一種提高切梗絲機(jī)煙梗壓實(shí)性能的方法研究
2022-03-14 01:23:10許春林XUChunlin鄧勝勇DENGShengyong
價(jià)值工程 2022年9期
許春林XU Chun-lin;鄧勝勇DENG Sheng-yong
(重慶中煙工業(yè)有限責(zé)任公司涪陵卷煙廠,重慶 408000)
0 引言
煙草行業(yè)高質(zhì)量發(fā)展要求卷煙生產(chǎn)要加快技術(shù)改造步伐,推動(dòng)向數(shù)字化、綠色化轉(zhuǎn)變,助力打好污染防治攻堅(jiān)戰(zhàn)、有效降低資源消耗和對(duì)大氣、水、土壤的污染排放。加強(qiáng)節(jié)能環(huán)保技術(shù)、工藝、裝備推廣應(yīng)用,減少生產(chǎn)材料和能源浪費(fèi),減少?gòu)U棄物排放量。在這種背景下,切梗絲工序確出現(xiàn)廢棄梗簽量高的現(xiàn)象。為了解決這個(gè)問(wèn)題,筆者便著手對(duì)切梗絲機(jī)產(chǎn)生梗簽的現(xiàn)象作了觀察、分析,在切梗絲工序增設(shè)了梗簽回收裝置。
1 切梗絲工藝任務(wù)
切梗絲是制絲生產(chǎn)中的關(guān)鍵工序,用于煙草制絲生產(chǎn)中將經(jīng)過(guò)處理的煙梗切成符合制線工藝規(guī)范要求寬度的梗絲。
2 切梗絲工作原理
工藝處理后的煙梗經(jīng)喂料裝置進(jìn)入一個(gè)由上、下輸送排鏈構(gòu)成的楔形通道,上下排鏈向前輸送并擠壓物料,使其逐步形成“煙餅”,并送至刀門(mén)處。刀輥旋轉(zhuǎn),刀片將從刀門(mén)連續(xù)送出的“煙餅”切成所要求寬度的梗絲,由下料斗落下。(圖1)
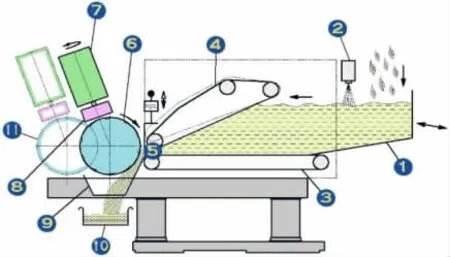
圖1 切梗絲機(jī)工作原理圖
3 存在的問(wèn)題
