基于ECRS和SLP的精品化單件流生產優化設計
2022-03-15 10:09:58楊怡潔陳敏之徐慧娟
服裝學報 2022年1期
楊怡潔, 陳敏之, 徐慧娟
(1.浙江理工大學 服裝學院,浙江 杭州 310018;2.浙江理工大學 國際教育學院,浙江 杭州 310018;3.溫州大學 美術與設計學院,浙江 溫州 325035)
傳統的捆包式生產存在生產線不均衡、生產效率低、半成品積壓等問題,不能滿足當前服裝生產“快速反應”的需求,而單件流作為精益生產的重要組成部分,能有效縮短產品的生產周期、減少制品庫存、提高產品質量,最終實現生產效率的提升。
單件流作為對工序平衡和流水線節拍要求較高的生產方式,合理的工序優化規則和工序編排是達到單件流生產平衡的關鍵。常見的工序優化和編排方法有5W1H分析法(WWWWWH,5W1H)、改善法則(eliminate combine rearrange simplify,ECRS)、ABC法(activity based classification,ABC)、系統布局法(systematic layout planning,SLP),及蟻群算法、粒子群算法等智能算法。宋思哲[1]將ECRS法與5W1H法相結合,對塔架的生產流程進行改善,優化了單項工序內容并有效縮短搬運時間和距離。馬正君等[2]結合ABC法和ECRS法對微電機樣品生產管理流程進行優化,有效提高產品質量、縮短交貨周期。于昕辰等[3]采用蟻群算法快速編排服裝生產流水線,有效減少工人數目、半成品傳遞距離及總加工時間。