換熱器管板筒體角焊縫的相控陣超聲檢測
2022-03-16 02:05:36王紅源胡利晨施星光陳松生錢盛杰
無損檢測 2022年1期
王紅源,胡利晨,施星光,陳松生,錢盛杰
(寧波市特種設備檢驗研究院,寧波 315048)
在工程實際中,某些固定管板換熱器的管板與殼程筒體的焊接接頭為設備的最終組焊接頭,該結構焊接難度大,焊接中易產生夾渣、氣孔、未熔合、未焊透、裂紋等危害設備安全的缺陷,且焊后殘余應力較大,直接影響焊接接頭的機械性能[1]。因此,有必要對換熱器管板與殼程筒體角焊縫的焊接質量進行檢測。文章研究的管板與殼體的接頭形式為對接,焊縫形式為對接與角接組合。根據標準GB 150.1-2011 《壓力容器第1部分:通用要求》 可知,管板與圓筒對接接頭屬于B類焊接接頭,需要進行表面及內部缺陷的無損檢測。該接頭作為最后一道焊接接頭,無法進行內部貼片,故一般不采用射線檢測,常用的無損檢測方法為滲透檢測和超聲檢測,其中滲透檢測只能檢測出焊縫的表面缺陷,超聲檢測可以對焊縫中的埋藏缺陷進行檢測。該類焊縫結構特殊,使用常規超聲檢測得到的信號含有復雜的結構回波,容易造成對缺陷的誤判,因此利用具有多種成像功能的相控陣超聲檢測(PAUT)方法來對該類結構進行檢測。
1 管板筒體角焊縫的相控陣超聲檢測
相控陣超聲檢測技術是一種根據預先設定的延遲法則來激發相控陣陣列探頭各獨立壓電晶片(即陣元),合成聲束并實現聲束的移動、偏轉和聚焦等功能,再按一定的延遲法則接收超聲信號并以圖像的方式顯示被檢對象內部狀態的超聲檢測技術。換熱器的管板與筒體對接接頭角焊縫結構特殊,常規超聲檢測方法只能對其進行單面單側檢測(筒體外表面側),檢測中存在較多的結構回波信號。相控陣超聲檢測技術則可以根據焊縫的結構在軟件中建立模型,并可設置聚焦法則使聲束完全覆蓋檢測區域,在檢測儀上呈現出清晰的結構回波和缺陷信號,有效地避免對缺陷的誤判。
