TA15鈦合金不等厚L型材熱軋有限元模擬
2022-03-14 02:47:04武小娟張志強孟凡玲柏春光
鈦工業(yè)進展 2022年1期
關(guān)鍵詞:變形
武小娟,楊 川,張志強,孟凡玲,柏春光,李 萍
(1.沈陽理工大學, 遼寧 沈陽 110158)(2.中國科學院金屬研究所, 遼寧 沈陽 110016)(3.沈陽中鈦裝備制造有限公司,遼寧 沈陽 110206)
TA15鈦合金是一種近α型鈦合金,具有比強度高、抗蠕變性能好、熱穩(wěn)定性高和耐腐蝕性能優(yōu)異等優(yōu)點,被廣泛應(yīng)用于航空航天、艦船、能源等領(lǐng)域[1-3]。采用TA15鈦合金不等厚L型材加工飛機隔框與桁條,不僅減重效果顯著,而且能夠提高飛機的裝載能力[4]。但鈦合金型材成形難度較大,尺寸和性能往往難以滿足要求。目前,我國高質(zhì)量鈦合金型材主要以進口為主,部分規(guī)格型號的型材還受到發(fā)達國家的出口限制,因而亟需開展相關(guān)生產(chǎn)工藝和加工技術(shù)的研究。采用傳統(tǒng)實驗方法研究鈦合金型材軋制,存在耗時、耗力、耗財?shù)娜秉c[5],而采用理論分析方法進行軋制研究,因軋制邊界問題較為復雜,導致求解難度較大。有限元模擬是基于結(jié)構(gòu)力學分析發(fā)展起來的一種現(xiàn)代計算方法,可用于各種材料加工模擬,具有成本低、效率高的優(yōu)點。近年來,有限元模擬廣泛應(yīng)用于鈦合金變形軋制領(lǐng)域,利用有限元模擬能夠深入了解軋制過程中材料的溫度場、應(yīng)力應(yīng)變場等變化規(guī)律,在優(yōu)化軋制工藝方面發(fā)揮了重要作用[6]。
采用有限元分析軟件Deform-3D對TA15鈦合金不等厚L型材的軋制進行模擬,研究軋件溫度場、應(yīng)變場、金屬流動速度的分布規(guī)律,為TA15鈦合金型材軋制工藝設(shè)計及優(yōu)化提供理論依據(jù)。
1 有限元模型建立
1.1 軋制模型建立
TA15鈦合金不等厚L型材為直角等邊L形,其邊長27 mm,內(nèi)角半徑3 mm,薄壁側(cè)厚度1.6 mm,厚壁側(cè)厚度2.1 mm,截面尺寸如圖1所示,軋制有限元模型如圖2所示。軋制模型包括上下軋輥、入口導衛(wèi)、出口導衛(wèi)、推塊和坯料。其中,出口導衛(wèi)和入口導衛(wèi)是為了約束軋件的直線度,推塊是用來推動坯料向輥縫運動,以順利進入穩(wěn)態(tài)軋制階段。軋輥、推塊和導衛(wèi)均設(shè)為剛體,坯料設(shè)為剛塑性體。坯料規(guī)格為100 mm×37 mm×11.5 mm。
