鋁電解陽極組裝系統自動控制新技術研究*
2022-03-09 07:33:32李愿飛普俊彪趙瑞敏李順華祁連偉
云南冶金 2022年1期
李愿飛,丁 磊,普俊彪,趙瑞敏,李順華,肖 劍,祁連偉
(云南云鋁涌鑫鋁業有限公司,云南 建水 654300)
鋁電解用陽極炭塊是電解生產不可缺少的原材料,隨著中國電解槽技術自動化裝備、智能化裝備技術的發展,國內電解鋁企業淘汰了傳統的地攤式澆鑄方式,轉而采用大型機電一體化生產設備,實現了陽極上下線、在線運輸、電解質清理、破碎、殘極、磷鐵環壓脫、陽極組裝、澆鑄等工序的機械化和自動化。現有的電解鋁廠陽極自動化組裝車間配置情況而言,雖然先進的生產設備和管理水平使車間生產環境有了很大改善,但存在陽極炭塊澆鑄生產力低、炭塊鋼炭壓降高、陽極鋼爪氧化層清理難度大等技術難題,對電解生產工藝產生較大的影響。
本文針對某電解鋁廠陽極組裝車間現狀,開展全流程一體化自動控制技術方案研究、單懸鏈雙小車自動控制系統技術研究、甩鏈清理機自動控制技術研究等,開發出鋁電解陽極組裝系統全流程一體化自動生產線及控制技術,解決了陽極組裝系統設備缺陷多、自動化程度低、澆鑄壓降高等技術難題。
1 技術研究及開發
1.1 陽極組裝系統全流程一體化自動控制技術方案研究
針對傳統陽極組裝系統設備缺陷多、停機率高、生產工藝不匹配、檢修頻繁、生產成本高、自動化程度低、澆鑄壓降高等鋁行業共性工程技術難題,研究陽極組裝系統全流程一體化自動控制技術,以PLC控制系統和觸摸屏為主要技術手段,利用PLC的通訊控制功能實現各設備間的聯網監控通訊,通過生產過程的自動控制、過程監視、故障自動診斷及安全實時監控,改善炭塊組裝系統的性能,完成組裝生產工藝的自動控制,生產線運行協調性和安全可靠性將得到大幅提高,有效地實現人機融合,實現全流程一體化控制。
1.2 單懸鏈雙小車自動控制系統技術研究
420 kA電解槽單塊陽極重量1 t左右,陽極的增大增重對自動化陽極組裝生產懸鏈系統提出了更高的要求。原設計懸鏈單小車在運行過程中經常需要旋轉陽極以方便作業,由于陽極增重小車在經常性的旋轉過程中旋轉慣性較大,導致小車轉向架損壞而影響生產的正常開展。