切梗絲前煙梗經(jīng)過(guò)薄壓后輸送到刀門(mén)處由于煙梗的不規(guī)則性,形成了不規(guī)則的“空洞”現(xiàn)象(見(jiàn)圖2)。當(dāng)產(chǎn)生“空洞”的煙梗經(jīng)切梗絲刀片切削時(shí)由于刀門(mén)壓實(shí)力的突然釋放而由“切削力”變?yōu)椤肮蜗髁Α保瑥亩鴮煿9纬龅堕T(mén)區(qū)域,形成“梗簽”。這種由于煙梗壓實(shí)性能的原因?qū)е碌墓:灹吭黾樱ㄒ?jiàn)表1)成為切梗絲提高切削質(zhì)量的關(guān)鍵。

圖2 刀門(mén)處空洞現(xiàn)狀圖
4 改造思路
利用在梗簽原風(fēng)力輸送系統(tǒng)中增設(shè)梗簽回收裝置,將產(chǎn)生的梗簽回用到切梗絲機(jī)進(jìn)料系統(tǒng),與薄壓后的煙梗一并進(jìn)入排鏈及刀門(mén)系統(tǒng)。通過(guò)進(jìn)料振槽的振動(dòng)作用,使回收的梗簽有效地進(jìn)入煙梗的“空洞”中,使大、小梗顆粒重新排列、互相靠近。使小顆粒進(jìn)入大顆粒的空隙中,增加單位體積內(nèi)固體顆粒的數(shù)量,減少空隙率,填補(bǔ)由于“空洞”而產(chǎn)生的刀門(mén)壓實(shí)力突然釋放問(wèn)題。保證切削力恒定,從而提高切梗絲質(zhì)量。
5 總體方案構(gòu)架
梗簽回收裝置由回收管道、閥門(mén)、旋風(fēng)落料器、閉風(fēng)器、計(jì)量管、計(jì)量帶及控制系統(tǒng)等組成(見(jiàn)圖3),將原吸梗簽管與除塵管結(jié)合處斷開(kāi),在支叉處用盲板封閉。吸梗簽管在直行至50米處,安裝三通管(零件號(hào)1),一端安裝閥4并連接除塵室,另一端安裝閥5并連接旋風(fēng)落料器進(jìn)料口,另一端連接梗簽吸料管道。原進(jìn)除塵房管道(零件號(hào)2)改為四通管。一處接原除塵罩連接管,一處接閥4,一處接閥3并連接至旋風(fēng)落料器吸風(fēng)管,一處接除塵管道。
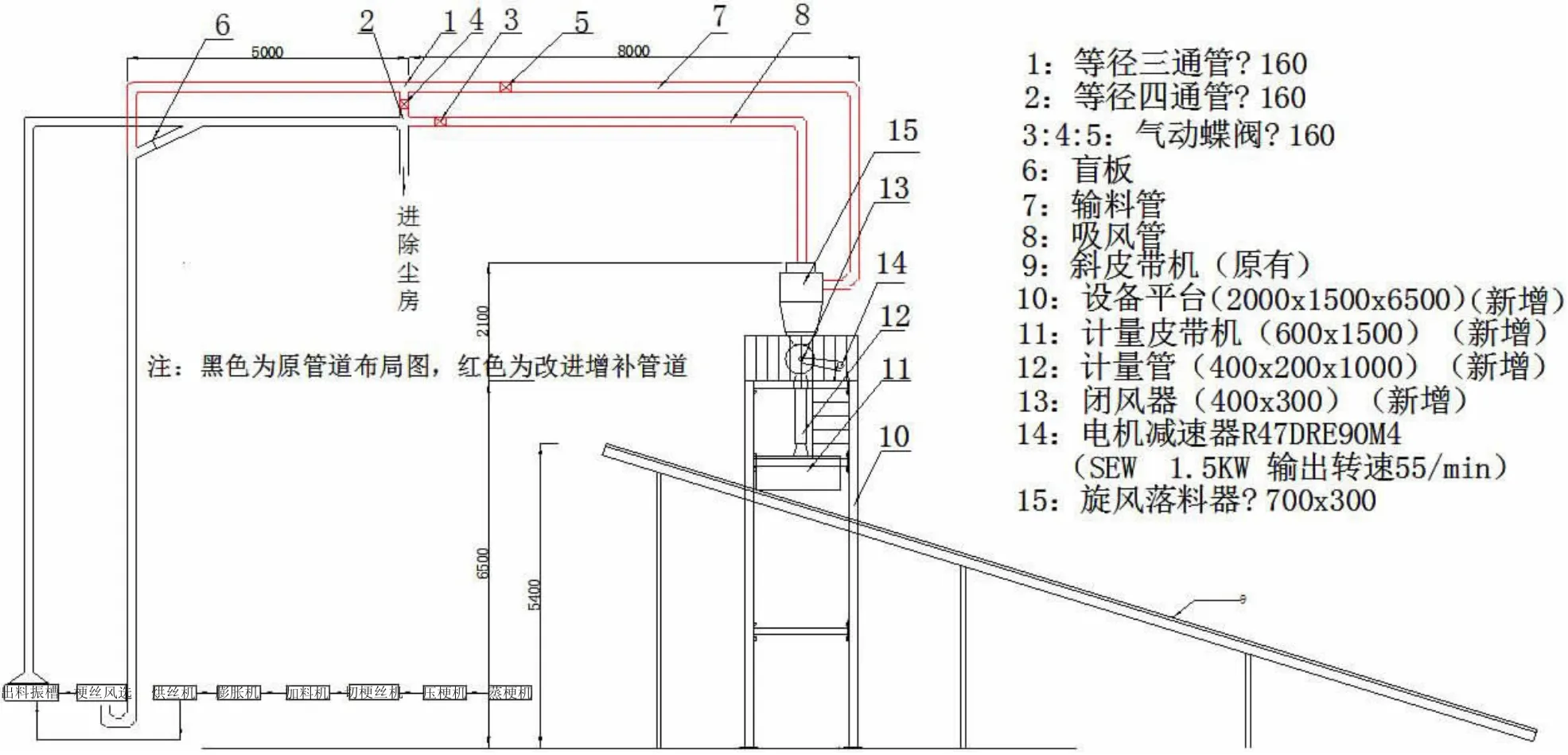
圖3 總體布局圖