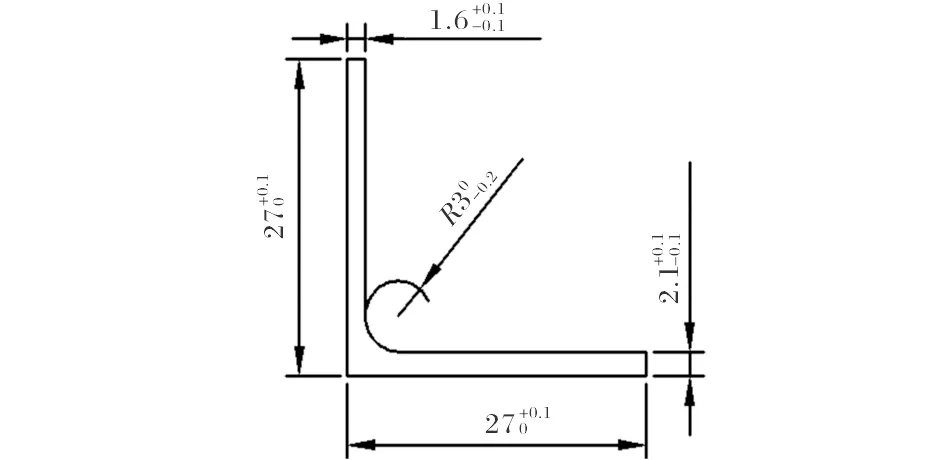
圖1 TA15鈦合金L型材截面尺寸示意圖Fig.1 Section size diagram of TA15 titanium alloy L profile

圖2 TA15鈦合金L型材軋制有限元模型Fig.2 Finite element model of TA15 titanium alloy L profile rolling
1.2 工藝參數(shù)與邊界條件的設(shè)定
坯料初始軋制溫度為950 ℃,軋輥溫度為50 ℃,軋輥轉(zhuǎn)動速度為9.3 rad/s,推塊移動速度為0.3 m/s,坯料熱輻射系數(shù)為0.5,坯料與環(huán)境的對流換熱系數(shù)為0.02 W/(m2·K)。模具之間的摩擦設(shè)定為庫倫摩擦,摩擦系數(shù)為0.5,界面間的熱傳導率為11 W/(m·K)。
1.3 TA15鈦合金本構(gòu)模型和熱物理性能
參照Sellars等提出的雙曲正弦本構(gòu)模型,建立TA15鈦合金熱塑性變形本構(gòu)方程,如式(1)和式(2)所示[7]。

(1)
(2)

在Deform-3D軟件的材料數(shù)據(jù)庫中輸入TA15鈦合金的一些基本熱物性參數(shù)。TA15鈦合金的泊松比為0.39,不同溫度(T)下的熱膨脹系數(shù)(αv)、熱導率(λ)、比熱容(c)見表1[8-10]。

表1 TA15鈦合金的熱物性參數(shù)
1.4 TA15鈦合金不等厚L型材軋制模擬
將TA15鈦合金不等厚L型材軋制過程分為K1~K7共7個道次,各道次間軋件轉(zhuǎn)移時間為2~5 s。利用有限元分析軟件Deform-3D進行軋制模擬,分析各道次軋制后軋件截面的溫度場和應(yīng)變場分布,以及軋件橫截面的金屬流動速度。
2 模擬結(jié)果與分析
2.1 溫度場分析