常規相控陣超聲檢測的掃描聲束有限,且聚焦點一定,使得聚焦點及附近位置的成像效果較好,遠離焦點位置的成像分辨率降低[2]。基于全矩陣捕捉的全聚焦成像法(TFM)相比于常規相控陣成像方法具有更高的檢測靈敏度和分辨率,檢測范圍更大。該方法利用全矩陣法采集N陣元陣列換能器的數據(每個陣元單獨激發,全陣列接收),得到了N行×N列的脈沖響應;再利用虛擬延時疊加聚焦,使獲得的空間分辨率在成像區域內的每一點上都是最優的[3]。
2 試驗研究
2.1 人工試塊制作
模擬缺陷試塊實物如圖1所示,試塊編號分別為2619,3021,記2619試塊為模擬缺陷試塊1,3021試塊為模擬缺陷試塊2。兩個試塊的結構如圖2,3所示。在模擬缺陷試塊1焊縫中心及管板側坡口加工了直徑為2 mm的短橫孔,用于模擬焊縫中的氣孔和夾渣缺陷。在模擬缺陷試塊2中每間隔60 mm加工了5處模擬缺陷,缺陷性質分別為坡口未熔合、根部未焊透、管板側坡口根部圓角未熔合、管板側坡口未熔合、上表面開口裂紋等,缺陷的具體信息如表1所示。

圖1 模擬缺陷試塊實物
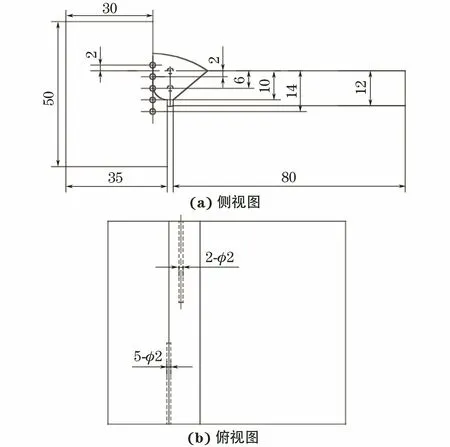
圖2 模擬缺陷試塊1結構示意
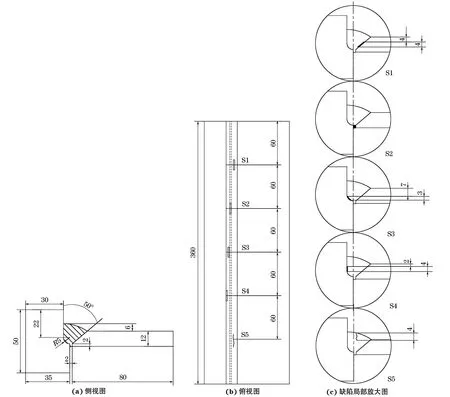
圖3 模擬缺陷試塊2結構示意
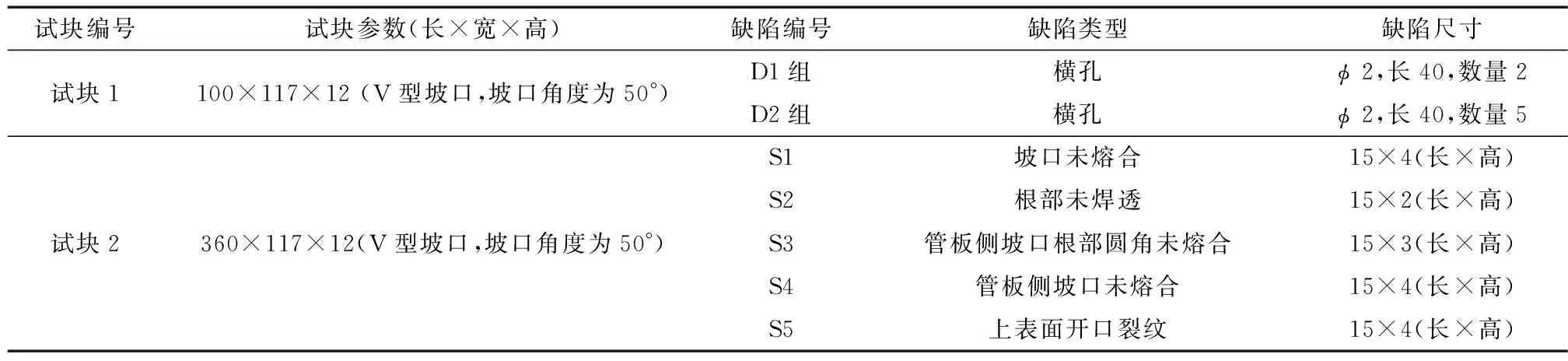
表1 模擬缺陷試塊中的缺陷信息 mm
2.2 相控陣檢測技術能力比對
