盤條表面最終會有裂紋生產(chǎn)[4]。
3 鑄坯裂紋產(chǎn)生的原因分析
對鑄坯表面經(jīng)帶鋸沿距離表面(10~15) mm位置鋸切,將切下來的鑄坯表面切片酸洗去除鑄坯表面氧化皮(如圖5(a)),鑄坯表面質(zhì)量進(jìn)行跟蹤分析,發(fā)現(xiàn)鑄坯角部酸洗后存在較多裂紋,裂紋缺陷樣品經(jīng)切割、鑲嵌、研磨、腐蝕后在光學(xué)顯微鏡下檢測裂紋深度(如圖5(b)),其深度1 994.81 μm,裂紋周圍存在脫碳現(xiàn)象。從裂紋高倍分析有脫碳,說明裂紋主要還是源于結(jié)晶器或二次冷卻。

圖5 裂紋特征Fig.5 Features of cracking
為了找出鑄坯角部裂紋產(chǎn)生的主要原因,對生產(chǎn)過程跟蹤統(tǒng)計分析:
1)結(jié)晶器冷卻水水流量控制、結(jié)晶器進(jìn)出水溫差控制及出水溫度控制、鋼水過熱度控制等綜合統(tǒng)計分析,結(jié)晶器冷卻水的水流量為(120~125) m3/h,結(jié)晶器的進(jìn)出水溫度之差控制在(6.8~7.5)℃左右,同時結(jié)晶器的出水溫度控制在40℃以內(nèi),均符合生產(chǎn)工藝要求;
2) 鋼水的過熱度要求控制范圍為(25~35)℃,但實際生產(chǎn)控制中,鋼水過熱度波動范圍較大,實際過熱度為(15~50)℃,過熱度變化大,為了生產(chǎn)順行,只能通過調(diào)整拉速來適應(yīng)生產(chǎn),拉速變化頻繁。過高的過程鋼水澆鑄溫度,使得凝固的坯殼減薄,高溫的鋼水沖刷侵蝕著凝固坯殼,尤其是出現(xiàn)了浸入式水口未對中時,造成連鑄坯坯殼局部侵蝕得比較嚴(yán)重,從而導(dǎo)致坯殼厚度不均勻且在鋼水的靜壓力作用下,而產(chǎn)生鑄坯角部的表面裂紋;
3)連鑄坯表面星狀裂紋、網(wǎng)狀裂紋、角部裂紋的產(chǎn)生與結(jié)晶器保護(hù)渣的理化指標(biāo)有著密切相關(guān),熔化速度過慢或者過快,均會導(dǎo)致相對應(yīng)的液渣層過薄或者過厚,渣膜分布不均勻而出現(xiàn)鑄坯角部裂紋[5-6]。
針對以上情況,對煉鋼工序進(jìn)行加強(qiáng)控制,減少鑄坯裂紋的生成。
4 裂紋的控制措施
為了降低和防止連鑄方坯角部表面裂紋的產(chǎn)生,采取了以下控制裂紋產(chǎn)生的措施:
1)通過精煉工序?qū)︿撍线B鑄的鋼水溫度進(jìn)行調(diào)整,降低鋼水連鑄過程的過熱度,過熱度波動范圍控制在(25~35) ℃,穩(wěn)定連鑄工序生產(chǎn)節(jié)奏,中間包使用雙層覆蓋劑,全程大包套管氬封保護(hù)澆注;
2)結(jié)晶器影響主要在于弱冷。弱冷從結(jié)晶器水流量走中下限、提高保護(hù)渣填充均勻性和控制傳熱能力兩方面入手。結(jié)晶器冷卻水流量在原來結(jié)晶器冷卻水流量為(120~125)m3/h的基礎(chǔ)上降低15 m3/h,調(diào)整后的結(jié)晶器冷卻水流量為(105~115) m3/h;
3)生產(chǎn)過程出現(xiàn)液面異常波動時,對應(yīng)鑄坯進(jìn)行切除判廢,杜絕異常坯料流入軋制工序。
在接下來的時間對以上措施的實施及后續(xù)生產(chǎn)的盤條質(zhì)量進(jìn)行跟蹤,生產(chǎn)SWRCH35K鑄坯121爐,未再出現(xiàn)因鑄坯裂紋導(dǎo)致的盤圓冷鐓鋼開裂的問題,說明以上相應(yīng)的解決措施,對提高盤條質(zhì)量取得了良好的效果。
5 結(jié)語
1)SWRCH35K盤條表面裂紋主要是由于鑄坯表面裂紋在軋制過程無法消除造成;
2)鑄坯表面裂紋在軋鋼工序沒有完全消除,造成盤條表面裂紋,而導(dǎo)致1/2冷鐓開裂;
3)通過合理控制精煉工序鋼水溫度、連鑄工序結(jié)晶器冷卻強(qiáng)度、連鑄異常坯剔除等措施,可以有效控制鑄坯表面裂紋缺陷,給軋制工序生產(chǎn)提供表面質(zhì)量合格的坯料,從而解決了盤條裂紋的問題。
猜你喜歡
精密成形工程(2023年10期)2023-10-18 02:43:40
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(2021年4期)2021-11-22 07:44:46
裝備制造技術(shù)(2020年2期)2020-12-14 03:09:30
裝備維修技術(shù)(2020年15期)2020-11-28 09:45:30
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
智富時代(2018年12期)2018-01-12 11:51:50
四川輕化工大學(xué)學(xué)報(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
中國機(jī)械工程(2016年21期)2016-12-24 01:54:00
中小企業(yè)管理與科技·上旬刊(2016年9期)2016-05-14 22:58:25
