JM -S 氣化爐安裝技術
2022-03-11 01:30:46張國濤
石油化工建設 2022年1期
張國濤
中國化學工程第九建設有限公司 遼寧 盤錦 124000
在國家調整能源結構的政策指導下,發展潔凈能源技術已成為一項重要戰略目標。“潔凈煤氣化技術”以其煤炭利用率高、低排放,可生產多種油品、城市天然氣、合成氨、尿素和多種化工基本原料的特點,近年來在國內快速興起。目前國內煤氣化裝置應用較多的碎煤加壓氣化技術,是我國消化吸收國外的技術。但碎煤加壓氣化技術存在蒸汽利用率低、氣化溫度分布不均勻等諸多問題,為此,JM- S 爐應運而生。這種爐型是碎煤加壓氣化技術的“升級版”, 通過對爐體和工藝流程的全面優化和系統升級,形成一整套適用于晉城乃至全國無煙劣質塊煤的專用設備及氣化技術工藝包,具有改造投資小、耗煤量少、產氣量大、運行維護成本低等綜合優勢。在滿負荷運行狀態下,合成氨成本可降低約200 元/ 噸,單爐全年可降低生產成本3000 萬元。在全國首套JM- S 爐——晉煤天慶項目“JM- S 爐”安裝過程中,中國化學工程第九建設有限公司(以下簡稱九化建)采用“雙機抬吊”和“四步爐篦安裝法”,提前52d 完成施工。
1 設備監造
1.1 JM-S 爐體監造
檢查外殼體、內筒體進展,查看關鍵控制節點計劃,重點核查內筒體穿套。下椎體和外殼體環焊縫堆積焊,內筒和外殼內平板拼接,進行無損檢測。焊縫采用局部熱處理,除銹防腐,設備整體要進行水壓試驗。
1.2 灰鎖及煤鎖監造
重點檢查灰鎖和煤鎖下椎體制作、筒體制作和封頭制作,注意與計劃對比進展情況。落實關鍵控制節點:設備組對和環焊縫堆積焊,無損檢測,設備整體熱處理,除銹防腐,設備整體水壓試驗。
2 地基處理
2.1 QUY650 履帶式起重機最大對地壓強
QUY650 履帶式起重機最大吊裝重量為155t,330t吊鉤重8.9t,吊索具重量之和為2t,起重機履帶下方鋪設8 塊路基板總重量為8×6.8=54.4t,超起配重250t,650t履帶吊自重(本次使用工況)約為580t,則吊裝總對地壓F=155+8.F=155+8.9+2+54.4+250+580=1050.3t。
650t 履帶吊兩條履帶下共鋪設8 塊路基板,路基板尺 寸 為6m ×2.2m,路 基 板 總 面 積A=8 ×2.2 ×6=105.6m2,
則吊裝時路基板對地壓強PK=F/ A=1050.3/ 105.6=9.95t/ m2。
取綜合影響系數為1.2,
則P=1.2PK=9.95×1.2=11.94t/ m2。
2.2 地基處理方法、要求
(1)大型設備吊裝場地包括吊裝作業區、吊車行走路線場地和吊車組對場地。
(2)對土建工程施工回填要求:土建工程實施階段,對于所有開挖區域,包括基礎施工開挖、地下管線、隱蔽工程開挖,以及臨時開挖過的區域,一定要嚴格按照規范要求回填夯實。
(3)根據地質勘探成果和起重機對地壓強要求,各裝置原始地基情況較差,不能滿足吊車站位需求,必須進行專門的地基處理。地基處理主要采用更換墊層法。
2.3 地基處理原則
(1)裝置區內已完成施工的正式道路,在養護期過后要加以特殊保護,供大型運輸車輛和吊車使用。保護措施如下:在正式路面上鋪墊厚度在50mm 以上細砂,壓實后鋪墊路基板或30mm 及以上厚鋼板,吊裝結束后清除。
(2)大型吊車行走和吊裝作業要求地耐力和沉降達到規定要求。
2.4 大型吊車地基處理方法
(1)大型吊車站位處開挖或墊高的深度依據每個吊車站位點地質勘探鉆孔剖面圖的數據進行分析,遵守《建筑地基基礎設計規范》。
(2)吊車吊裝站位區域地基承載力應達到11.94t/ m2以上。
(3)吊車吊裝場地地基處理方法:向下挖深800~1000mm,基底應夯實平整;然后用碎石分層回填,每層回填高度300mm, 用砂礫石料填縫并分層碾壓,用20t 的壓路機振動壓實;每層做完后需做密實度試驗,要求壓實系數≥0.97,檢測合格后方可施工下一墊層;最后上方鋪設吊車路基板進行吊裝。
(4)吊車行走及溜尾吊車行走區域向下挖深300~500mm,基底應夯實平整,用砂礫石料回填并分層碾壓即可滿足。
2.5 吊裝區域隱蔽工程保護處理措施
因設備吊裝時地面所受的壓力較大,吊車站位處如果有地下陰井、溝道,必須進行臨時回填處理,待設備吊裝完畢撤場后再清除回填物,重新恢復陰井或溝道。
具體處理方法:用厚度為18mm 左右的鋼板封蓋住陰井或溝道內的管口,然后用粗沙將陰井或溝道內回填滿并壓實平整,也可用沙袋填平,但必須保證密實度,注意保護管口不讓雜質進入管道。對于高出地面標高以上的井邊沿則要求拆除,設備吊裝后再進行恢復。
3 JM-S 氣化爐吊裝分析
表1 為氣化爐及相關設備參數一覽表。

