基于螺桿轉子的激光選區熔化數值模擬分析
2022-03-14 03:39:14萬旭東李志峰支明宇
機械研究與應用 2022年1期
關鍵詞:不銹鋼
萬旭東,李志峰,2,支明宇
(1.陜西理工大學 機械工程學院,陜西 漢中 723000; 2.陜西省工業自動化重點實驗室,陜西 漢中 723000)
0 引 言
螺桿式壓縮機具有可靠性高、操作維護方便與動力平衡性好等優點廣泛的應用于機械、建筑、電子、化工與制冷等領域[1]。在螺桿壓縮機內部,其核心部件是一對相互嚙合的陰陽螺桿轉子。螺桿轉子傳統的加工方法包括銑削加工法、滾削加工法與磨削加工法[2]。傳統的加工方法存在生產周期長、工序繁多與材料浪費嚴重等問題。因此尋求一種工序簡單、綠色環保的加工方法對螺桿轉子進行加工變得必需。隨著3D打印技術的快速發展對于螺桿轉子的加工提供了新的參考方案,3D打印技術可以實現螺桿轉子的快速成型制造,且加工過程中耗材少、無污染、噪聲小與廢棄材料的可循環利用等優勢可以實現螺桿轉子的綠色制造。
選區激光熔化(SLM)技術作為3D打印的核心技術,其原理是利用高能激光束掃掠鋪設好并經過預熱的金屬粉末便能直接制造出性能優良的金屬零件。但其進一步發展與大規模工業化應用仍然面臨著巨大的挑戰。零件在加工過程中由于殘余熱應力會導致零件翹曲變形甚至開裂[3];傳統的經驗法與試錯法在探究其缺陷的形成機理中也存在著耗費大、花費時間長等問題。將數值模擬技術應用于SLM的成形研究,可以針對加工過程中因殘余應力應變過大導致零件加工失敗的情況進行預測,提高零件的性能與打印成功率,降低研發時間與成本。
