餐具用鋁箔生產關鍵技術研究*
2022-03-09 07:33:20李翠紅王義仁賈瑞嬌宋志國楊建波劉順江
云南冶金 2022年1期
李翠紅,袁 榮,王義仁,賈瑞嬌,宋志國,楊建波,劉順江
(云南浩鑫鋁箔有限公司,云南 昆明 650502)
鋁箔具有高阻隔性、質輕、能夠防潮、防水、防腐、遮光,安全健康、環保等優點在包裝行業應用廣泛[1]。鋁箔餐盒的無毒、健康完全符合國家食品容器衛生標準,不僅可回收利用,而且能達到降低污染、節約能源的目的,受到越來越多人的青睞。開展餐具用鋁箔的生產關鍵技術研究,對企業的發展有很大意義。為了開發出滿足市場需求、高品質、高附加值的綠色餐具用鋁箔,本文對某公司餐具用鋁箔生產技術進行了研究。
1 餐具用鋁箔生產工藝
1.1 合金成分
某公司生產餐具用鋁箔根據客戶要求主要采用8011合金生產。化學成分見表1。

表1 8011合金鑄軋帶坯生產餐具用鋁箔化學成分Tab.1 Chemical component of aluminum foil for tableware produced by 8011 alloy cast-rolling strip %
1.2 餐具用鋁箔生產工藝流程
餐具用鋁箔生產工藝流程如圖1所示。

圖1 餐具用鋁箔生產工藝流程圖Fig.1 Process flow chart for production of aluminum foil for tableware
2 餐具用鋁箔生產工藝關鍵技術研究
2.1 鋁熔體的凈化技術
隨著鋁箔深加工企業對鋁箔質量要求的提高,鋁箔生產企業對質量要求也越來越高,高品質鋁熔體決定了鋁箔坯料的質量,而氫含量的高低則是高品質鋁熔體關鍵影響因素。熔體凈化技術是提高鋁熔體質量的主要途徑,同時熔體凈化效果又直接影響后道工序的生產效率,因此保證熔體凈化質量,研究開發高效鋁熔體精煉凈化技術,對生產高質量餐具用鋁箔具有舉足輕重作用[2]。鋁液精煉后會轉至保溫爐中,有時由于鑄軋機突發異常情況而使鋁液在保溫爐內靜置時間長達(8~12)h,在此過程中鋁液一直在吸氫、氧化,氫含量和氧化夾雜不斷增加,增加后續鋁箔軋制中產生氣道、夾渣等缺陷的質量風險。為了降低鋁液中的氫含量,采用ALPUR在線除氫技術。ALPUR在線除氫技術是借助旋轉噴嘴產生微小氣泡的爐外熔體連續凈化處理裝置。在研究實施過程中,對Alpur在線除氫工藝進行了優化,在其它條件相同的情況下,精確控制Ar氣體流量在(2.5~3.0)m3/h、噴頭轉速在(265~285) r/min,通過控制氣體流量和噴頭轉速,改善氣泡數量和直徑,增加氣液接觸的時間,達到最佳的除氫效果。通過優化在線除氫工藝,使熔體氫含量小于0.1 mL/100 gAl,保證了鋁熔體的潔凈度,得到了純凈的鋁熔體,后續生產出的餐具箔在線檢測針孔數為0。
2.2 冷軋板型控制技術
板型是鋁板帶重要質量指標,高精度板型是高級精品鋁板帶重要特征。板型控制是超寬幅鋁板帶軋機的核心技術、前沿技術和高難度技術。在生產餐具用鋁箔過程中,冷軋板的板型對高品質鋁箔起著決定性作用,因此要嚴格控制鋁板的平直度I和厚度公差。板型平整,無明顯鼓泡,無明顯單邊松緊及因開切問題產生內層橫向印痕是軋制最基本的要求。為滿足產品的質量及客戶的要求,通過多次研究試驗確定了工作輥粗糙度(0.3~0.6) μm,凸度0,使用中間輥CVC在線可變凸度控制,凸度變化(-0.1~+0.6) mm,開卷張力 (20~30) N/mm2,卷曲張力 (20~30) N/mm2,速度≥600 m/min的軋制工藝。有效的控制板型平直度≤10 I,厚度公差誤差≤±1.5%。
