閥套零件周向臺(tái)階槽的尺寸測量
2022-03-15 09:44:12侯秀娟
中國新技術(shù)新產(chǎn)品 2022年1期
關(guān)鍵詞:測量
侯秀娟
(許昌煙草機(jī)械有限責(zé)任公司,河南 許昌 461000)
閥套零件是機(jī)械制造中常見的一類零件。某公司生產(chǎn)的一種閥套零件由于功能需要,須在閥套圓周壁上加工出臺(tái)階槽。這些臺(tái)階槽的臺(tái)階面位于閥套孔壁內(nèi)且尺寸精度要求高,常規(guī)量具和測量方法無法實(shí)現(xiàn)精確測量,該尺寸一度處于失控狀態(tài),導(dǎo)致該零件的合格率較低,直接影響了產(chǎn)品質(zhì)量和生產(chǎn)進(jìn)度。針對(duì)這一問題,筆者設(shè)計(jì)了專用檢具,成功解決了該零件的測量難題,有效保證了公司的產(chǎn)品質(zhì)量和生產(chǎn)進(jìn)度。
1 測量要求
閥套零件內(nèi)孔直徑為φ155G6(+0.039/+0.014)mm,閥套零件外圓直徑為φ194.8(+0.039/+0.014)mm,臺(tái)階槽的位置和結(jié)構(gòu)尺寸見圖1和圖2。圖2中(90±0.05)mm為被測量臺(tái)階面距閥套中心線的距離尺寸,是閥套圓周上兩個(gè)臺(tái)階槽(15.4±0.1)mm和(11+0.10)mm構(gòu)成的臺(tái)階端面距閥套中心線的距離尺寸,它的設(shè)計(jì)基準(zhǔn)是內(nèi)孔中心線。因(90±0.05)mm的被測臺(tái)階面位于閥套內(nèi)壁,其設(shè)計(jì)基準(zhǔn)是空間虛擬中心線,導(dǎo)致測量基準(zhǔn)和定位基準(zhǔn)很難選擇。
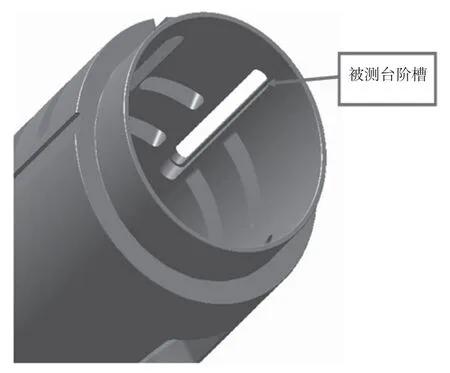