陳學詣等[4]將粒子群算法用于工序編排,實現了生產流程中,在一定工人數目下達到最快生產速度。智能算法的引入使得工序優化及編排更為智能高效,但對于中國中小型服裝企業,人才素質不高的現狀使得智能算法的具體實施有一定難度。而ECRS改善法因其通用性和簡易性,被廣泛用于工序流程的改善,更適用于中國中小型服裝企業。
SLP主要是對車間內作業單位之間的物流關系和非物流關系進行分析,通過各影響因素的量化,得到各作業單位間的綜合相關關系,一般用于優化生產車間布局[6]。工序優化后的流水線編排通過分析工序之間的密切程度進行目標優化,并確定流水線作業單位的工序內容及先后順序,經過多年的研究和驗證,SLP已經成為一種系統且邏輯性很高的分析方法[6]。如郭曉萍[5]運用SLP方法進行西服車間布局優化,減少物流搬運過程中的交叉,縮短物流距離;韓昉等[6]運用SLP方法對車間的作業單位進行相關性分析,對原有布局進行優化。
綜上所述,ECRS原則有利于消除瓶頸工序,協調流程節拍;傳統的SLP理論僅用于車間布局的設計優化,將兩種方法的核心理念用于工序研究,可定義工序間的相互關系。由此,文中基于SLP理論[7]中的非物流關系概念,量化工序之間的相互關系,并結合ECRS原則建立一種新的工序優化規則,以捆包式女襯衫流水線為研究對象,實現單件流生產的優化設計,提高生產效率,減少空間、人力資源浪費。
1 服裝縫制流水線平衡指標