通過采用上述工藝參數,有效解決了因冷軋板型問題而導致后續軋制質量缺陷,極大提高了餐具用鋁箔的生產效率和成品率,結果如表2所示。

表2 餐具用鋁箔生產工藝對比Fig.2 Comparison on production process of aluminum foil for tableware
2.3 VC輥板型控制技術
隨著科技的發展,鋁箔材料的應用越來越廣泛,市場對鋁箔產品的板型精度要求越來越高,設備設計制造水平不斷提高,鋁箔軋機也不斷向寬幅發展,這就使得鋁箔軋制過程中板型越來越難控制。由于負輥縫軋制的原因,軋輥傾斜和液壓彎輥對板型的控制作用已不明顯,同時由于工作輥與支承輥輥徑比的關系及軋機輥面較寬,彎輥控制對于軋輥中部的機械凸度控制基本無效。這個時候雖然通過軋輥冷卻控制軋輥熱凸度可減小前兩種控制所剩余的板型局部偏差,但響應速度慢,控制效果也隨厚度減薄而減弱。為解決這一問題,國內外的軋機設計者和生產廠家開始采用可變凸度輥(VC輥)作為支承輥使用,用于消除板型拋物線部分偏差,大幅度提高了板型質量[3-6]。
目前某公司軋機的板型控制都是靠操作手的經驗,加上生產設備的特性,使得生產過程當中對于板型的控制變得異常困難,大大的增加了分卷、分切的難度,限制了分切的效率。而鋁箔軋制的核心就是如何控制好板型。VC輥板型控制技術可以達到以下效果:①改善板型質量;②可在線改變凸度,從而達到調整板型的目的;③改善冷啟動對板型的影響;④通過在線調節板型控制,可達到快速調整板型效果,降低每卷的頭尾廢料;⑤可以與傳統的支承輥組件互換。
為了改善板型質量,提高鋁箔綜合成品率,某公司通過開發VC輥板型控制技術,探索出最佳軋制配制參數,確定了工作輥粗糙度(0.30~0.4)μm,凸度(+0.04~+0.06) mm,開卷張力(30~50)N/mm2,卷曲張力 (30~40) N/mm2,速度 (300~600) m/min,軋制力(80~150) t的軋制工藝。采用以上參數軋制可有效的控制板型平直度≤5 I,厚度公差誤差≤±3%,結果如表3所示。
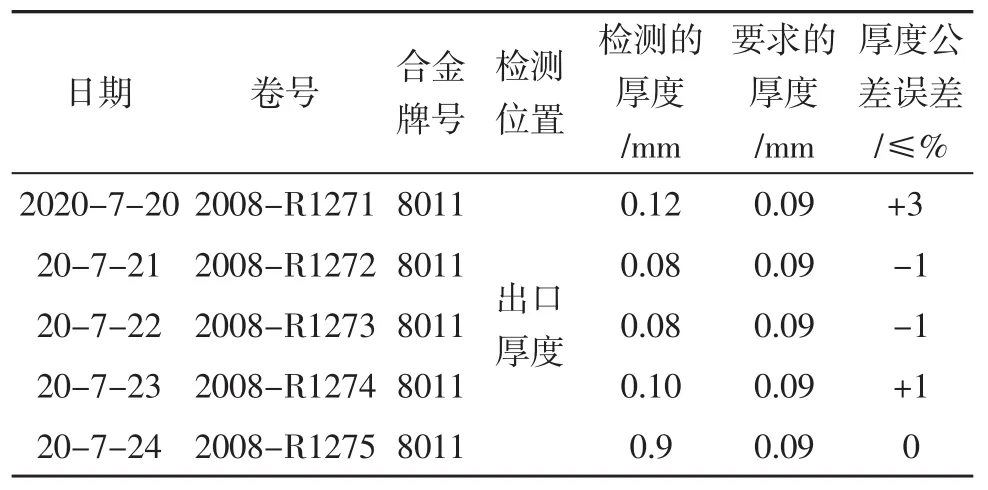
表3 厚度公差統計表Tab.3 Statistical table of thickness tolerance
2.4 表面質量控制技術
電解鋁液鑄軋法制備餐具用鋁箔試驗卷在后續的使用過程中,因表面粗糙、條紋多,嚴重影響后續加工,導致產品質量不合格。通過分析發現鋁箔表面粗糙的主要原因在于坯料的原始晶粒粗大,導致后續軋制過程中鋁箔兩面的變形不一致,從而產生表面粗糙。餐具用鋁箔坯料由于使用電解鋁液直接生產,其自身存在“三高一低”的特點,影響了鑄軋坯料的晶粒度。為了得到組織均勻、晶粒細小的鋁箔坯料,鋁液中需要添加晶粒細化劑來細化晶粒。眾多晶粒細化劑中,Al-Ti-B絲對鋁合金熔體的晶粒細化效果非常顯著,Al-Ti-B絲細化劑的細化效果取決于細化劑中的TiAl3、TiB2。TiB2晶粒與周圍基體無共格關系,不是鋁晶粒的有效核心,而基體中存在的TiAl3則與周圍鋁原子有共格關系,是有效形核劑[7-8]。李純遲等[9]的實驗研究表明TiB2能促進TiAl3形核,強化細化效果。采用Al-Ti-B絲作為晶粒細化劑來細化晶粒,通過多次試驗研究,確定了Al-Ti-B絲的添加溫度≥720℃、添加量 (2.0~3.0) kg/t·Al,添加點在鋁合金熔體流入箱體式除氣機入口處在線連續添加。通過除氣箱不停運轉地除氣,Al-Ti-B絲在不停的旋轉過程中,也被均勻地攪拌在鋁合金熔體中,大顆粒或者其他雜物則隨著除氣產生的浮渣一起浮在表面,所以每隔一段時間要清除一次表面浮渣。通過使用Al-Ti-B絲作為晶粒細化劑,有效控制鋁箔鑄軋坯料晶粒度,達到1級標準,提高了鋁箔表面細膩度。