表1 化爐及相關設備一覽表
3.1 氣化爐爐體吊裝
加壓氣化爐凈重155t,內徑4000mm,長度14500mm,安裝標高:EL+19.400m。
3.1.1 采用650t 履帶式起重機主吊起吊時的受力計算
起重機的吊裝載荷計算式見式(1)。

式中:P——吊裝載荷;
F——設備重量;
q——吊具、索具、工器具重量之和。
則650t 履帶式起重機主吊起吊時的吊裝載荷:

查起重機性能表:選取SHB 主臂超起工況(200t 轉臺平衡重,60t 車身平衡重),主臂84m,超起配重250t,就位半徑為30m,起重能力為195t。足施工安全要求。

3.1.2 溜尾吊車水平吊裝時最大受力計算設備水平起吊時溜尾最大受力示意圖見圖1。
根據靜力學平衡原理,得到式(2)和式(3)。

式中:F1——主吊耳受力;
F2——尾部吊耳受力;
G——設備吊裝重量,155t;
L1——主吊耳中心到設備尾耳底部距離,14908mm;
L0——設備重心到尾耳底部距離,8119mm。根據式(2)和式(3),得到F1=84.4t,F2=70.6t。最終設備放平時,溜尾吊車的最大受力計算見式(4)。

式中:g′ ——150t 溜尾起重機150t 級吊鉤(5t)和機索具(0.5t)的重量之和;
K1——動載系數,取1.1;
K2——不平衡系數,取1.1。
查150t 起重機工況性能表,選取19m 主臂標準工況,作業半徑為7m,起重能力119t。
3.1.3 主吊鋼絲繩選取
主吊鋼絲繩選擇φ68- 6×36- 1770 兩根,每根25m。查GB/ T20067- 2017《粗直徑鋼絲繩》可知,單根破斷力2700kN,每根一彎兩股,根據主吊受力計算鋼絲繩的安全系數(n1),見式(5)。可見,符合規范要求的6~10 倍的安全倍率。

3.1.4 溜尾鋼絲繩選擇
選擇φ48- 6×37M- 1770 兩根,查GB/ T20118- 2017《鋼絲繩通用技術條件》可知,其單根破斷力為1200kN,繩長20m,采用單根一彎兩股,根據溜尾受力計算鋼絲繩的安全系數(n2),見式(6)。

可見,符合規范要求的6~10 倍的安全倍率。
圖2 和圖3 分別為吊裝立面布置圖和平面布置圖。
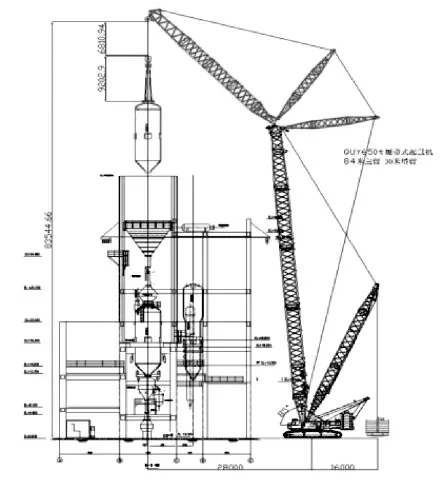
圖2 氣化爐吊裝立圖