流水線平衡過程中,平均生產節拍、編制效率、生產平衡對流水線生產效率有很大影響, 是服裝生產線優化的重要評價指標[8],通過評價指標可以發現并解決流水線存在的問題[9]。
1.1 生產節拍
實施單件流的關鍵在于保證各作業單元的時間與生產節拍完全一致,即實現各工序生產的同步化[10]。采用10%的浮動確定節拍的上限和下限,計算公式為
tSPT=tH/Q
(1)
式中:tSPT為各作業單元的平均作業時間,即生產節拍;tH為計劃日作業時間;Q為計劃日產量。
1.2 流水線編制效率
流水線編制效率E即流水線負荷系數[11],其計算公式為
(2)
式中:t為單件服裝標準總加工時間;N為工位數;tCT為各作業單位中最長的作業時間,即瓶頸工時;tSPT為節拍。
1.3 生產平衡
生產不平衡損失率為d[12],d≤10%說明平衡結果為優,10%
(3)
(4)
式中:t為單件服裝標準總加工時間;ti為第i個工作地標準作業時間。
2 單件流生產工序優化方法
通過ECRS原則和SLP理論進行工序分析和優化。若生產線作業時間波動幅度大,可采取拆分瓶頸工位、合并耗時較短工位等處理方法,如瓶頸工位耗時過長,可以增加工人數或將該工位作業內容拆分為多個工序。
考慮到單件流的同步化生產特點,借鑒SLP理論中物流因素和非物流因素分析作業單元相關性方法,最終采用非物流因素分析工序間密切關系程度,以定義工序編排的優先規則。
2.1 確定工序間非物流因素