軋件溫度是軋制過程中重要的工藝參數(shù),合適的軋件溫度可保證軋制過程的穩(wěn)定性。在整個軋制過程中,材料的溫度會發(fā)生很大的變化,主要影響因素有坯料的初始溫度、與空氣及軋輥的熱交換、與軋輥表面的摩擦熱以及坯料的變形熱[11,12]。軋件與軋輥和環(huán)境之間存在較大的溫差,故軋件會與周圍介質(zhì)進行熱交換導致溫度降低;而軋制過程中的塑性變形產(chǎn)生的變形熱,以及軋件與軋輥之間產(chǎn)生的摩擦熱,會致使軋件溫度升高。因此,整個變形過程始終存在熱量的產(chǎn)生與散失,導致軋件溫度不斷變化,而溫度會影響軋件的組織、性能及成形質(zhì)量[13-15]。
圖3為通過有限元模擬的各道次軋制后TA15鈦合金軋件截面的溫度場分布圖。TA15鈦合金坯料加熱到950 ℃,轉(zhuǎn)移到軋機的時間約為10 s,此時坯料中心最高溫度約為917 ℃,表面最低溫度約為835 ℃(圖3a)。K1道次軋制后,最高溫度位于軋件薄壁側(cè)靠近中心處,約為936 ℃,最低溫度位于厚壁側(cè)邊緣,約為839 ℃(圖3b)。K1道次軋制后軋件溫度明顯高于軋制前坯料的溫度,其主要原因是軋件在軋制時,塑性變形及摩擦產(chǎn)生的熱量高于損耗的熱量,導致軋件的溫度升高。由于薄壁側(cè)變形量大于厚壁側(cè),產(chǎn)生較多塑性變形熱,導致K1~K3道次軋件薄壁側(cè)溫度明顯高于厚壁側(cè)溫度。K4道次軋件兩側(cè)溫度分布較對稱,而K5~K7道次軋件厚壁側(cè)溫度高于薄壁側(cè),其主要原因是軋件的熱量散失主要發(fā)生在軋制完成后軋件與環(huán)境之間的熱交換,薄壁側(cè)熱量散失快于厚壁側(cè),導致薄壁側(cè)降溫更快。并且隨著軋件的延長,軋制時間逐漸變長,同時由于軋件變長以及孔型逐漸縮小,人工更換道次耗費的時間相應(yīng)增加,軋件與空氣之間的熱量交換增加,軋件會出現(xiàn)明顯的溫降現(xiàn)象,最終導致整個軋制過程中軋件整體平均溫度呈下降趨勢。此外,模擬結(jié)果表明,K6和K7道次軋制前的軋件溫度過低,已經(jīng)影響軋件的穩(wěn)定軋制。因此,在K6、K7道次軋制之前應(yīng)當進行回爐補溫。
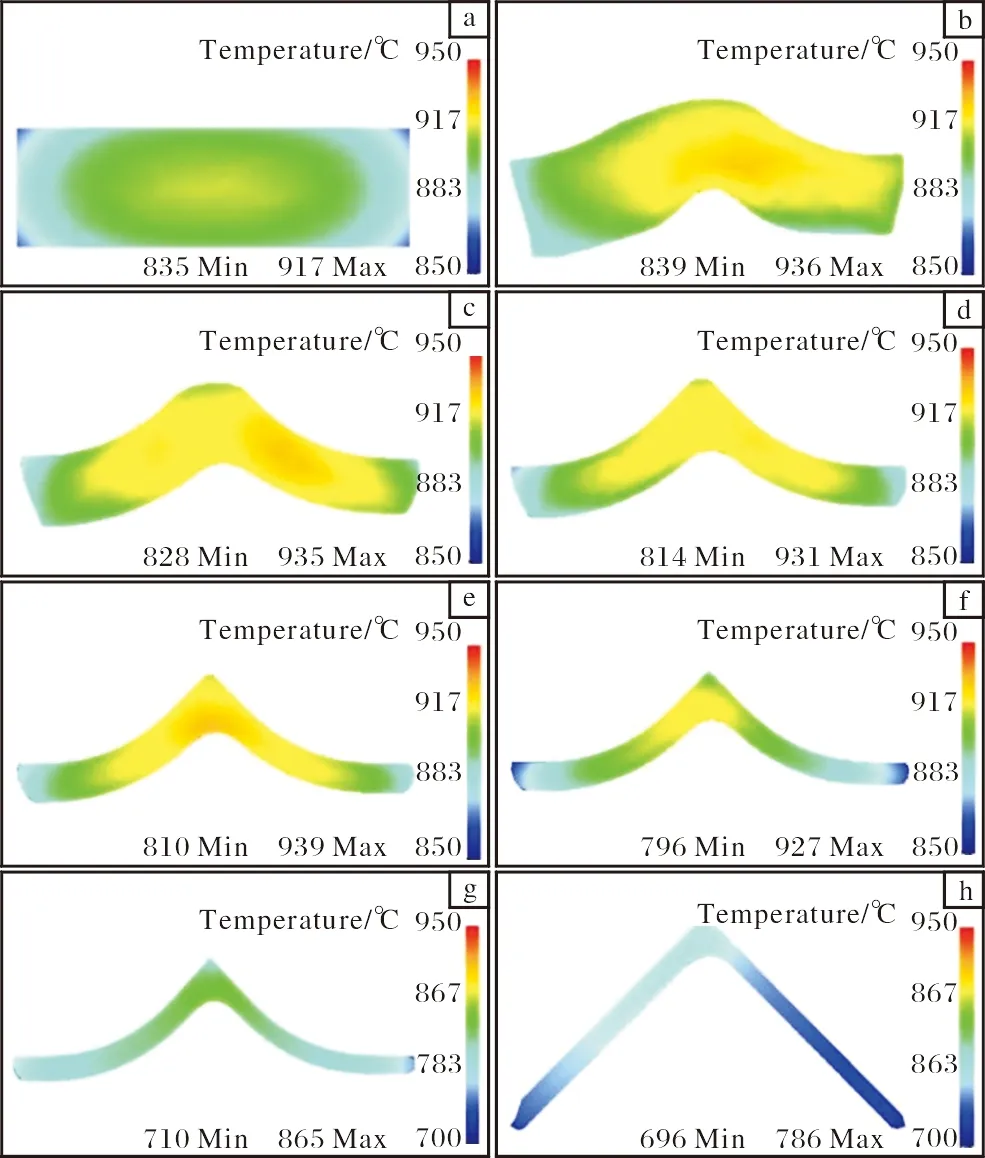