圖3 氣化爐吊裝平面圖
3.2 廢熱回收器吊裝方案
廢熱回收器吊裝選用的起重機技術參數:主吊車為650t 履帶式起重機,84m 主臂SHB 超起工況,作業半徑22~24m,超起配重50t,超起半徑16m,起重能力124~110t;
溜尾吊車為150t 履帶式起重機,19m 主臂HB 標準工況,作業半徑10m,起重能力71t。
3.2.1 650t 履帶式起重機主吊起吊時的受力分析
選用的330t 吊鉤重8.9t,索具重2t。查起重機性能表,選取SHB 主臂超起工況(200t 轉臺平衡重,60t 車身平衡重),主臂84m,超起配重50t,就位半徑為23m,起重能力為118.6t。
3.2.2 溜尾吊車水平吊裝時的最大受力分析廢熱回收器水平起吊時溜尾最大受力示意圖見圖4。
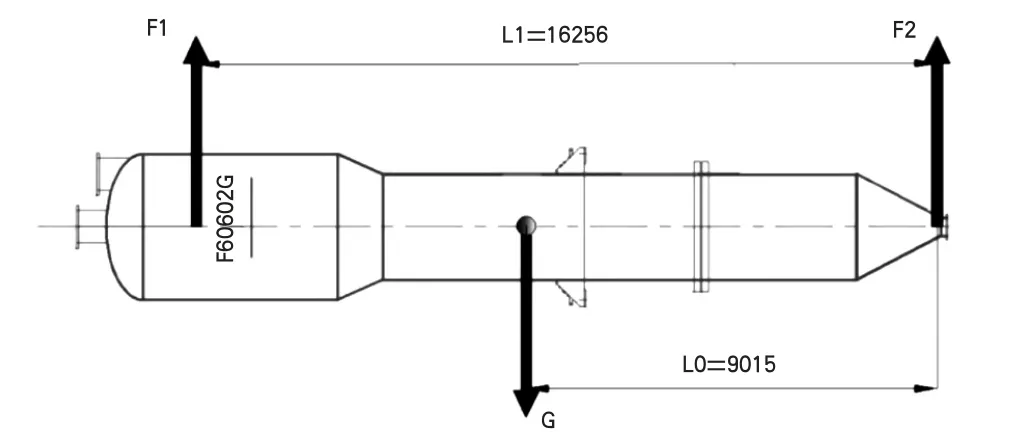
圖4 廢熱回收器水平起吊時溜尾最大受力示意圖

查150t 起重機工況性能表,選取19m 主臂標準工況,作業半徑為10m,起重能力71t。
3.2.3 主吊鋼絲繩選取
主吊鋼絲繩選擇φ68- 6×36- 1770 兩根,每根25m,其受力示意圖見圖5。查GB/ T20067- 2017《粗直徑鋼絲繩》可知,單根破斷力2700kN,每根一彎兩股,鋼絲繩夾角為37°。

圖5 主吊鋼絲繩受力示意圖
主吊鋼絲繩受力計算見式(7)和式(8)。

式中:G——鋼絲繩吊重,取84t;
T1、T2——主吊鋼絲繩單側受力;
θ——主吊鋼絲繩夾角,37°;
3.2.4 溜尾鋼絲繩選擇
選擇φ48- 6×37M- 1770 兩根,查GB/ T20118- 2017《鋼絲繩通用技術條件》可知,其單根破斷力為1200kN,繩長20m,采用單根一彎兩股,根據溜尾受力計算,得到n2=1200×4÷374=12.8 倍,符合規范要求的安全倍率。
4 JM-S 爐篦系統安裝
JM- S 氣化爐的主要特點之一:在爐內底部安裝有旋轉爐篦,是保證JM- S 氣化爐能夠連續穩定產氣的核心部件。
爐篦下部有大齒輪盤,與下支撐環、環塊及內破碎環等零件連接在一起同時旋轉。氣化爐底部有兩個套管,小齒輪軸從套管穿入氣化爐,小齒輪由安裝在爐外下部的減速機驅動,帶動大齒輪旋轉。整個爐篦工作在約500℃的高溫環境下,所以安裝時必須考慮零件熱膨脹后的工作狀態。保證爐篦支撐盤的水平度十分關鍵,若不合格,將導致內外軸承環在某一方向上磨損過快,會大幅度減少其使用壽命,縮短維護周期[1]。
JM- S 氣化爐旋轉爐篦的安裝流程見圖6。
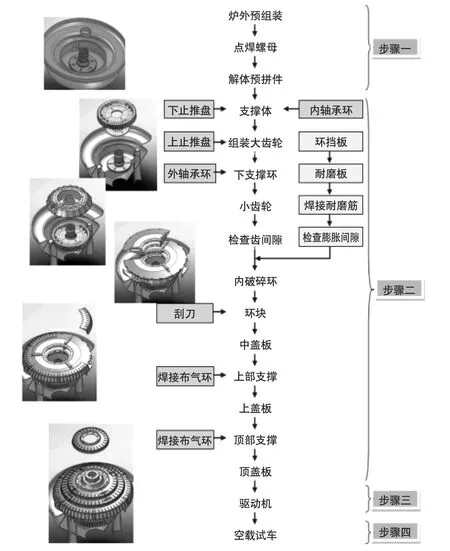
圖6 JM-S 氣化爐四步爐篦安裝流程圖
5 結論
通過制定“雙機抬吊法”、“四步爐篦安裝法”,形成了一套成熟的JM- S 爐施工技術。在保障質量的前提下,縮短了工期,技術創新效果顯著。隨著國家清潔能源發展戰略的實施,JM- S 氣化爐也必將在越來越多的煤化工項目應用,因此本技術具有廣泛的推廣價值。