服裝縫制流水線中,可將影響工序密切程度的非物流因素分為順序因素、聚類因素及工藝因素。其中順序因素即工序的前后順序,有緊前關系的工序認為是強聯系;無緊前關系的工序較為自由,認為同其他工序強聯系.聚類因素即設備類型,將設備相同的工序認為是強聯系,手工作業由于無需設備較為靈活,因此認為與任何工序都為強聯系。工藝因素即工藝分支,以女襯衫為例,其生產工藝分為衣身、袖子、領子3條分支以及分支合流,分支內部工序為強聯系,分支之間為弱聯系。以此為依據,建立非物流影響因素并進行賦值,由于工序間的緊前關系是首要滿足的,因此賦值2,滿足其余條件則賦值1,不滿足則賦值0,具體見表1。
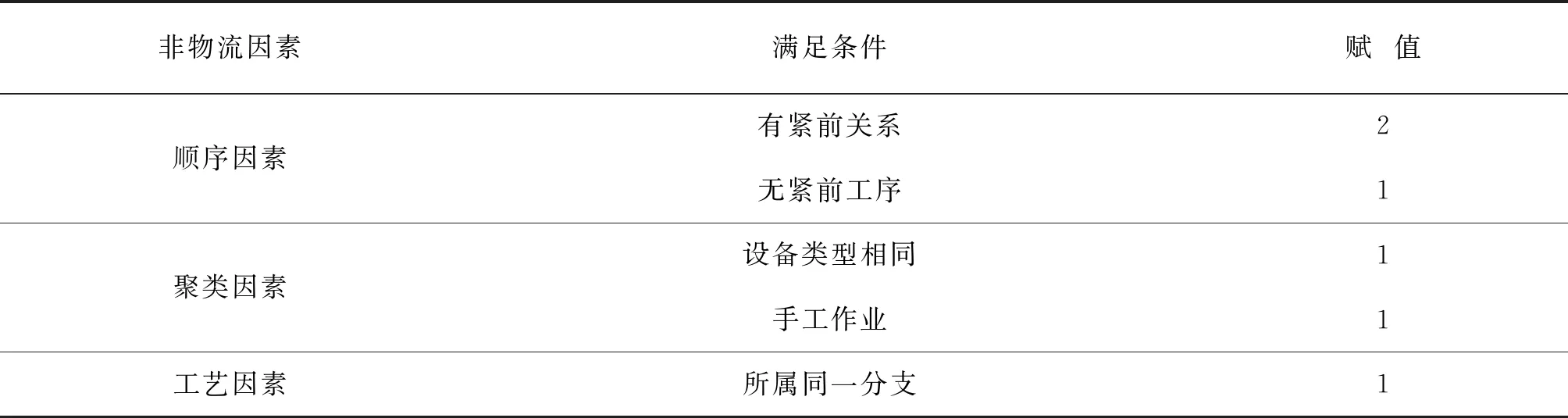
表1 非物流因素
2.2 劃分工序間非物流關系
根據表1,計算工序對之間的非物流關系量化值并劃分優先級,將工序間密切程度作為工序編排的判斷依據,具體等級含義見表2。例如,某工序對設備類型相同,均非手工作業,均有緊前工序,且所屬同一分支,其非物流關系量化值為4,關系等級為E,說明工序間關系比較密切,可優先組合編排。
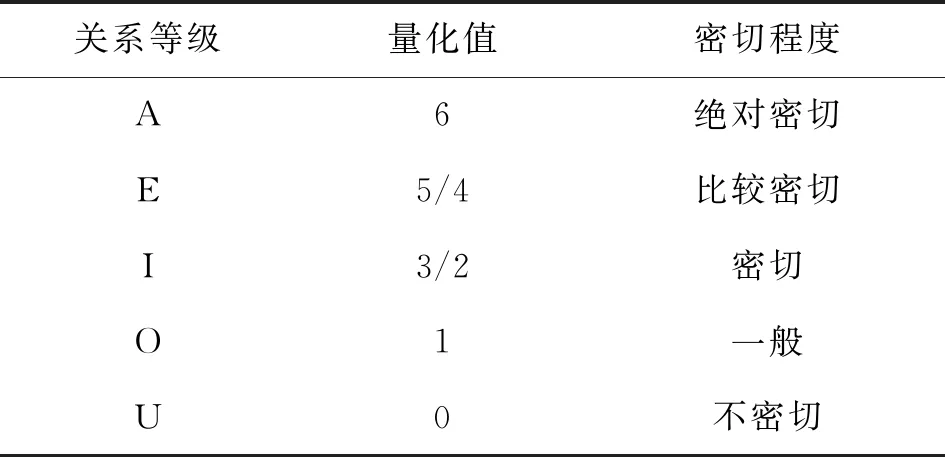
表2 非物流關系等級含義
2.3 定義工序編排規則
結合實際生產情況,根據所得工序間優先級進行工序編排。同時需注意在優化組合過程中嚴格遵循服裝生產加工中的緊前關系;各工作地節拍需盡可能接近平均節拍,對工時遠超平均節拍的工作地可采取平行工位的方式進行負荷均衡。
3 女襯衫單件流生產流水線優化設計
3.1 產品信息及生產線現狀