單懸鏈雙小車運行方式的難點在于前后小車位置不能變換,小車在進入卸站須自動轉為橫向卸新陽極,裝殘極出裝站須自動轉為縱向,以滿足地面設備正常生產需要[1]。針對此工程技術問題公司自主開發出單懸鏈雙小車自動控制系統技術,采用陽極縱向行走的雙小車結構形式來解決這一難題。在裝卸站承載小車對應懸鏈段采用雙軌道形式,即前小車在一個承載軌上運行,后小車在另一個平行的承載軌上運行,小車帶著承載桿運行和懸鏈成90度,輔助的牽引鏈把每個小車輸送到各自的停止工位,輔助的牽引鏈單獨設立驅動裝置,并單獨設置一套絲杠張緊裝置,便于調整推桿能夠同時進入平行軌道。
開展了單懸鏈雙小車裝卸站自動行程控制技術研究,從入口到緩沖站的輸送小車組縱向積存在入口前停止器后方,停止器打開小車組被逐一放到裝卸站緩沖區,在至緩沖區的道岔前設置一個檢測開關,前小車通過動力鏈牽引通過道岔直行,前小車通過道岔后會有檢測開關檢測,道岔閉合,后小車通過道岔后在彎道上運行,在設定位置后前后小車均被動力鏈牽引平行運行,小車需要停止的地方均按要求積存間距設置停止器,前后小車各行其道,但軌道間距不同,兩條軌道上均設置了停止器,保證前后小車同時停放,緩沖站位置設置6對停止器,停止器間距為(700+840+700+840+700)mm。從緩沖區到卸站的輸送兩個對應的停止器打開,小車從緩沖位置輸送到卸站第一個位置后停止,其它5臺小車重復同樣的動作完成緩沖區到卸站的輸送功能,從卸站到裝站的輸送原理與從緩沖區到卸站的輸送相同,從卸站到卸站緩沖區的輸送原理與從緩沖區到卸站的輸送相同,卸站緩沖區到出口的輸送前后小車2個并列的軌道通過道岔回合為一條軌道,前小車通過道岔并經檢測后,后小車也進入相同的的軌道開始縱向運行,后小車通過道岔時,后小車動力鏈脫鉤。承載梁上設置軸承,便于承載梁旋轉靈活,兩條并列的軌道軌間距不同。通過創新型配置,實現了陽極從橫向上鏈轉到縱向運行及陽極從縱向運行轉向橫向下鏈的全過程,實現全流程自動化控制,陽極澆鑄處理能力70顆/h。

圖1 雙小車運行結構示意圖Fig.1 Schematic diagram of double trolley running structure
1.3 甩鏈清理機自動控制技術