對上述試塊進行常規相控陣和全聚焦相控陣檢測,并分析比較這兩種相控陣檢測技術的檢測效果。常規相控陣檢測采用扇形掃查,掃查角度為35°~70°,角度步進為0.5°,聚焦點設置在焊縫上表面。全聚焦相控陣檢測無需設置掃查角度、角度步進和聚焦點等參數。為保證相控陣檢測聲束能全部覆蓋整個被檢焊縫區域,對PAUT法和TFM法分別進行了聲場仿真(見圖4)。在CIVA軟件中建立管板筒體角焊縫模型,由聲場仿真結果可知,PAUT法和TFM法均能實現對上述試塊的全覆蓋檢測。PAUT法在聚焦聲束位置的波幅較高,離開聚焦聲束位置的波幅快速下降。相比之下,TFM法通過對目標區域的每個網格進行聲波計算疊加,獲得更大的聲場覆蓋范圍和更加均勻的聲場。TFM法的這一聲場特性,將大大提高缺陷在計算區域的檢測靈敏度。
圖4 管板筒體角焊縫聲場仿真
管板與筒體焊接接頭的結構主要為對接接頭,相控陣檢測時,焊接接頭截面存在一定的聲束覆蓋盲區。當探頭從筒體側檢測時,受焊縫錯邊的影響,焊縫厚度和底部焊寬尺寸相對穩定,能實現單面單側的一、二次波檢測,但經驗證有一定的缺陷漏檢可能性,尤其是容易漏檢靠近管板側熔合面上的缺陷。檢測方法如圖5所示,在檢測過程中,確定好探頭前沿與焊縫的距離后,以試塊邊緣作為起始點,沿著焊縫方向進行掃查,以保證相控陣檢測聲束能全部覆蓋整個被檢區域[4]。
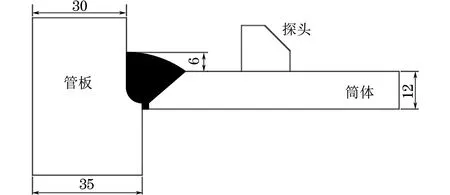
圖5 管板筒體角焊縫的檢測方法示意
相控陣成像顯示分為實際幾何結構成像和聲程顯示成像,根據文獻[5]可以得出,實際幾何結構成像具有顯示直觀、缺陷定性及定量準確、容易識別偽缺陷等優點。文中采用實際幾何結構成像法。