選取樣本企業實際投入生產的一款女襯衫為研究對象,該襯衫款式如圖1所示。由圖1可知,衣身門襟設6粒扣,翻折領,前衣身左右片各有胸褶和腰省,后衣身有腰省,下袖口開叉、2粒扣擺為圓弧形。經數據采集和處理得到該女襯衫的工序流程,具體如圖2所示。
經實地調研可知,樣本企業原有女襯衫的生產作業采用傳統捆包式流水線,縫制生產流水線共有40道工序,分成19個工位,單件服裝總加工時間為1 766.4 s,平均生產節拍tSPT為93.0 s。已知現有流水線依靠管理人員的主觀經驗進行生產,整體平衡度較差,生產效率不高。
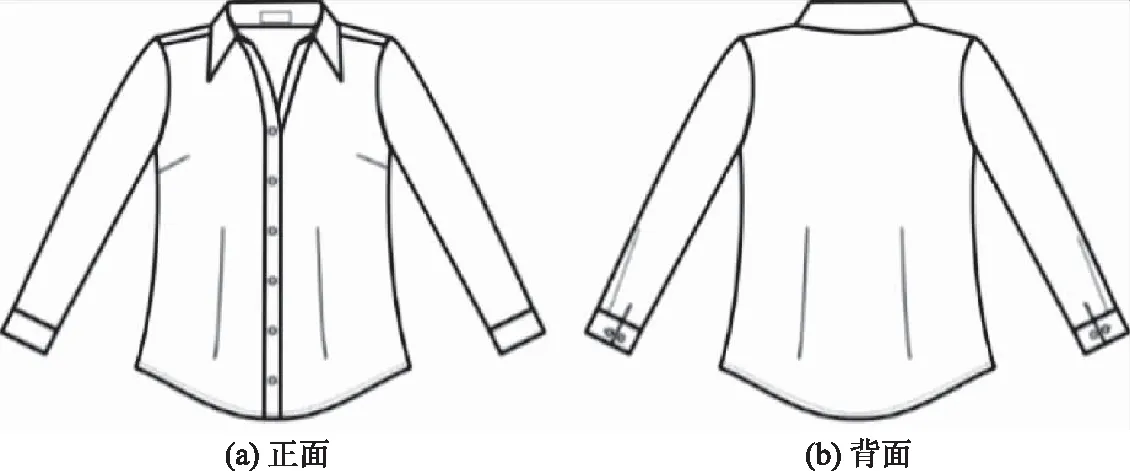
圖1 女襯衫款式Fig.1 Blouse style
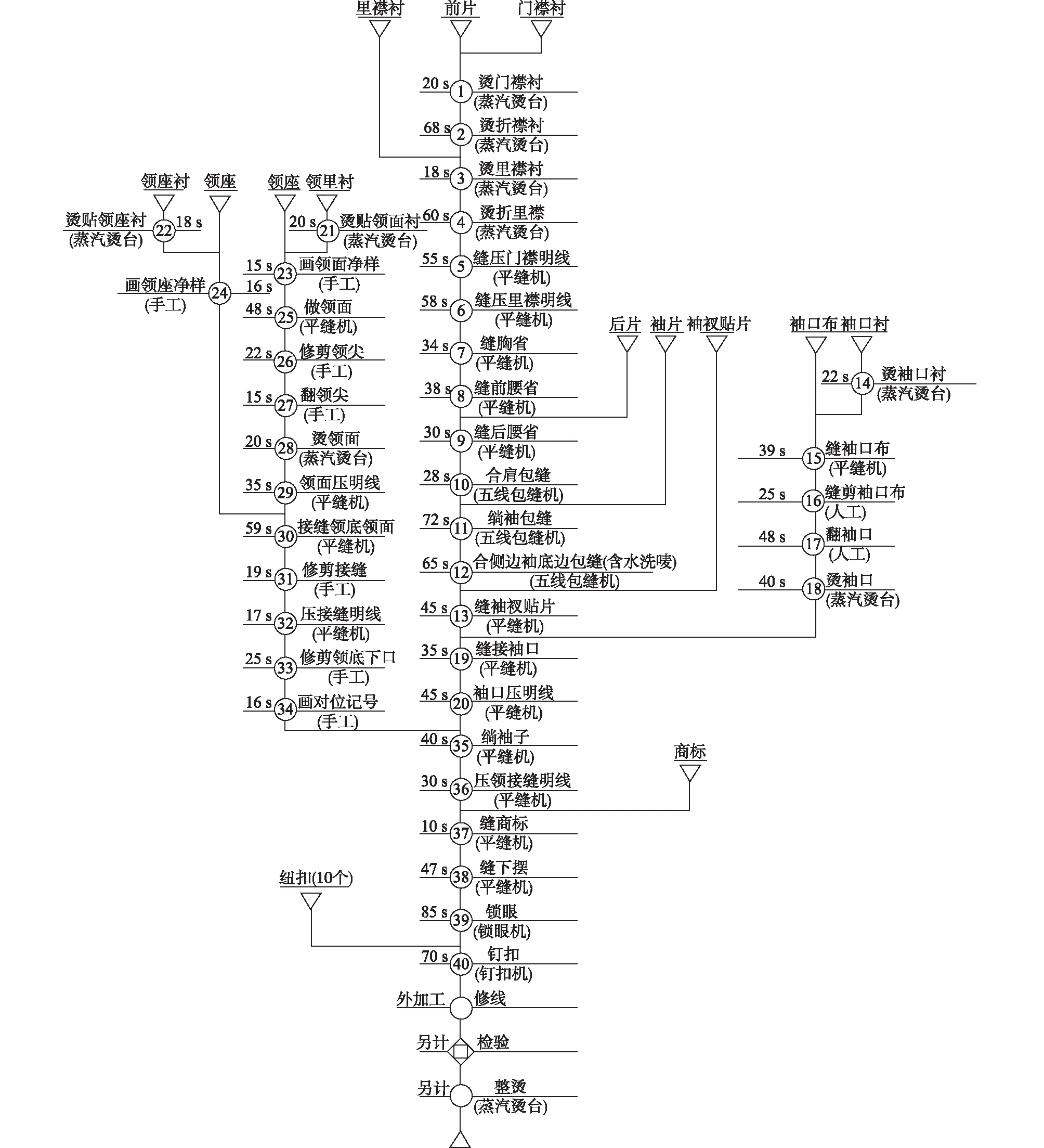
圖2 女襯衫工序流程Fig.2 Blouse process flow
3.2 精品化單件流生產流水線
單件流是以生產節拍為基準,在生產過程中進行單件產品傳遞,不停滯、不堆積的生產模式,此模式能有效縮短產品生產周期,提高生產效率。傳統的單件流生產多數優先考慮設備類型,嚴格按照工藝順序進行排產,可以達到生產較為平衡的效果,但一人一機的人員配置使得設備人力資源浪費較為嚴重。而模塊式快速反應流水線以人為中心,配備多臺機器形成模塊工作地,這種生產模式使得作業人員技能全面,工作地功能多樣化,可以適應多品種、小批量的生產需求。由此,借鑒模塊式快速反應流水線,組織工作地少于10個、每人配置多臺設備的精品化單件流生產流水線,以精簡生產線長度,最大化作業人員工作效率和生產資源。