對于SLM成數值模擬的研究,柯林達[4]探究了激光掃描速率與鋪粉層厚對SLM成型鈦合金薄壁件應力演變的影響;石齊民[5]運用高斯移動熱源與生死單元法對TiC4與Inconel復合材料基于SLM的熱物理機制進行了研究;倪辰旖[6]運用固有應變算法對SLM成形變形趨勢進行了預測,表明固有應變有限元法能夠有效預測SLM成形件的變形量;宋慶軍[7]對汽車鋁合金導向臂進行了SLM的數值模擬,分析了不同參數對于成形件應力應變的影響,得出了較好的參數組合;王浩宇[8]對于飛機柵格零件的選區激光熔化過程進行了模擬;劉賀[9]對于衛星支架結構設計了四種支撐方式,并分析了不同的支撐方式對于衛星支架SLM仿真應力和應變的影響。
文中對于空壓機的陰陽螺桿轉子,采用SLM仿真專用軟Simufact Additive對陰陽螺桿轉子的加工過程進行了仿真模擬,可以預測陰陽螺桿轉子在打印完成后的殘余應力與變形量的分布。
1 螺桿轉子三維模型的建立
螺桿轉子作為壓縮機的核心部件,對其進行三維模型的建立首先要進行端面型線的設計,文中首先將螺桿轉子端面型線離散點的數據導入UG中進行擬合得到一個齒形的曲線,再使用圓周陣列命令得到完整的端面型線,如圖1所示, 最后通過螺旋掃掠拉伸得到陰陽螺桿轉子的三維模型,如圖2所示。
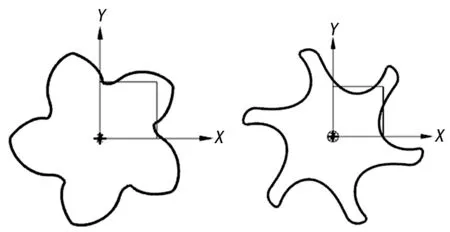
圖1 陰陽螺桿轉子端面型線
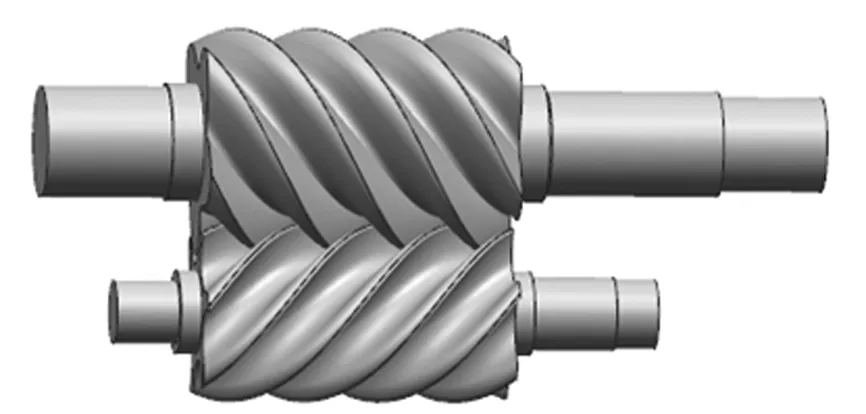
圖2 陰陽螺桿轉子裝配圖
2 316L不銹鋼的熱物性參數