圖1 閥套零件三維圖
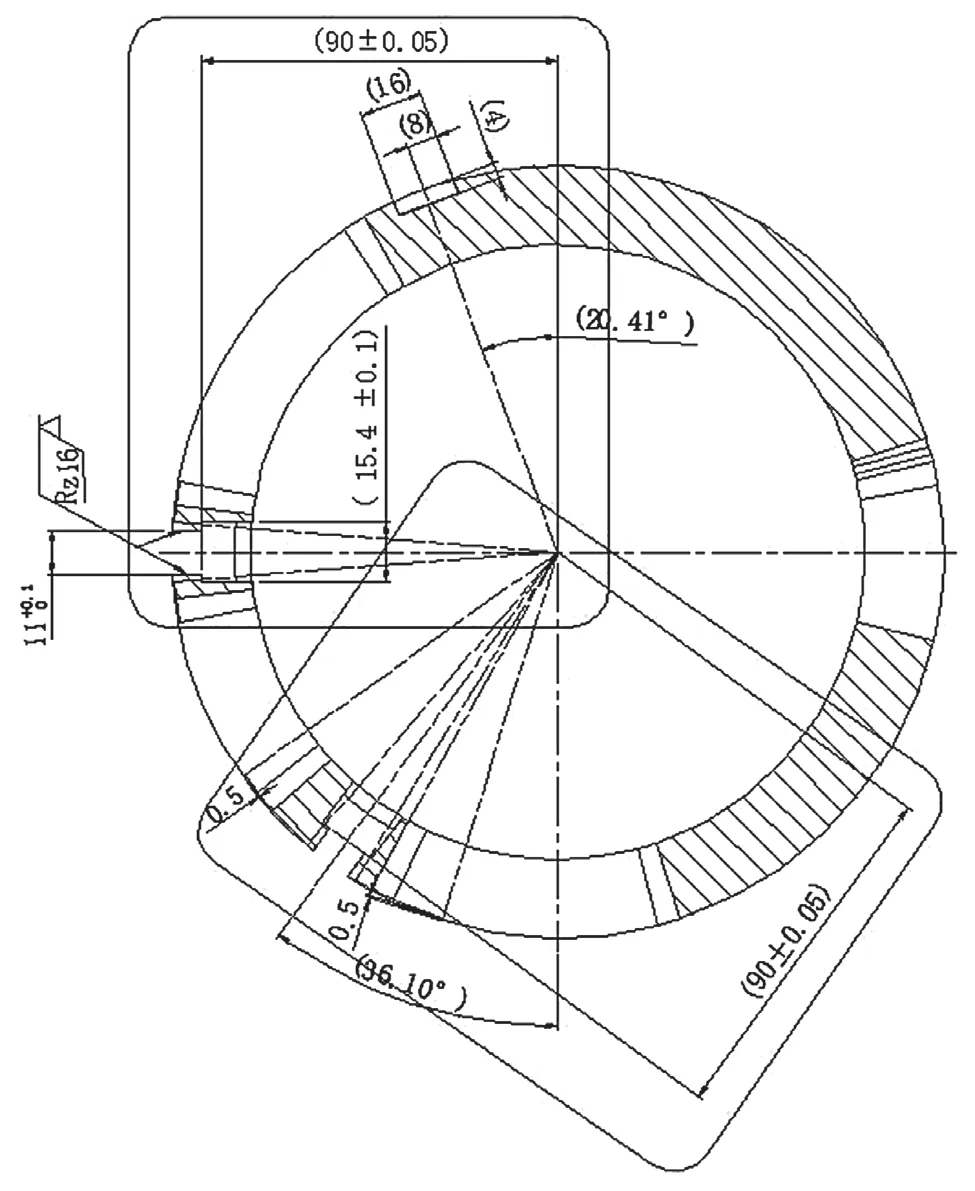
圖2 臺(tái)階槽剖面圖(單位:mm)
要測量(90±0.05)mm須解決兩個(gè)方面的難題:一方面是測量空間位置受限且被測臺(tái)階面被分割為兩個(gè)約2mm寬的面,通用的測量工具和測量方法很難實(shí)現(xiàn)測量;另一方面是被測量臺(tái)階面和設(shè)計(jì)基準(zhǔn)在空間上相互獨(dú)立,無法建立測量平面實(shí)現(xiàn)尺寸測量。如何將位于空間的內(nèi)孔中心線和被測臺(tái)階面建立關(guān)系,創(chuàng)建測量面,是實(shí)現(xiàn)檢驗(yàn)的關(guān)鍵。
2 測量方法
2.1 測量基準(zhǔn)、測量器具及測量方法的選擇
閥套零件臺(tái)階槽的設(shè)計(jì)基準(zhǔn)是內(nèi)孔中心線,根據(jù)基準(zhǔn)統(tǒng)一的測量基準(zhǔn)選取原則,即測量基準(zhǔn)應(yīng)與設(shè)計(jì)基準(zhǔn)、工藝基準(zhǔn)、裝配基準(zhǔn)相一致的原則,為減少基準(zhǔn)不統(tǒng)一帶來的誤差,選擇(90±0.05)mm的設(shè)計(jì)基準(zhǔn)即閥套內(nèi)孔中心線為測量基準(zhǔn)。
測量器具的選擇主要根據(jù)零件加工批量、零件的結(jié)構(gòu)和重量、零件的尺寸大小和要求、零件的尺寸公差以及計(jì)量器具不確定度允許值來選用,結(jié)合公司現(xiàn)有的計(jì)量器具條件,該閥套零件的測量器具主要選擇三爪內(nèi)徑百分表測量。三爪內(nèi)徑百分表的測量準(zhǔn)確度較高,采用“三點(diǎn)接觸法”測量,縮小因內(nèi)孔形狀誤差而產(chǎn)生的測量誤差。