甩鏈清理機由四臺甩鏈及噴吹系統組成,其作業過程主要是清理殘極上、側表面和鋼爪表面的粘附雜物并進行噴吹清潔。甩鏈清理機在投入使用初期便出現甩鏈機聯軸器頻繁損壞問題,清理下來的物料落入輸送皮帶后混入收邊破碎料和覆蓋料中,造成鋁液質量波動[2]。甩鏈機的正常使用能有效清除殘極上、側表面的極上料及鋼爪表面產生的部分氧化鐵[3]。針對甩鏈機清理下來的物料會影響原鋁質量的問題,在甩鏈機下制作收料箱將該物料進行收集裝袋分離處理,避免與破碎料混合。針對甩鏈清理機在投入使用過程中甩鏈機聯軸器頻繁損壞的問題,通過分析原因主要是甩鏈機啟動力矩較大造成。通過重新計算選型,采取如下改進措施:
1)采用新型具有抗較大扭矩的聯軸器;
2)增設變頻器實現甩鏈機的柔性啟動,減小啟動阻力,甩鏈清理機改造使用至今,運行穩定,清理效果良好;
3)自主開發出自動、快速清理陽極鋼爪氧化鐵的滾筒裝置,用環形鐵鏈,借助高速旋轉的環形鐵鏈撞擊鋼爪表面的電解質和鐵銹,確保不同氧化程度鋼爪表面所依附的雜質通過回轉撞擊震動后,能有效的從鋼爪表面脫落,改變清刷器的轉速,即可調節環形鐵鏈對附著物的清刷力,改變環形鐵鏈的長短,則可調整清刷區域的大小。由一根2 400 mm的長軸,加工成兩端φ50 mm中部φ70 mm的階梯軸,兩側安裝軸承座,帶輪。軸從圓周方向劃成六等分,每一等分面上焊接高150 mm長1 700 mm的鋼板在軸上,每一塊鋼板上有13個槽,在槽兩側分別焊接上φ15的無縫鋼管,插入一根1 600 mm的圓鋼在無縫鋼管內,每個鋼板上的槽內穿入一截環鏈,圓鋼一端用角鋼螺栓固定,一端抵在鋼板槽內壁上,保證圓鋼不會在整個甩鏈滾筒運轉過程中脫落。整套裝置安裝完成后,做動平衡調整確保運轉的平順性[4]。裝置處理能力75顆/h。

圖2 鋼爪清理滾筒外形結構Fig.2 Appearance structure of steel claw cleaning roller
1.4 殘極電解質全自動清理技術研發
從電解槽換出的殘極表面覆蓋一層18 cm左右的電解質塊(面殼塊),在組裝生產線上通過人工將其破碎與殘極炭塊分離,破碎作業量大、效率低,平均一次清理一塊殘極,需要耗時2 min,原設計為保證正常生產該工位每班采用6人,分3個工位同時作業,但是部分殘極的極上覆蓋料較硬,每班需清理更換的陽極300顆,按連續重復不間斷作業量大,沒有機械清理設備,使用風鎬作業,風鎬打擊力度不夠,使用壽命不高,不能滿足組裝生產線設計產能60組/h。當殘極上的電解質較少或者已經脫落,人工清理相對容易,清理速度最快可達到65 s/顆,項目開發出陽極電解質自動清理裝置,實現清理速度≤60 s/顆,替代人工清理。