3.3 生產流水線工序編排
根據人均日產量估算生產節拍,經過多次嘗試組合后確定最佳作業人員數為9人,確定生產節拍tSPT為196.3 s。應用2.1~2.2小節提出的工序優化方法進行工序分析,根據表2中非物流因素的賦值計算工序間非物流關系的量化值,劃分優先級并以菱格圖的形式體現工序間關系密切程度,具體如圖3所示。根據優先級進行作業單元的組合編排、再分配,使得作業單元的生產節拍一致,達到工序同步化。如T1,T2工序間的優先級為A,因此優先組合,T1、T2的生產節拍之后距離理論生產節拍還差約90 s,綜合考慮工序工時、相互間的優先級,緊前工序和設備因素,選擇T5和T21的工序組合,兩者工時之和恰好等于90 s,由此可知該作業單位的生產節拍等于理論節拍,已達到最優,因此得出該作業單元由T1,T2,T5,T21組合而成。

圖3 工序間密切關系等級Fig.3 Relationship between work processes
經過多次組合編排分析比較,最優化后瓶頸工時為199.2 s,因此將199.2 s作為實際生產節拍,最終得出編制方案。精品化流水線編制方案見表3。此方案的流水線設計采用U型流水線的排列方式。由于蒸汽燙臺需設置蒸汽管道,為便于管道及精品化流水線設備排布,將需用到蒸汽燙臺的工位安排在主道上。按照9個工位及設備種類編排,具體如圖4所示。
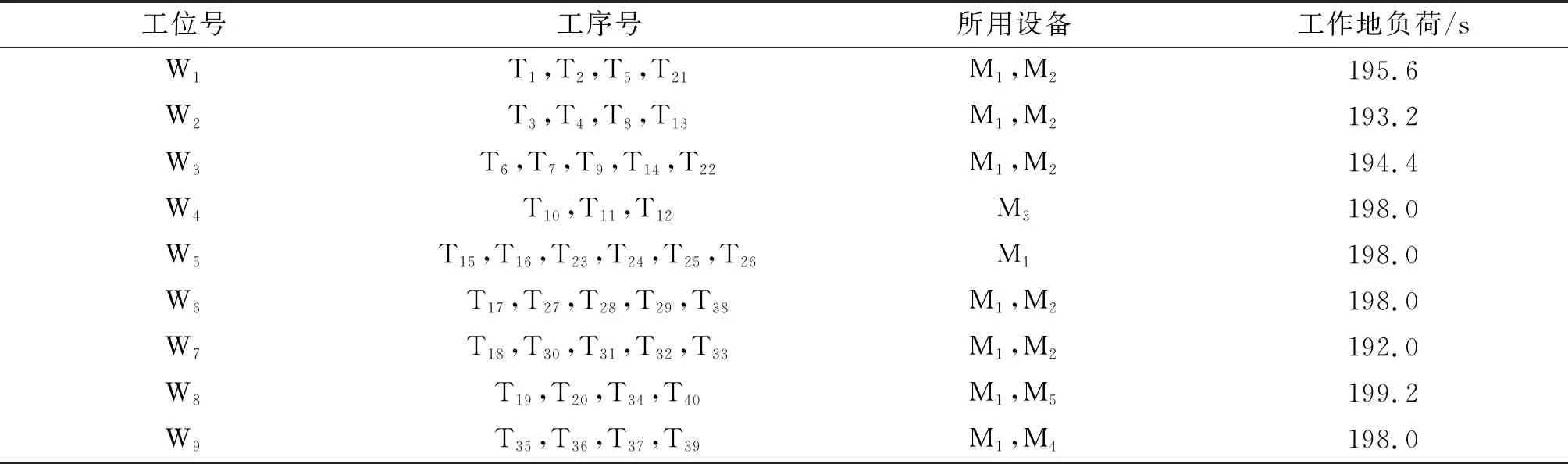