在進(jìn)切梗絲機(jī)前斜皮帶機(jī)靠機(jī)頭2米處安裝設(shè)備平臺(tái)(零件號(hào)10)。在設(shè)備平臺(tái)從地面至上5200mm處安裝計(jì)量皮帶(零件號(hào)11),在計(jì)量帶上安裝計(jì)量管(零件號(hào)12)。設(shè)備平臺(tái)頂面安裝閉風(fēng)器(零件號(hào)13)和電機(jī)減速器(零件號(hào)14),閉風(fēng)器上安裝旋風(fēng)落料器(零件號(hào)15)。
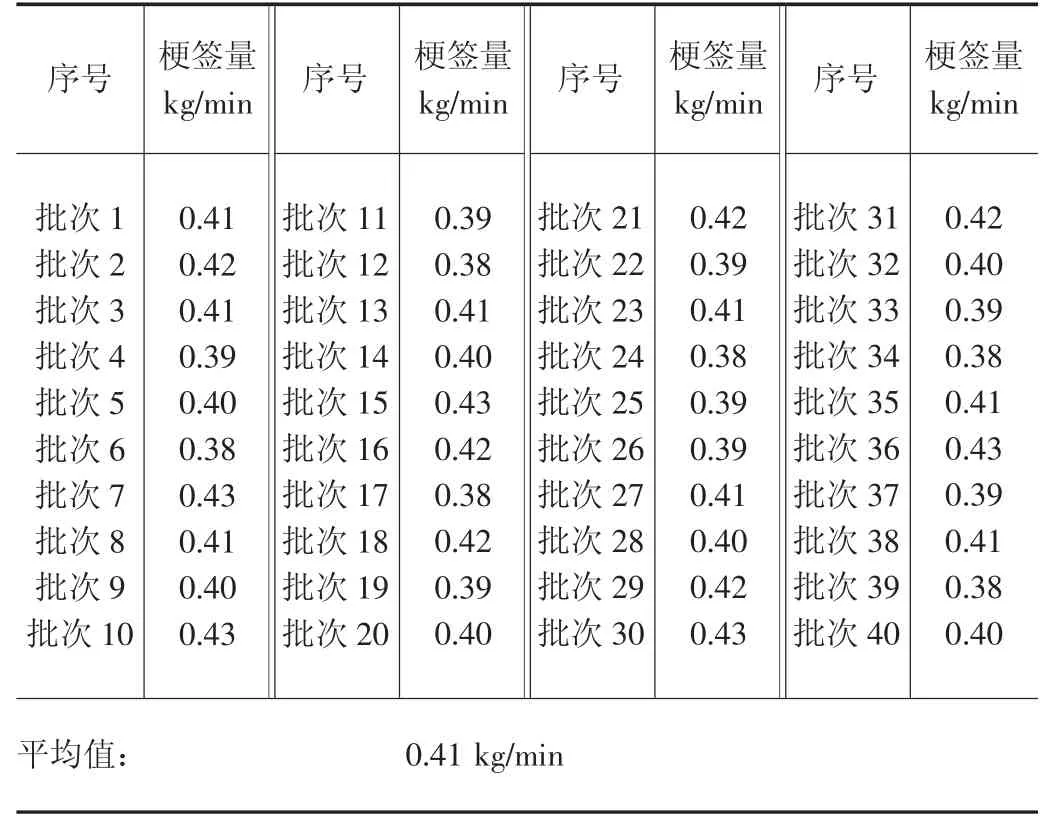
表1梗簽量統(tǒng)計(jì)表
6 方案設(shè)計(jì)
6.1 管道系統(tǒng)
主要由直管、彎管、三通管、氣動(dòng)蝶閥、調(diào)風(fēng)閥組成。新增管道直徑仍保持原管道直徑?160mm,壁厚2mm。
6.2 旋風(fēng)落料器設(shè)計(jì)
根據(jù)物料管道直徑?160mm可知,截面積S=πr2,得S管=3.14×802=20096mm2,因此設(shè)計(jì)旋風(fēng)落料器進(jìn)口為長(zhǎng)=200mm寬=110mm,S旋=200×110=22000mm2,S旋>S管滿足要求。根據(jù)梗簽量0.41kg/min,S旋=22000mm2。查《立式旋風(fēng)落料器實(shí)用選型手冊(cè)》,查得旋風(fēng)落料器出風(fēng)帽尺寸為D×L=?400×200mm,旋風(fēng)風(fēng)桶尺寸為:D×H=?500×1100mm,出料口尺寸為:?160mm,材質(zhì)選取304不銹鋼。
6.3 閉風(fēng)器外型設(shè)計(jì)
閉風(fēng)器長(zhǎng)度計(jì)算:根據(jù)旋風(fēng)落料器出料口尺寸160mm,考慮安裝及加工位置,閉風(fēng)器機(jī)殼進(jìn)料口長(zhǎng)度L=300mm。