圖3 人工清理殘極表面覆蓋料Fig.3 Anode scrap surface cover material by manual cleaning
統計了6個工人清理一塊陽極電解質的作業時間,生產過程中6個工人平均清理一顆陽極需要112 s。電解殘極面殼塊人工清理存在的主要弊端:①清理作業體力繁重。清理作業量大,耗費作業人員體力,清理時間長,效率低,降低鋁電解經濟技術指標;②對職業健康不利。清理過程風鎬振動、粉塵危害作業人員職業健康;③安全隱患。清理作業時間過長導致作業人員疲勞,同時易發生機械傷害,產生安全隱患。人工清理殘極炭塊時間見表1。

表1 人工清理時間統計Tab.1 Statistics of manual cleaning time s
傳統的殘極極上料電解質塊料清理裝置,一般采用炭塊鋼爪梁進行扶正定位、機械穿刺對殘極極上料電解質塊料進行清理[5]。存在的問題有:在扶正定位過程中炭塊碎裂,不利于物料分離、殘極上電解質超過鋼爪梁時就無法準確定位扶正,無法進行清理[6];機械穿刺受限于電解塊料硬度及形狀,無法對電解質塊料堅硬以及形狀較大的殘極進行清理。自主開發出電解質全自動清理機,裝置由機架總成單元、控制單元、動力單元、執行單元四大部分組成。該裝置自動協同上下游設備完成殘極鋁導桿扶正、鋁導桿爆炸塊扶正定位、風動打殼機進行殘極極上料電解清理等工作流程[5]。機架總成:機架由厚壁方管、矩形管焊接成兩層長方體框架結構,其余裝置焊接在框架結構的橫梁上,框架結構四個側面除兩道檢修門外,其余均由薄鋼板覆蓋,保證清理裝置的氣密性確保粉塵不外溢。正下方焊接一個下料溜槽;推進裝置、鋼爪定位裝置焊接在長方體框架結構的兩個對面;導桿居中裝置,焊接在長方體頂面的一側。控制單元:清理裝置的電氣控制,傳感器、執行元件分設在現場,統一接入現場的一個I/O站點模塊。I/O站點ControlNet網絡站點模塊接入主控制PLC網絡。