測量方法的選擇主要根據(jù)被測尺寸(90±0.05)mm的精度要求、被測閥套的結(jié)構(gòu)特點(diǎn)及現(xiàn)有的計(jì)量器具條件等,圍繞測量須解決的兩個(gè)難題,借鑒“三點(diǎn)接觸法”測量思路,采取借用檢具將臺(tái)階槽的被測量臺(tái)階尺寸引出臺(tái)階凹槽,填補(bǔ)在內(nèi)孔壁上與閥套內(nèi)孔構(gòu)建一個(gè)“圓”,使其作為“三點(diǎn)接觸法”測量中的一點(diǎn)實(shí)現(xiàn)對(duì)被測尺寸的間接測量。
2.2 檢具結(jié)構(gòu)
根據(jù)臺(tái)階槽的結(jié)構(gòu)特點(diǎn),設(shè)計(jì)一個(gè)弧面T型定位塊,將其放置于槽內(nèi),使其與臺(tái)階槽的臺(tái)階面結(jié)合,這樣被分割成兩部分的被測臺(tái)階面便轉(zhuǎn)換為一個(gè)測量面而被引出內(nèi)壁,與內(nèi)孔結(jié)合構(gòu)成“圓”,從而實(shí)現(xiàn)零件測量。T型定位塊結(jié)構(gòu)見圖3。圖中T型定位塊的內(nèi)圓弧面半徑為(77.5±0.02)mm,和閥套內(nèi)孔直徑φ155G6(+0.039/+0.014)mm的半徑保持一致;T型定位塊的外圓弧面的半徑尺寸與閥套外圓半徑尺寸保持一致,為97.4(+0.039/+0.014);T型定位塊的臺(tái)階面距離尺寸為(90±0.01)mm,與被測臺(tái)階面的尺寸保持一致,從而使T型定位塊安裝在凹槽臺(tái)階面后,T型定位塊的圓弧面填補(bǔ)在閥套內(nèi)孔面上,構(gòu)建一個(gè)測量“圓”。T型定位塊圓弧面的一點(diǎn)與閥套內(nèi)孔兩點(diǎn)形成任一軸向截面中的“三點(diǎn)”,使用內(nèi)徑百分表實(shí)現(xiàn)被測尺寸的測量。在測量過程中,T型定位塊因加工的被測臺(tái)階面的實(shí)際尺寸90mm的變化而在閥套的徑向直線方向移動(dòng)。