圖3 各道次軋制后軋件截面的溫度場分布圖Fig.3 Temperature filed distributions of rolled piece cross section after each pass:(a) blank; (b) K1 pass; (c) K2 pass; (d) K3 pass; (e) K4 pass; (f)K5 pass; (g) K6 pass; (h) K7 pass
綜上所述,K1~K4道次,由于軋件變形量較大,產(chǎn)生的熱量多,升溫明顯;K5~K7道次軋件變薄,熱量損耗大,降溫明顯。在實際軋制生產(chǎn)時,應(yīng)當盡量縮短軋件的轉(zhuǎn)移時間,使軋件保持適宜的溫度,保證軋制穩(wěn)定進行。
2.2 應(yīng)變場分析
TA15鈦合金軋件經(jīng)不同道次軋制后,橫截面的應(yīng)變場分布如圖4所示。由于軋件為不等厚L型材,薄壁側(cè)(截面圖右側(cè))壓下量始終高于厚壁側(cè)(截面圖左側(cè)),導致K1~K7道次軋件薄壁側(cè)應(yīng)變高于厚壁側(cè)。軋件經(jīng)K1道次軋制后,薄壁側(cè)上表面和頂角下表面存在較大的應(yīng)變(圖4a),意味著這兩處變形量較大。較大的變形量會使軋件產(chǎn)生大量變形熱,故K1道次軋件薄壁側(cè)上表面和頂角下表面溫度較高(圖3b)。此外,軋件上下表面的應(yīng)變高于軋件心部,其原因主要是上下表面與軋輥直接接觸,在上下軋輥的擠壓作用下發(fā)生變形從而產(chǎn)生應(yīng)變。而軋件內(nèi)部與軋輥的距離較遠,因此變形量較小。雖然軋件上下表面變形量較大,但由于熱量損耗較快,其溫度低于心部(圖3b)。K2道次軋制完成后,由于軋件變形量增加,其應(yīng)變明顯升高。軋件兩側(cè)末端,即受軋輥擠壓而產(chǎn)生寬展部位,由于其未與軋輥直接接觸,因此該部位應(yīng)變量較小。K3~K5 道次軋件應(yīng)變分布特征與K2道次基本一致。與K2道次軋件相比,K3~K5道次軋件孔型的頂角處夾角變小,導致較大的應(yīng)變量出現(xiàn)在頂角兩側(cè)。隨著軋制的進行,K6和K7道次軋件的應(yīng)變持續(xù)增加。由于K6和K7道次軋件的壁厚較薄,軋件上下表面應(yīng)變與心部無明顯差別。此外,由于K7道次是對型材兩壁進行矯直的過程,因此在軋件頂角位置及其兩側(cè)彎曲處存在較大應(yīng)變。
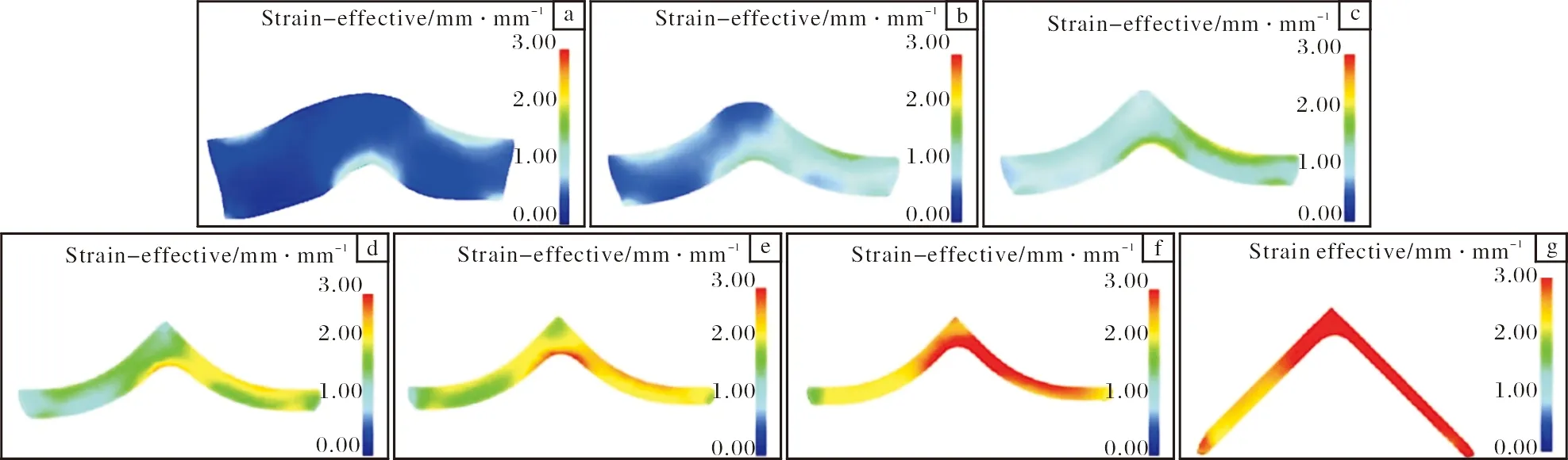