實現在主控制PLC的控制下自動運行。動力單元:裝置需要的動力能源,主要由壓縮空氣、液壓提供。分別由現場的壓縮空氣管道和現場液壓站提供。執行單元:由液壓油缸、氣動打殼機組成。工作流程:懸鏈輸送機導桿運輸到位→導桿居中關閉到位→鋼爪梁居中關閉到位→推進裝置前進→打殼機氣源電磁閥開啟→一次推進不到位→推進裝置后退3 s→推進裝置后退到位→導桿居中、鋼爪梁后退到位→懸鏈輸送機排除導桿到下一個工位安全聯鎖裝置:操作臺上設急停按鈕,與懸鏈輸送機、皮帶輸送機進行聯鎖保護。急停按鈕按下時,懸鏈輸送機、皮帶輸送機急停保護。

圖4 電解質自動清理機示意圖Fig.4 Schematic diagram of electrolyte automatic clean machine
電解質全自動清理機清理殘極炭塊時間統計如表2所示。
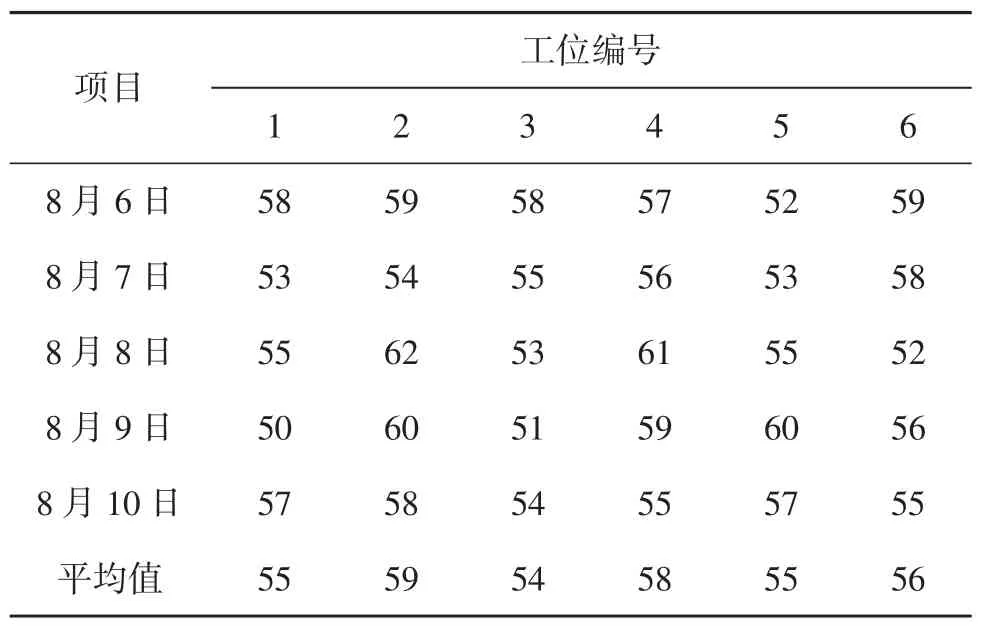
表2 電解質全自動清理機清理時間統計Tab.2 Statistics of electrolyte automatic clean time s
通過表2可以看出,該裝置應用后每班6個人減少為3個人,對3個人清理一塊陽極時間進行統計,并繪制了折線圖,通過全自動清理機清理時間可以看出:自主研發的電解質自動清理機應用后件減少崗位人員配置3人、提高勞動生產力50%,清理殘極的平均為56 s,與6個工位112 s時間相比縮短時間56 s、縮短工時50%。自動清理機清理后鋼爪完好率為100%。

圖5 殘極自動清理鋼爪完好Fig.5 Steel claw in excellent condition after anode scrap automatic clean
殘極底掌電解質清理技術:殘極底部表層電解質含量較高,其中含有大量的Na,Ca等雜質,是降低殘極灰分控制的關鍵,并且人工清理相當困難。為實現殘極底部表層電解質清理的自動化,項目結合自身生產實際,進行了殘極電解質清理的技術研發。發現殘極底部粘附的電解質附著力不強,疏松、稍加外力便能將其清除[7]。項目開發出殘極底部電解質清掃裝置安裝于殘極壓脫機前進行殘極底部粘附電解質的清掃工作[8]。該清掃裝置由固定支架、可調節升降支架及清刷鋼絲繩等組成。其工作原理是通過調節升降支架來滿足不同殘極底掌高度,利用鋼絲繩具有柔性和剛性能滿足一定高度變化要求的特性將鋼絲繩端頭解散為掃把狀來實現對通過陽極底掌電解質的刮掃工作,處理能力75顆/h。