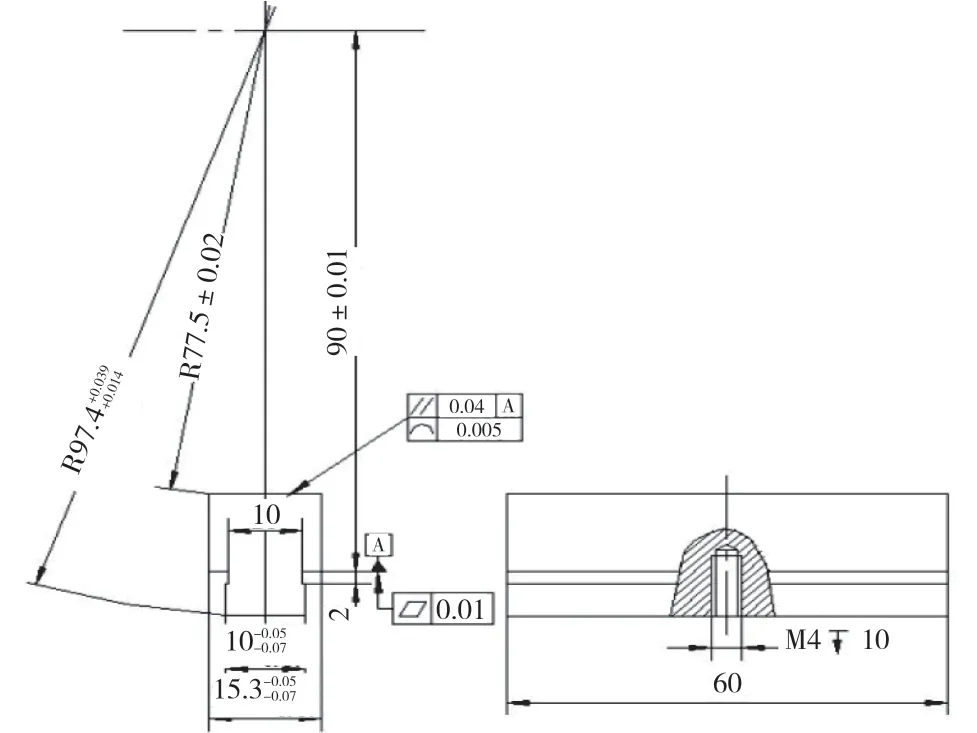
圖3 T型定位塊(單位:mm)
在測量過程中,為實(shí)現(xiàn)T型定位塊與凹槽臺(tái)階面的緊密接觸,提高T型定位塊的定位穩(wěn)定性,設(shè)計(jì)固定T型定位塊的壓緊塊。檢具的壓緊塊(見圖4)的定位面設(shè)計(jì)為圓弧面,與閥套外圓半徑尺寸保持一致,實(shí)現(xiàn)與閥套外圓的緊密接觸,同時(shí)設(shè)計(jì)螺絲孔,由螺絲通過壓緊塊將T型定位塊鎖緊。因圓弧面定位本身具有自找正功能,其定位的穩(wěn)定性更好。
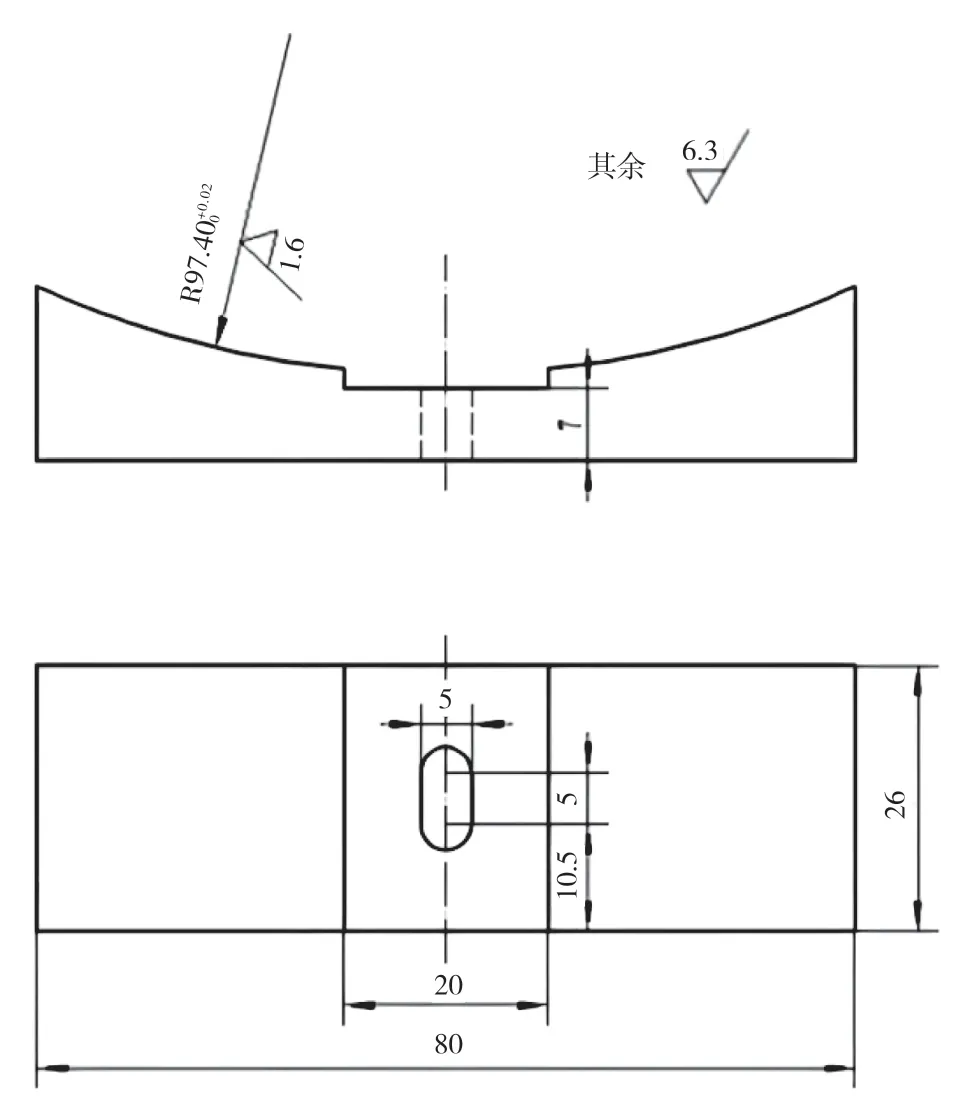
圖4 壓緊塊(單位:mm)
檢具由T型定位塊和壓緊塊組成。測量過程中,將T型定位塊安裝在臺(tái)階凹槽內(nèi),用壓緊塊鎖緊固定(見圖5)。
2.3 檢具計(jì)算公式推導(dǎo)
根據(jù)檢具測量示意圖5中各尺寸的相互位置關(guān)系,形成由閥套半徑、T型定位塊圓弧面與閥套內(nèi)孔壁構(gòu)成的“圓”實(shí)際測量尺寸、及T型定位塊的圓弧面距其臺(tái)階定位面的垂直距離尺寸組成的尺寸鏈,繪制出檢具測量尺寸鏈圖(見圖6)。
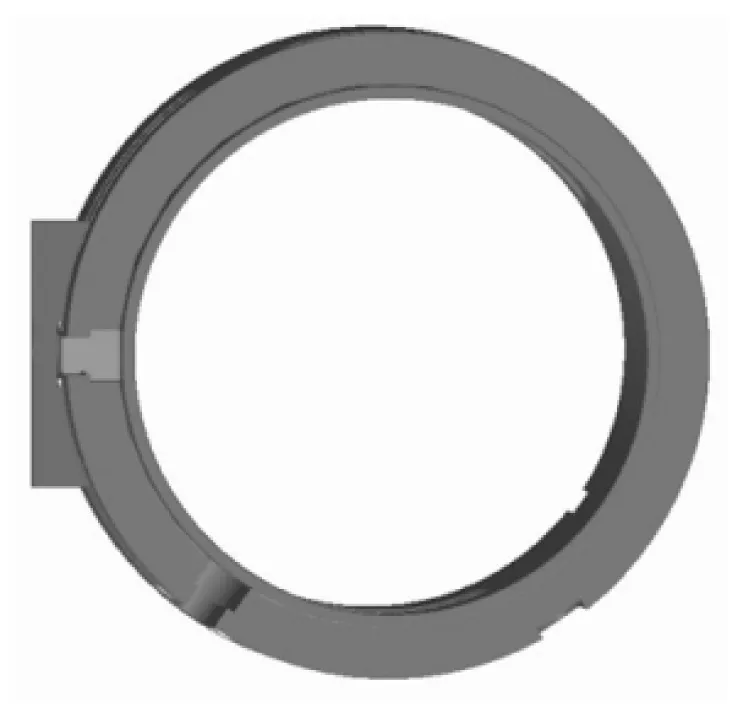
圖5 檢具測量示意圖

圖6 檢具測量尺寸鏈圖(單位:mm)
:閥套內(nèi)孔直徑測量偏差值。
:T型定位塊圓弧面與閥套內(nèi)孔壁構(gòu)成的“圓”的實(shí)際測量尺寸偏差值。