圖4 各道次軋制后軋件橫截面的應(yīng)變場分布Fig.4 Strain filed distributions of rolled piece cross section after each pass: (a) K1 pass; (b) K2 pass; (c) K3 pass; (d) K4 pass; (e) K5 pass; (f) K6 pass; (g) K7 pass
2.3 金屬流動速度分析
在軋制過程中,軋件的橫截面面積會因孔型的變化而不斷變化,導致軋件各部位的金屬流動速度不同。圖5為軋件橫截面上下表面的金屬流動速度曲線。根據(jù)金屬流動速度變化,將其分為3個區(qū)域:Ⅰ區(qū)(厚壁側(cè))、Ⅱ區(qū)(中部)、Ⅲ區(qū)(薄壁側(cè))。K1道次軋件Ⅲ區(qū)上下表面金屬流動速度均較大,而Ⅰ區(qū)流動速度相對較小,主要是由于Ⅲ區(qū)位于軋件薄壁側(cè),其下壓量和溫度均高于Ⅰ區(qū)(厚壁側(cè))所致。Ⅰ區(qū)和Ⅲ區(qū)之間的金屬流動速度差易導致軋件彎曲。結(jié)合圖3b及圖4a可知,Ⅰ區(qū)和Ⅲ區(qū)上表面擠壓變形較大,導致其金屬流速大于下表面。而在Ⅱ區(qū),由于下表面溫度高且變形量較大,因此該位置金屬流動速度高于上表面。K3道次軋制過程中,軋件上表面頂角(Ⅱ區(qū))金屬流動速度明顯低于兩側(cè)(Ⅰ區(qū)和Ⅲ區(qū)),這是由于K3道次軋制過程中頂角基本成形,流向頂角位置的金屬材料減少所導致。K7道次軋件上下表面金屬流動速度變化趨勢(圖5c)與K3道次一致,軋件Ⅰ區(qū)和Ⅲ區(qū)上表面的金屬流動速度大,Ⅱ區(qū)下表面的金屬流動速度大。

圖5 軋件橫截面金屬流動速度曲線Fig.5 Curves of metal flow velocity of rolled piece cross section: (a) K1 pass; (b) K3 pass; (c) K7 pass
在K1道次軋制過程中,厚壁側(cè)與薄壁側(cè)之間的流動速度差導致軋件產(chǎn)生彎曲變形。軋件兩側(cè)產(chǎn)生速度差的主要原因是薄壁側(cè)的壓下量大于厚壁側(cè)。因此,解決型材兩側(cè)壓下量不一致的問題,即可有效消除軋件彎曲現(xiàn)象。根據(jù)這個思路,嘗試采用楔形坯料減小薄壁側(cè)與厚壁側(cè)的金屬流動速度差,消除軋件彎曲現(xiàn)象。