表3 精品化流水線編制方案
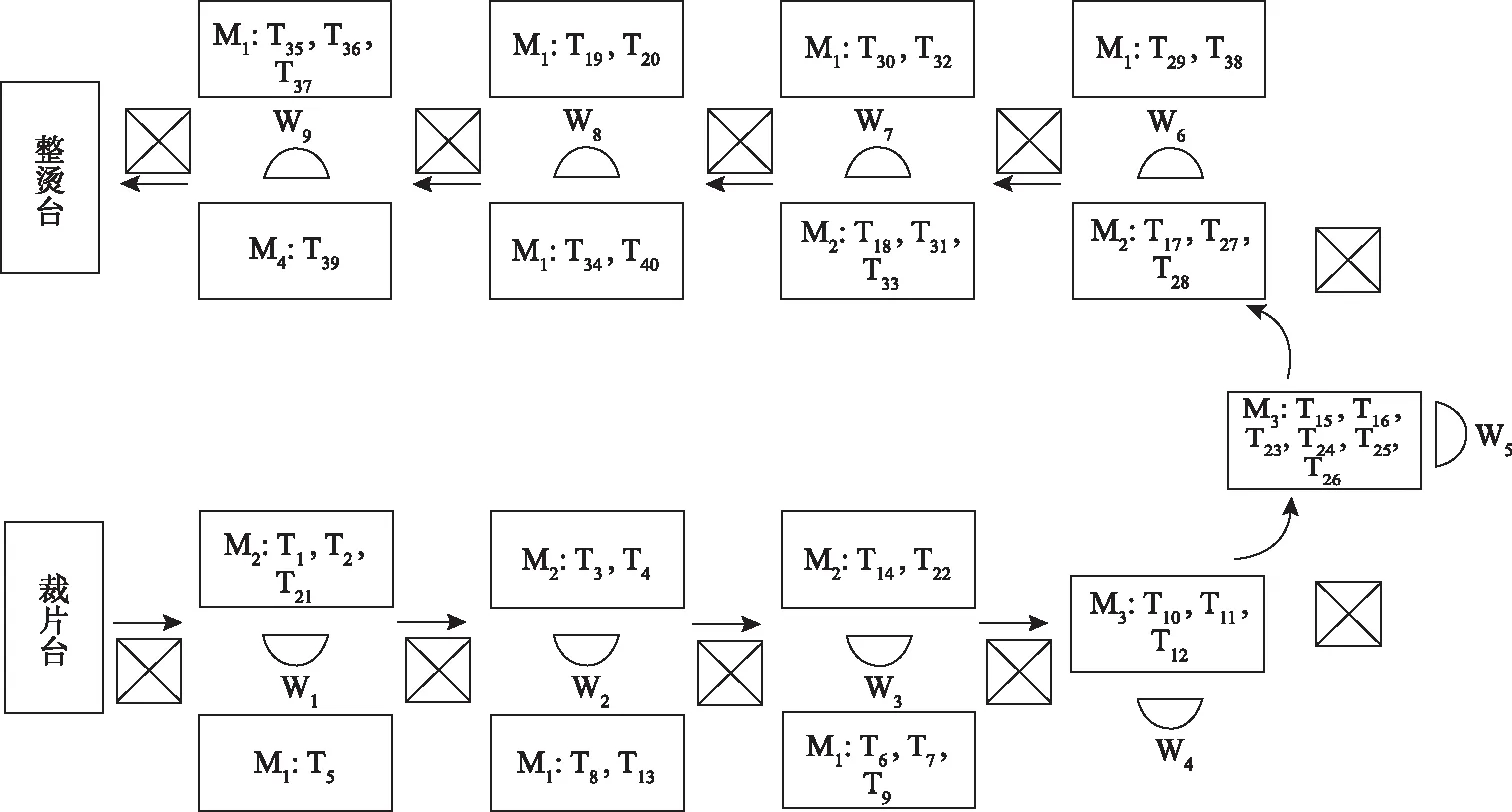
圖4 精品化流水線工位編排Fig.4 Boutique assembly line workstation arrangement
3.4 流水線優化結果評價
將捆包式流水線、傳統單件流生產線與精品化單件流生產線進行比較,得到改善前后的流水線工位負荷,具體如圖5所示。由圖5可知,改善前流水線部分工位之間的負荷差異較大,整體平衡度一般;改善后的流水線工位負荷波動幅度小,整體平衡有較大改善,且精品化流水線的生產線長度顯著縮短。
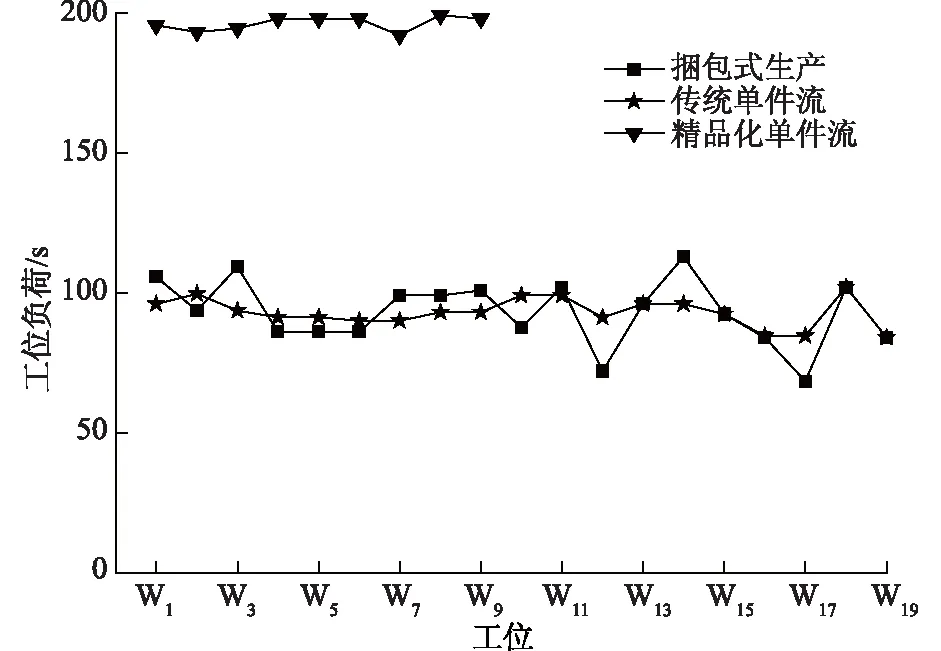
圖5 改善前后生產線工位負荷曲線Fig.5 Production line station load curve before and after improvement
根據第1節提出的評價指標得到的評價結果見表4。由表4可知,傳統單件流生產線與改善前的捆包式流水線設置同樣的工位數,生產線的編制效率為91.2%,提升了8.8%,生產線不平衡損失率和平滑指數都達到了優的標準,生產線整體較為平衡。精品化流水線的生產線長度從19個作業單元有效縮短至9個,同時節省了生產空間和機器設備;生產線的編制效率達到98.5%,提升16.1%;不平衡損失率由17.6%降低至1.5%,達到極優標準;生產線平滑性指數由22.9降低至3.8,生產平衡有了極大的改善。