螺桿轉子長期處于惡劣的工況下,其主要失效形式為腐蝕失效與磨損失效。316L不銹鋼具有高強度、耐腐蝕、耐高溫與易加工等優點,且316L不銹鋼粉末的制造成本較為低廉。因此,本文使用316L不銹鋼進行螺桿轉子SLM成形模擬。在SLM成型過程中,316L粉末在高能激光束的作用下由粉末狀變為熔融狀態再變為固態,這一過程所用時間極短且溫度梯度變化較大,材料的性能參數隨溫度變化較大且呈高度非線性關系。因此我們需要考慮溫度對于材料非線性狀態的影響,316L的熱物性參數包括熱膨脹系數、彈性模量、熱導率、比熱容、流動應力-塑性應變,均由Simufact Additive得出,如圖3所示。
3 SLM工藝參數及仿真結果分析
3.1 工藝參數
SLM成形零件的質量與性能受到諸多因素的影響,包括零件的幾何性能、金屬粉末的性質、機器系統、工藝過程及相應的后處理技術。在金屬粉末與加工設備均已確定的情況下,工藝參數組合是提升零件性能與提高打印成功率的重要因素,其工藝參數包括了激光功率、掃描速度、打印層厚等。結合參考文獻[10],設定陰陽螺桿轉子的虛擬打印功率分別設為220 W與200 W,掃描速度與打印層厚均取1 000 mm/s與0.01 mm。
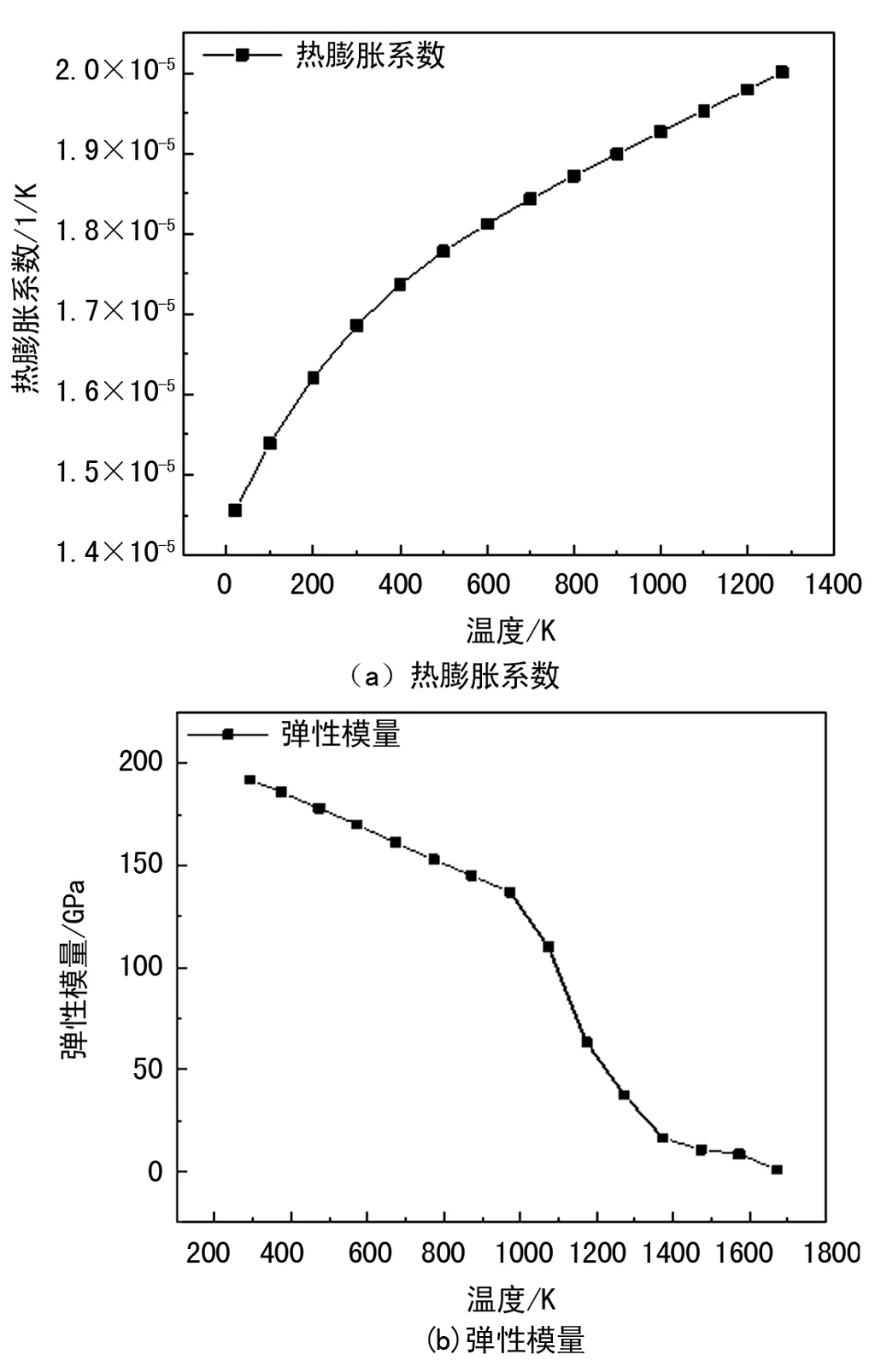
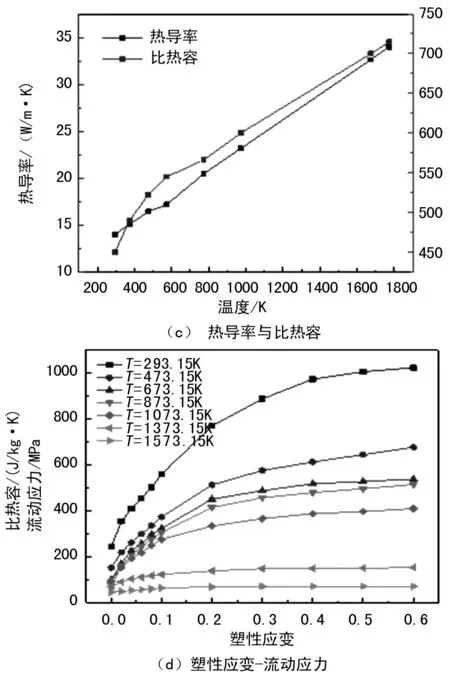
圖3 316L不銹鋼熱物性參數圖
3.2 打印機選擇及工序設置
在仿真軟件Simufact Additive內部集成了多款3D打印機應用于選區激光融化的數值模擬,本次模擬打印所選擇的機型為280HL,打印空間的尺寸設置為280 mm×280 mm×500 mm,將螺桿轉子的STL文件導入后,設定上述的工藝參數,采用體網格對螺桿轉子進行網格劃分,網格的尺寸設置為2 mm,以陽轉子為例,網格模型如圖4所示。