2.2.1 模擬缺陷試塊1對比試驗結果
圖6為兩種檢測方法對模擬缺陷試塊1進行檢測的成像結果。PAUT法和TFM法兩種檢測方法的圖譜界面均可顯示S掃(扇掃圖)、A掃、C掃(俯視圖)和D掃(側視圖)4種圖形。PAUT法采用一、二次波同時進行檢測,TFM法采用TT法(發射的橫波經缺陷反射后被探頭接收)或TTTT法(發射的橫波經底面反射到缺陷,缺陷反射到底面再經底面反射后被探頭接收)進行檢測。對于橫孔缺陷,不論其位于焊縫中心,還是位于坡口側,兩種檢測方法均能清晰地顯示。比較S掃圖形可以得出,PAUT檢測的放大效果更明顯,分辨率和信噪比要低于TFM的。
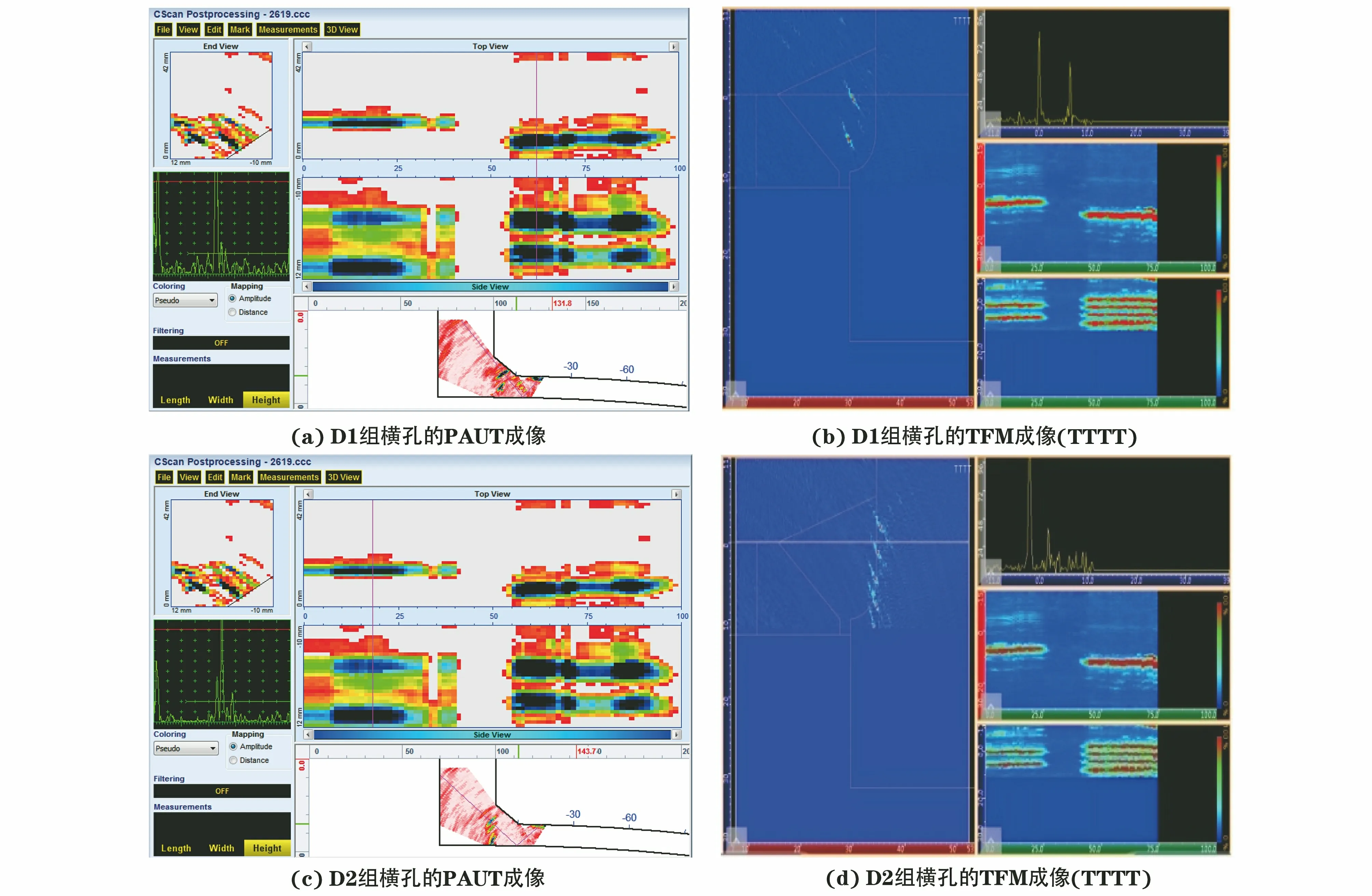
圖6 兩種檢測方法對模擬缺陷試塊1的成像結果
通過對圖6(a)的S掃描成像視圖和D掃描成像視圖可測定D1組缺陷的深度分別為0.2,6.3 mm,通過C掃描成像視圖和D掃描成像視圖可測定D1組缺陷自身高度分別為2.5,2.4 mm,長度均為41.2 mm。通過對圖6(b)的S掃描成像視圖和D掃描成像視圖可判定D1組缺陷的深度分別為0.1,6.2 mm,通過對C掃描成像視圖和D掃描成像視圖可測定D1組缺陷自身高度分別為2.2,2.1 mm,長度均為40.8 mm。通過對圖6(c)的分析得出,D2組缺陷深度分別為-2.2,2.1,6.2,10.2,14.3 mm(自上而下),自身高度分別為2.7,2.5,2.4,2.2,2.2 mm,長度均為40.6 mm。通過對圖6(d)的分析得出,D2組缺陷的深度分別為-2.1,2.1,6.0,10.1,14.2 mm(自上而下),自身高度分別為2.3,2.2,2.2,2.2,2.1 mm,長度均為40.5 mm。