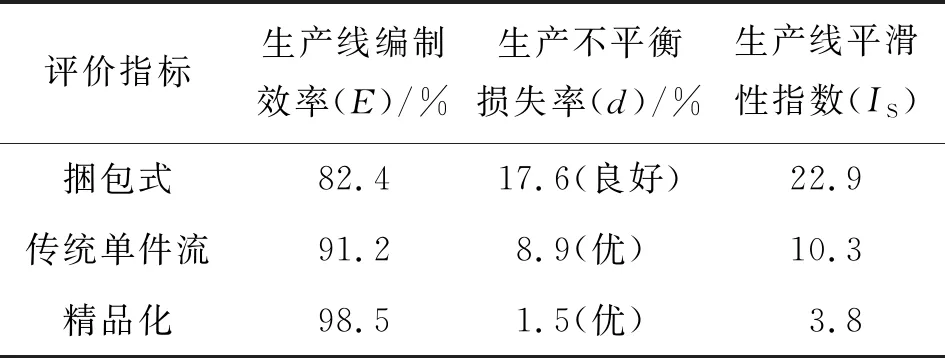
表4 生產平衡評價結果
4 結語
文中以樣本企業女襯衫捆包式流水線為研究對象,提出基于ECRS和SLP的生產工序優化方法,結合模塊式快速生產流水線,設計了以人為中心,將作業人員效率和生產資源最大化的精品化單件流生產流水線,經指評價和結果分析,可以提出以下結論:
1)基于SLP理論的工序分析方法,能量化工序間相互關系的密切程度,為工序編排提供直觀的參考,降低了生產管理人員僅憑主觀經驗的合理性不足問題。
2)提出的精品化單件流生產流水線極大地縮短了流水線長度,生產線的編制效率提升了16.1%,達到98.5%;不平衡損失率由17.6%降低至1.5%;生產線平滑指數由22.9降低至3.8,實現了傳統捆包式向單件流流水線的高效轉型。
3)優先考慮人員效率的精品化模式雖然對作業人員技能要求提高,但能夠大幅度提升工序編排的自由度及生產節拍,節省了生產空間、作業人員數和機器設備。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
物流技術與應用(2019年8期)2019-09-04 03:29:56
汽車觀察(2018年12期)2018-12-26 01:05:44
故事大王(2016年7期)2016-09-22 17:30:08
現代企業(2015年2期)2015-02-28 18:45:09
商界(2014年12期)2014-04-29 00:44:03