:T型定位塊圓弧面距閥套孔中心線的距離。
:T型定位塊的內(nèi)圓弧面距其臺(tái)階定位面垂直距離的加工尺寸偏差值。
由上述尺寸鏈推導(dǎo)出待測尺寸計(jì)算公式如下。

由上述計(jì)算結(jié)果可以看出:被測尺寸的偏差值由T型定位塊的內(nèi)圓弧面距臺(tái)階定位面垂直距離的加工尺寸偏差值、T型定位塊圓弧面和閥套內(nèi)孔組成的“圓”的實(shí)際測量尺寸偏差值和閥套內(nèi)孔直徑測量偏差值組成。
2.4 檢具使用
使用檢具測量前,檢測臺(tái)階槽的尺寸15.4mm和11mm是否滿足圖紙要求,同時(shí)檢測臺(tái)階處角是否符合圖紙和技術(shù)標(biāo)準(zhǔn)要求,角過大,影響T型定位塊的定位面與被測臺(tái)階面的貼合度,增大測量誤差值。
使用檢具測量前,檢驗(yàn)臺(tái)階槽與孔中心的對(duì)稱度誤差。測量時(shí),將閥套以等高“V”形塊支撐放在平板上,選取量塊插入臺(tái)階槽內(nèi),使量塊沿徑向與平板平行,用高度儀測臺(tái)階槽中心與閥套孔中心在截面方向上的對(duì)稱度誤差值,同時(shí)測量臺(tái)階槽在長度方向上與孔中心線的對(duì)稱度誤差,取截面方向和長度方向兩個(gè)測量誤差值中的最大值作為臺(tái)階槽與閥套的對(duì)稱度誤差值。
安裝檢具后,首先檢測檢具的T型定位塊和被測臺(tái)階面有無間隙,確認(rèn)無隙后才能使用檢具工裝進(jìn)行測量。
在使用百分表測量前,用標(biāo)準(zhǔn)件校正百分表零位刻度,若不正確,則進(jìn)行零位調(diào)整。