2 試驗研究及分析
2.1 陽極炭塊鋼炭壓降變化情況
研究技術在陽極組裝車間產業化應用,鋼炭壓降由原來的114.3 mV降至74.20 mV、降低40.1 mV,節能效果顯著。應用效果見統計表3所示。
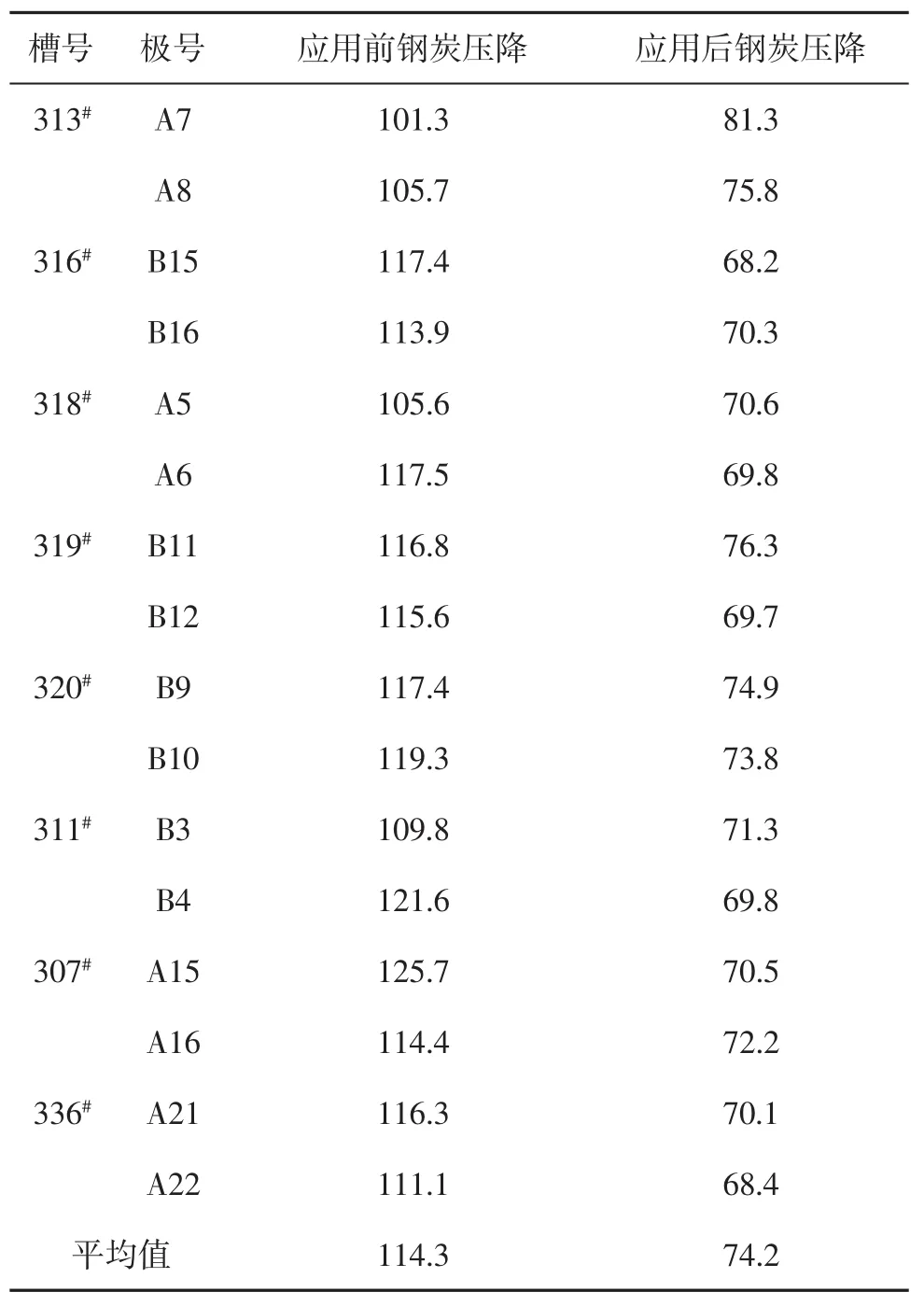
表3 技術應用前后澆鑄鋼炭壓降對比Tab.3 Pressure drop comparison of casting steel carbon before and after technology application mV
2.2 殘極返回料成份檢測
通過對7批次返回料成份進行檢測,殘極分析水為0.10%、殘極灰分為0.88%、鐵含量為1 027.14 g/t,整體質量得到有效保障。分析檢測結果如表4所示。
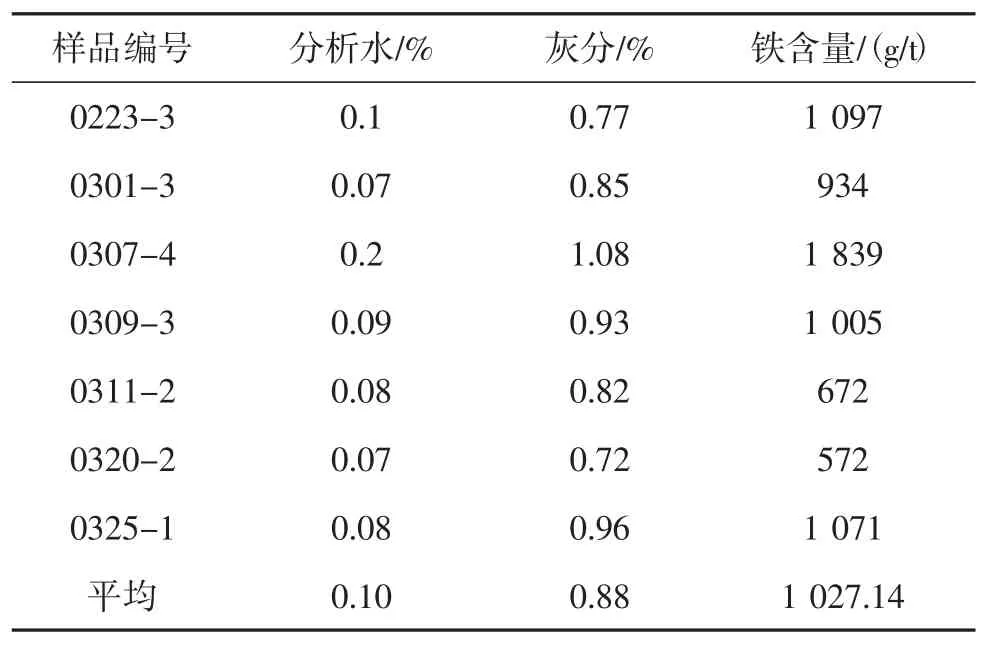
表4 殘極返回料成分檢測Tab.4 Composition detection of return scarp of anode scrap
3 技術效果及應用
技術在某電解鋁企業陽極組裝車間應用,陽極澆鑄處理能力70顆/h、殘極表面面殼塊清理時間平均為56 s/棵、縮短工時50%、鋼爪完好率達100%、陽極底掌電解質清理處理能力75顆/小時、殘極灰分≤1.0%,新澆鑄陽極鋼炭壓降≤75 mV。

圖6 智能化陽極組裝系統Fig.6 Intelligent anode assembling system
4 結語
1)采用全流程一體化自動控制技術,解決了陽極組裝系統設備缺陷多、自動化程度低、澆鑄壓降高等技術難題;
2)實現了陽極炭澆鑄流程中自動控制、過程監視、故障自動診斷、安全實時監控等功能;
3)新陽極炭塊澆鑄鋼炭壓降≤75 mV;
4)陽極澆鑄速度達到70顆/h,殘極的清理速度達到75顆/h,鋼爪完好率達100%;
5) 殘極中水為0.10%、殘極灰分0.88%、鐵含量為1 027.14 g/t。