2.5 表面清潔技術
表面質量是高品質餐用鋁箔的重要質量指標,表面質量缺陷可分為黑點、黑條、油污、油斑等。鋁箔產品表面油污質量缺陷產生的原因,其歸根是鋁箔表面的除油問題,但是鋁箔在生產過程中由于工序多而且每個工序都是多個道次軋制,難點在于找到“黑點、黑條”產生的根源,同時由于設備缺陷造成產品質量難以達標。因此某公司通過油滴、油霧、油膜揮發等三個方面進行控制。
1)油滴控制。油滴來源可分為支撐輥旋轉帶出的旋散油滴、軋機吹掃氣流運動受阻后反彈的邊部油滴。支撐輥的旋散油滴可通過調整刮板膠條的貼合緊密性和壓力來大量“刮除”;剩余的油量可以通過出口防濺板內的上輥縫空氣吹掃裝置將其吹離板寬范圍。軋機吹掃氣流運動受阻的飛濺油滴可結合上板面各區域的吹掃風量的配合調整以及邊部堵油來進行控制;
2)油霧控制。鋁箔軋制時,軋制油在接觸高溫軋輥后揮發,隨吹掃空氣或上升氣流流動,形成大量油霧。當油霧與鋁箔表面接觸時,冷卻吸附在鋁箔表面,進一步增加其表面油膜量;當油霧在軋制通道上方冷凝時,會匯集形成冷凝油滴滴落至鋁箔表面。油霧的控制除了降低軋制油溫度和軋制速度外,可在軋機出口側增加由上向下的氣流,創造一個“正壓”環境以防止油霧向上運動;增加風機使油霧由軋機出口側吹向入口側,讓油霧從軋機入口側經排煙風機收集交全油回收裝置冷凝回收;
3)油膜控制。鋁箔軋制時,表面會有一層油膜,油膜過厚會降低鋁箔與其他材料的粘附性。以下方式可降低鋁箔表面的油膜厚度:①增大軋制道次加工率,可以降低油膜厚度,軋制餐具用鋁箔時加工率在40%~60%利于油膜的控制;②增大軋機吹掃風壓,可降低油膜厚度,軋制餐具用鋁箔時吹掃風壓控制在(4.0~6.0)Bar較宜;③降低軋制油粘度,有利于油膜的揮發。軋制油為90#基礎油時,采用4%~7%的軋制油添加劑(添加劑越高,粘度越大)即可滿足軋制潤滑條件,對應粘度為(1.9~2.0) mm2/s,油膜較易揮發;④趁熱分切,利于油膜的揮發。餐具用鋁箔成品軋制后的料溫一般在(60~75)℃,軋制后立即分切,分切速度控制在600 m/min以內,有利于油膜進一步揮發。
3 結語
1)采用ALPUR在線除氫技術,精確控制Ar氣體流量在(2.5~3.0) m3/h、噴頭轉速在(265~285) r/min,可有效去除鋁合金熔體中的氣和渣,氫含量≤0.1 mL/100 gAl,生產出的餐具用鋁箔針孔數為0;
2) 采用冷軋板型、VC輥板型控制技術,確定了工作輥粗糙度 (0.30~0.4) μm,凸度 (+0.04~+0.06) mm,開卷張力 (30~50) N/mm2,卷曲張力 (30~40) N/mm2,速度 (300~600) m/min,軋制力(80~150) t的軋制工藝參數,有效控制板型平直度≤5 I,厚度公差誤差≤±3%,有效解決了餐具用鋁箔生產中由板型不良帶來的質量缺陷,極大提高了餐具用鋁箔的成品率;
3)采用表面質量控制技術,確定了Al-Ti-B絲的添加溫度≥720℃、添加加量(2.0~3.0) kg/t.Al,在鋁合金熔體流入箱體式除氣機入口處在線連續添加,有效控制鋁箔鑄軋坯料晶粒達到1級標準,提高鋁箔表面細膩度,有效改善了餐具箔表面質量;
4)通過油滴、油霧、油膜揮發等三個方面進行控制,有效去除鋁箔表面油污,控制表面“黑點、黑條”等缺陷產生,生產出了高質量餐具用鋁箔,得到客戶的高度好評。