測量閥套內(nèi)孔直徑的實(shí)際偏差值。測量時(shí)選擇三爪內(nèi)徑百分表,在使用百分表測量前,用標(biāo)準(zhǔn)件校正百分表零位刻度;測量過程中,選取臺(tái)階槽所在圓的任一測量截面測量,同一測量截面沿圓周多位置測量(此時(shí)因測量閥套內(nèi)孔直徑,應(yīng)避開檢具T型定位塊圓弧面部位測量閥套),取其測量值的平均值,即為被測孔直徑的實(shí)際偏差值。
測量T型定位塊的內(nèi)圓弧面距其定位面的垂直距離的加工尺寸偏差值。在測量時(shí)注意找出內(nèi)圓弧面距定位面的最短垂直距離。即以兩個(gè)臺(tái)階定位面為測量基準(zhǔn),用兩個(gè)等高量塊支撐放在平板上,用杠杠百分表找出內(nèi)圓弧面的最低點(diǎn),該點(diǎn)距臺(tái)階定位面的距離(T型定位塊的內(nèi)圓弧面=77.5mm)即為T型定位塊內(nèi)圓弧面距定位面的最短距離(計(jì)算時(shí)考慮內(nèi)圓弧面加工的半徑實(shí)際偏差)。
測量T型定位塊內(nèi)圓弧面與閥套內(nèi)孔壁構(gòu)成的“圓”的尺寸測量偏差值。選取內(nèi)徑百分表測量T型定位塊的內(nèi)圓弧面與閥套內(nèi)徑構(gòu)成的“圓”的直徑尺寸測量偏差值,在使用百分表測量前,用標(biāo)準(zhǔn)件校正百分表零位刻度;測量時(shí),使內(nèi)徑百分表一測頭與T型定位塊的內(nèi)圓弧面接觸,在徑向找到最大值后,再在軸向截面內(nèi)測出最小值,該值即為被測“圓”的實(shí)測值,用同樣方法測量T型定位塊的內(nèi)圓弧面與凹槽臺(tái)階面沿長度方向多部位貼合構(gòu)成“圓”,取其測量數(shù)值的平均值,即為T型定位塊內(nèi)圓弧面與閥套內(nèi)孔壁構(gòu)成的“圓”的尺寸測量偏差值。
2.5 誤差分析(計(jì)算時(shí)考慮內(nèi)圓弧面加工的半徑實(shí)際偏差)