閉風(fēng)器直徑計(jì)算:根據(jù)梗簽流量0.41kg/min,測(cè)得體積V梗簽=長(zhǎng)×寬×高=200×80×300=0.0048m3。根據(jù)V閉風(fēng)器≧V梗簽可取V閉風(fēng)器=0.0048m3。根據(jù)閉風(fēng)器容積在設(shè)計(jì)中一般選取V容積=V理論容積×3。因此V容積=0.0048×3=0.0144m3,根據(jù)0.125m
D=2r=0.25m=250mm。考慮傳動(dòng)軸以及關(guān)風(fēng)片的安裝空間,閉風(fēng)器直徑選取400mm。最終閉風(fēng)器的外型尺寸為D×L=?400×300。材質(zhì)選取40cr。
6.4 閉風(fēng)器動(dòng)力需求設(shè)計(jì)
根據(jù)閉風(fēng)器外型尺寸D×L=?400×300,關(guān)風(fēng)片數(shù)量4片,梗簽流量0.41kg/min,查《閉風(fēng)器功率實(shí)用手冊(cè)》得電機(jī)功率1.5kW,減速機(jī)輸出扭矩為150-180N·m。根據(jù)動(dòng)力需求,結(jié)合驅(qū)動(dòng)減速器標(biāo)準(zhǔn)選型表查得滿足減速器型號(hào)為R47DR。
6.5 計(jì)量管外型設(shè)計(jì)
根據(jù)梗簽每分鐘體積量V梗簽=0.0048m3,考慮現(xiàn)場(chǎng)設(shè)備安裝空間,計(jì)量管高度設(shè)計(jì)為L(zhǎng)計(jì)=1000mm,考慮10分鐘的梗簽存量,V計(jì)量管=V梗簽×10=0.048m3,因?yàn)閂計(jì)量管=S計(jì)×L計(jì),S計(jì)=V計(jì)量管÷L計(jì)=0.048m2,根據(jù)閉風(fēng)器出料口長(zhǎng)度L=300mm可知,計(jì)量管長(zhǎng)度也同為300mm,因此計(jì)量管寬度B計(jì)=S計(jì)÷L計(jì)=0.048÷0.3=160mm。最終計(jì)量管外型尺寸L×B×H=300×160×1000mm。
6.6 摻兌設(shè)備外形設(shè)計(jì)