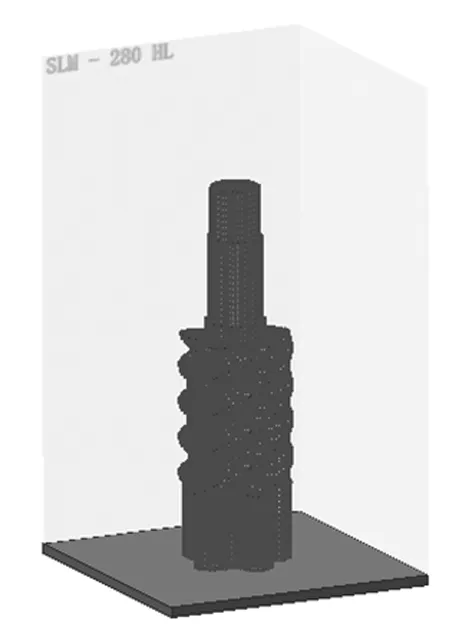
圖4 陽轉子網格結構模型
3.3 仿真結果及分析
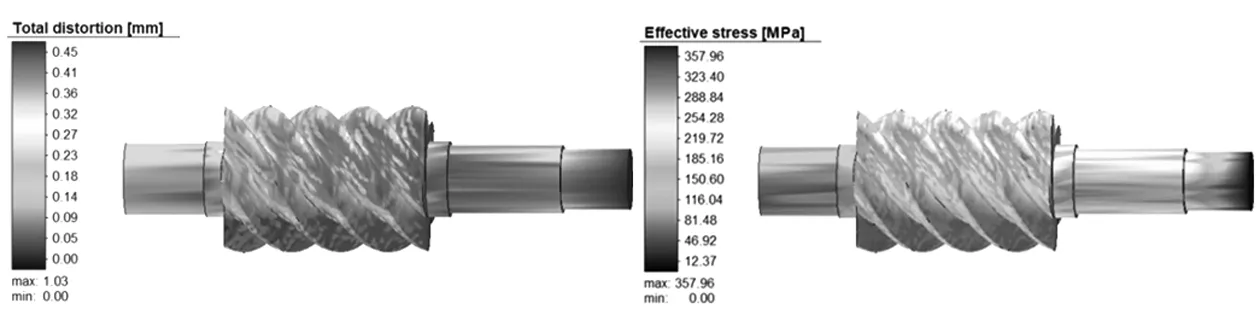
圖5 陽轉子殘余應力應變分布
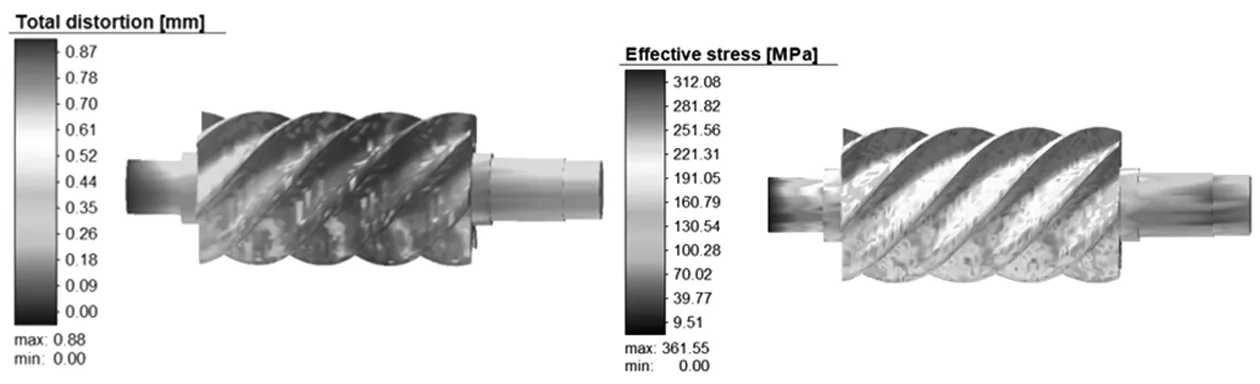
圖6 陰轉子殘余應力應變云圖
通過數值模擬的方法可以預測螺桿干轉子打印成形后的殘余應力與變形量的分布;分別見圖5,6,陰陽轉子的應變分布范圍分別為0~0.87 mm與0~0.45 mm,最大應變為0.88 mm與1.03 mm,應力分布分別為9.51~312.08 MPa與12.37~357.96 MPa,最大應力為361.55 MPa與357.96 MPa,均小于316L不銹鋼的屈服強度470 MPa,在實際加工完成后,可以采用相應的后處理工藝進一步降低殘余應力。
4 總 結
文中對于陰陽螺桿轉子進行了端面型線的擬合與三維模型的建立,并使用Simufact Additive對實體螺桿轉子的SLM過程進行了虛擬打印,得到了螺桿轉子在打印完成后變形量與殘余應力的分布及最大值,最大變形量分別為0.88 mm與1.03 mm,最大應力分別為361.55 MPa與357.96 MPa。通過對于螺桿轉子的SLM工藝的數值模擬,也可以為其他旋轉軸類零件的虛擬打印提供參考。
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16