在測量過程中,該檢具測量誤差的影響因素有一般測量量具引起的測量誤差,還有使用檢具測量的檢具測量誤差。該文重點(diǎn)論述檢具測量造成的測量誤差,其包括兩個(gè)方面:一是臺(tái)階槽的尺寸公差帶較大,檢具在臺(tái)階槽內(nèi)(閥套半徑的法線方向)偏移造成的誤差:閥套臺(tái)階凹槽的公差帶為±0.1mm,檢具在測量過程中在其±0.1mm范圍內(nèi)移動(dòng);二是T型定位塊在安裝、鎖緊時(shí)在槽的公差范圍內(nèi)出現(xiàn)扭轉(zhuǎn)現(xiàn)象,這兩種情況成為沿半徑法線方向移動(dòng)造成測量誤差的關(guān)鍵影響因素。針對(duì)該誤差進(jìn)行分析,繪制檢具測量誤差分析圖(見圖7,注:0.1mm尺寸局部示意放大處理),由圖可知,當(dāng)零件的尺寸處于最大或最小偏差值0.1mm時(shí),其測量偏差值為0.0001mm,對(duì)被測尺寸的公差值±0.05mm影響可忽略不計(jì)。
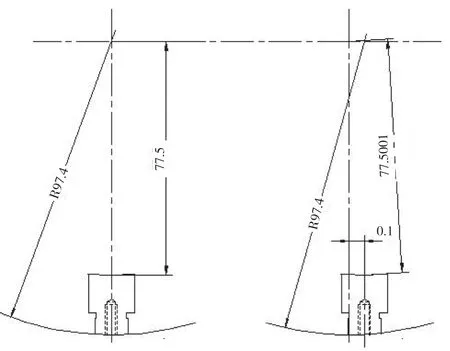
圖7 檢具測量誤差分析圖
3 結(jié)論
以上測量方法是將臺(tái)階凹槽的被測量面借用檢具引出臺(tái)階凹槽,填補(bǔ)在內(nèi)孔壁上成為內(nèi)孔圓周面的一部分,這種方法可以使檢具的內(nèi)圓弧面與內(nèi)孔圓周面組成一個(gè)測量“圓”,然后利用測量內(nèi)孔的通用檢測量具(內(nèi)徑百分表)通過“三點(diǎn)接觸”間接測量被測尺寸。該方法操作簡單,尺寸控制準(zhǔn)確,應(yīng)用后零件合格率得到大幅度提高且有效提高了加工效率,取得了良好的應(yīng)用實(shí)效。
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級(jí)版)(2015年4期)2015-04-29 00:00:00