根據(jù)現(xiàn)場(chǎng)安裝空間,將摻兌設(shè)備計(jì)量帶L×B確定為1500×600mm。
6.7 摻兌設(shè)備動(dòng)力需求設(shè)計(jì)
計(jì)量管主滾筒外型尺寸直徑×長(zhǎng)度×壁厚=?120×640×0.05,查表得滾筒重量=17.89kg,軸的外型尺寸=直徑×長(zhǎng)度=?45×800,查表得重量=10kg,合計(jì)重量=27.89kg。牽引力F主滾筒=G重量×r滾筒半徑=27.89×0.06=1.6734kg.m。從動(dòng)滾筒與主滾筒外型尺寸相同,因此F從動(dòng)滾筒=1.6734kg.m,F(xiàn)總=F主動(dòng)滾筒+F從動(dòng)滾筒=3.3468kg.m,1kg.m=9.8N,F(xiàn)總滾筒=3.3468×9.8=32.7964Nm。根據(jù)F計(jì)量管=F總滾筒×L計(jì)量帶+G梗簽量=32.7964×1.5+0.41×9.8=53.21Nm。根據(jù)動(dòng)力需求結(jié)合減速機(jī)標(biāo)準(zhǔn)選型表查得滿足減速機(jī)型號(hào)為:SA47TDRE80M4。
7 裝置工作原理(見(jiàn)圖4)
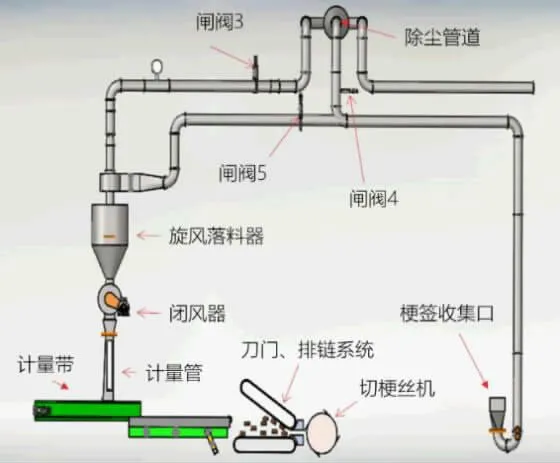
圖4 裝置工作原理圖
①當(dāng)梗簽不需要回收,啟動(dòng)氣動(dòng)閘閥4,關(guān)閉氣動(dòng)閘閥3、5,物料沿原線管道被吸至除塵房作廢品處理。
②當(dāng)梗簽需要回收,取烘絲機(jī)出口水分儀探測(cè)信號(hào),啟動(dòng)閉風(fēng)器和計(jì)量帶運(yùn)轉(zhuǎn),全開(kāi)氣動(dòng)閘閥3和5,關(guān)閉氣動(dòng)閘閥4,物料在吸風(fēng)的作用下沿氣動(dòng)閘閥5通過(guò)管道經(jīng)旋風(fēng)落料器、閉風(fēng)器落入計(jì)量管,計(jì)量皮帶機(jī)進(jìn)入斜皮帶機(jī),摻入原料煙梗中進(jìn)入梗絲制造加工程序,回風(fēng)經(jīng)過(guò)落料器吸風(fēng)出口管及氣動(dòng)閘閥3進(jìn)入除塵房。