2.2.2 模擬缺陷試塊2對比試驗結果
圖710為兩種檢測方法對模擬缺陷試塊2的成像結果。通過對圖7(a)的分析得出,坡口未熔合缺陷S1的深度為1.6 mm,自身高度為3.4 mm,長度為15.8 mm。對圖7(b)的分析得出,坡口未熔合缺陷S1的深度為5.2 mm,自身高度為4.4 mm,長度為15.5 mm。
分析圖8(a)可得出,根部未焊透缺陷S2的深度為9.5 mm,自身高度為2.5 mm,長度為15.8 mm。分析圖8(b)可得出,根部未焊透缺陷S2的深度為11.6 mm,自身高度為2.3 mm,長度為15.6 mm。對于該處未焊透缺陷,TFM法的檢測靈敏度明顯高于PAUT法的,PAUT法回波幅值較低,容易造成該處缺陷的漏檢。

圖8 根部未焊透的相控陣成像結果
圖9為管板側坡口根部圓角未熔合及坡口未熔合缺陷的TFM成像結果,對于這兩種缺陷,PAUT能發現其信號,但靈敏度很低,檢測效果較差。通過圖譜分析得出圓角未熔合缺陷S3的深度為7.2 mm,自身高度為3.1 mm,長度為15.4 mm;坡口未熔合缺陷S4的深度為2.3 mm,自身高度為4.2 mm,長度為15.5 mm。
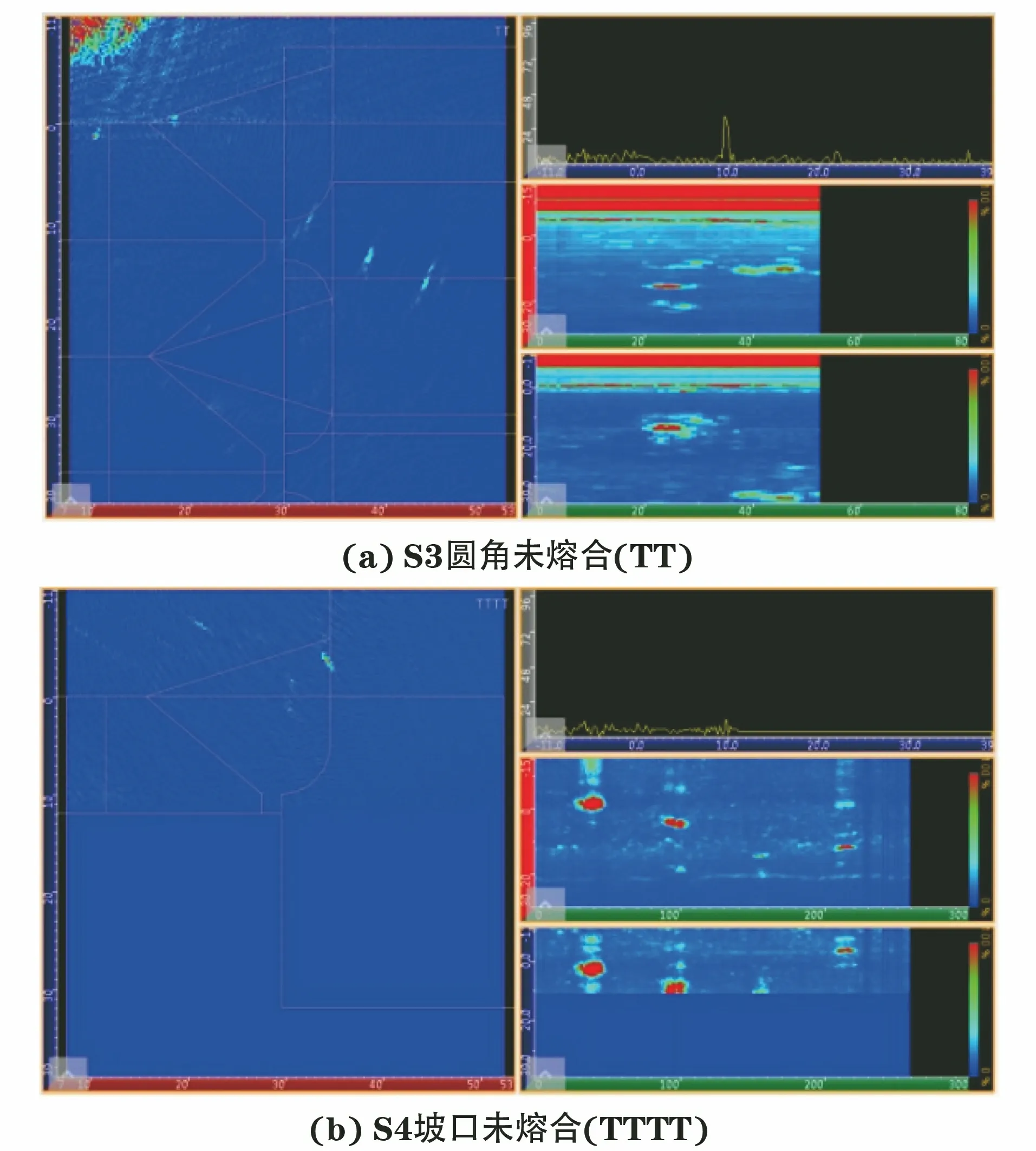
圖9 管板側坡口根部圓角未熔合及坡口未熔合缺陷的TFM成像結果
圖10為表面裂紋缺陷S5的TFM成像結果(TTTT),通過圖譜分析得出表面裂紋S5的深度為-4.2 mm,長度為15.7 mm。裂紋的真實形貌不規則(中間粗兩頭尖且存在分叉),TFM法的圖譜表現為多處集中的缺陷信號,比較符合裂紋的形貌。TFM法克服了聲束方向性的缺點,使回波信號的分布更接近缺陷的真實位置。