圖6為所采用的4組楔形坯料截面尺寸示意圖。不同尺寸坯料經(jīng)K1道次軋制時,軋件橫截面不同位置金屬流動速度分布如圖7所示。K1道次軋制后軋件形狀如圖8所示。由模擬結(jié)果可知,坯料尺寸為38 mm×11.5 mm×9.0 mm時兩側(cè)速度差最小(圖7),彎曲現(xiàn)象基本消除(圖8)。故在實際生產(chǎn)中,可嘗試選用截面尺寸為38 mm×11.5 mm×9.0 mm的楔形坯料消除不等厚L型材彎曲現(xiàn)象。

圖6 楔形坯料截面尺寸示意圖Fig.6 Schematic diagrams of wedge blanks sectional dimension
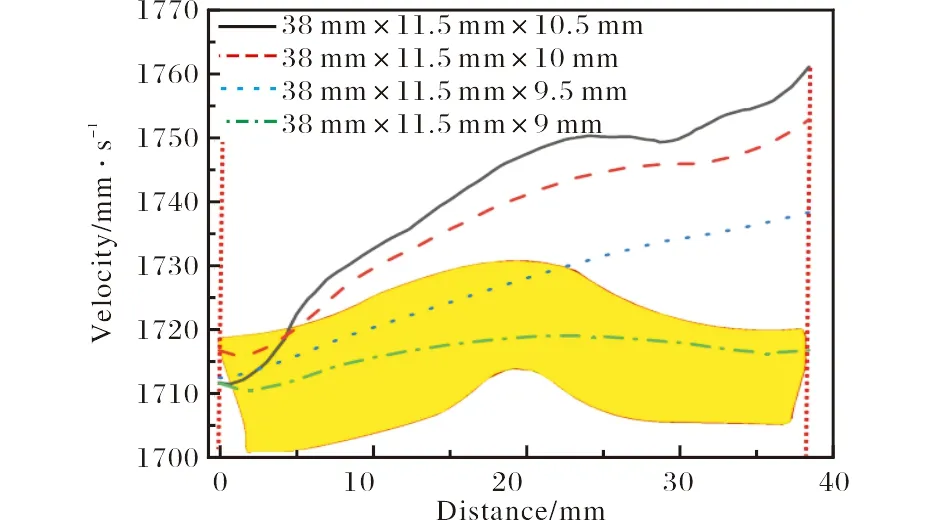
圖7 不同尺寸坯料經(jīng)K1道次軋制后軋件截面的金屬流動速度Fig.7 Metal flow velocity of rolled pieces cross section after K1 pass rolling

圖8 不同尺寸坯料經(jīng)K1道次軋制后的軋件形狀Fig.8 Shape of rolled pieces with different size after K1 pass rolling: (a) 38 mm×11.5 mm×10.5 mm; (b) 38 mm×11.5 mm×10.0 mm; (c) 38 mm×11.5 mm×9.5 mm; (d) 38 mm×11.5 mm×9.0 mm
3 結(jié) 論
(1) TA15鈦合金L型材在軋制過程中,產(chǎn)生的大量變形熱及摩擦熱會導致軋件溫度升高;隨著軋件逐漸變薄,在轉(zhuǎn)移過程中,軋件與空氣及軋輥的熱傳遞致使軋件溫度下降。在K6和K7道次軋制時,軋件溫度過低,需進行回爐補溫。
(2) 軋件的應(yīng)變隨軋制道次的增加不斷遞增。L型材薄壁側(cè)應(yīng)變大于厚壁側(cè)。
(3) 軋件不同部位的溫度及變形量不同,導致軋件內(nèi)部金屬流動速度存在差異。厚壁側(cè)和薄壁側(cè)之間的金屬流動速度差異導致軋件產(chǎn)生彎曲變形。采用楔形坯料可解決該問題。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36