③生產(chǎn)過(guò)程中如切梗絲機(jī)儲(chǔ)料處于高料位時(shí),供料上游斜皮帶機(jī)設(shè)備將停止運(yùn)行,梗簽回收將繼續(xù)來(lái)料,而計(jì)量皮帶隨斜皮帶機(jī)停止運(yùn)行,計(jì)量管開(kāi)始儲(chǔ)料。當(dāng)計(jì)量管儲(chǔ)料到高料位時(shí),指令打開(kāi)氣動(dòng)閘閥4,關(guān)閉氣動(dòng)閘閥3、5,梗簽進(jìn)入除塵房。當(dāng)生產(chǎn)過(guò)程中,切梗絲機(jī)儲(chǔ)料處于正常料位時(shí),供料上游斜皮帶機(jī)開(kāi)始運(yùn)行,計(jì)量帶同時(shí)運(yùn)行,當(dāng)計(jì)量管內(nèi)料位低于計(jì)量管低料位時(shí),指令打開(kāi)氣動(dòng)閘閥3、5,關(guān)閉氣動(dòng)閘閥4,梗簽開(kāi)始回收。
④儲(chǔ)梗柜當(dāng)批次料放料完畢,料空光電管無(wú)遮擋時(shí),指令氣動(dòng)閘閥4打開(kāi),氣動(dòng)閘閥3、5關(guān)閉,梗簽進(jìn)入除塵房,當(dāng)斜皮帶機(jī)停止運(yùn)行時(shí)。停止閉風(fēng)器、計(jì)量帶運(yùn)行。
8 實(shí)施效果(見(jiàn)圖5、圖6、表2)

圖5 實(shí)施前刀門(mén)處原“空洞”圖

圖6 實(shí)施后“空洞”填補(bǔ)圖
9 研究結(jié)論
通過(guò)改造,切梗絲煙梗刀門(mén)處“空洞”現(xiàn)象得到改善,提高了煙梗壓實(shí)性能,提高了切梗絲質(zhì)量。梗簽量由改造前的0.41kg/min降低到改造后的0.25kg/min,改善率達(dá)39%。
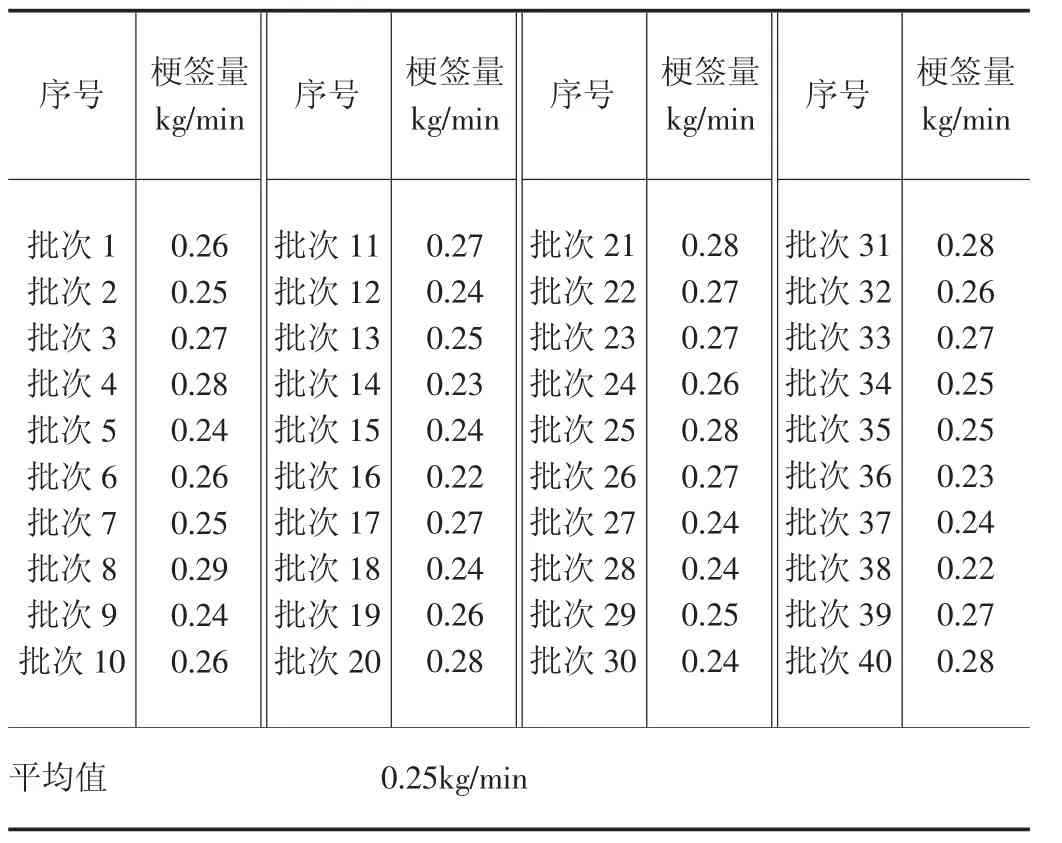
表2梗簽量統(tǒng)計(jì)表