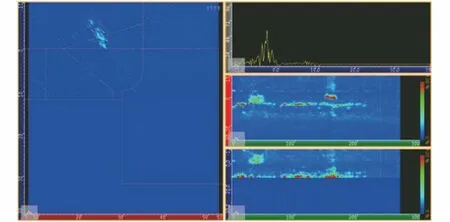
圖10 表面裂紋缺陷S5的TFM成像結果(TTTT)
2.2.3 試驗結果比對分析
綜合上述比對結果可知,常規相控陣檢測顯示的缺陷,全聚焦相控陣均能檢測出來,且具有更高的檢測分辨率,成像更為直觀。將上述檢測結果進行匯總,得到缺陷檢出率如表2所示。將缺陷的原始設計尺寸作為參考尺寸,并與相控陣檢測結果進行比對分析,可得如下結論。

表2 模擬缺陷試塊的缺陷檢出率
(1) 從檢測范圍和缺陷檢出率來看,TFM法的聲場覆蓋范圍明顯大于PAUT法的,缺陷檢出率高于PAUT法的。
(2) TFM法的檢測靈敏度和分辨率高于PAUT法的,其對缺陷的定量誤差較PAUT法對缺陷的定量誤差小。
(3) 從缺陷長度和埋藏深度的測量情況來看,TFM法與PAUT法均較為準確,兩者差異不大。
(4) 從缺陷自身高度的測量情況來看,TFM法的檢測結果更加接近真實缺陷的自身高度,誤差較PAUT法的小。
3 結論
采用常規相控陣和全聚焦相控陣對管板焊接試件中的橫孔、未熔合、未焊透、表面裂紋等缺陷進行檢測,對比兩種檢測方法的成像效果和定量數據,可以確定全聚焦相控陣比常規相控陣在焊接缺陷的尺寸和位置定量方面更為準確,且全聚焦相控陣成像清晰、分辨率較高,所成圖形更能還原缺陷的形貌,對缺陷定性具有很大的幫助。全聚焦相控陣技術可成功檢測人工試塊的所有典型缺陷,解決了該換熱器管板筒體角焊縫超聲檢測的難題,有望在工程實踐中得到推廣應用。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12