基于SLM技術對H13鋼性能的研究
2022-03-18 08:34:46涂尊鵬潘健怡吳玉廣翁育武胡哲鑫
模具工業 2022年2期
0 引 言
隨著科技與工業制造水平的進步,金屬3D打印技術作為先進制造技術的發展方向,對于模具零件與機械制造有著重要作用。SLM技術(選擇性激光熔融技術)作為金屬3D打印技術的一種,它是利用金屬粉末在激光束的熱作用下熔化、經冷卻凝固而成型的一種技術
。目前SLM技術的發展仍存在較多的問題需要解決,如SLM技術在打印時金屬粉末的各元素含量比例、夾雜程度、顆粒大小等對最終產品的影響。
根據調查,市場上可用于3D打印的金屬粉末有10多種,包括熱作模具鋼、Ni基高溫合金、Ti合金、不銹鋼以及Co-Cr合金等,但大多處于試驗階段,無法實現商業化及大批量生產
。熱作模具鋼主要用于制造從加熱到再結晶溫度以上的固態金屬或高溫液態金屬壓制成形的模具
;H13鋼(C-Cr-Mo-Si-V型鋼)作為熱作模具鋼應用較普遍,目前H13鋼在金屬3D打印的應用上仍存在問題,對于H13鋼性能與SLM技術工藝參數之間的關系不明確
,現主要探究SLM技術的工藝參數對H13鋼成型性能的影響以及兩者之間的相關性,為了提高試驗效率、降低制造成本,采用正交試驗法。
1 試驗材料
試驗材料為H13鋼合金粉末,化學成分如表1所示,振實密度為4.46 g/cm
,松裝密度為4.01 g/cm
,流動性為28.03 s
50 g,粒度分布如表2所示。
金融行業健康發展是社會經濟健康發展的決定性因素,綠色金融的實現,能夠促進傳統粗放型經濟發展方式的轉變,滿足社會可持續發展現實需求,推進經濟轉型升級,全面提升經濟社會發展水平。在此種情況下,對我國綠色金融可持續發展的長效機制構建進行探究,具有一定現實意義。


2 成型設備及制備方法
2.1 試樣成型前準備
試驗設備為DiMetal-100型號打印機,成型基板材料為45號鋼。試驗前,對SLM設備成型腔進行清理,將酒精浸潤無塵紙擦拭腔體、激光透鏡、刮板等部件。對成型基板進行磨平處理后噴砂,并將其安裝在SLM設備上,通過調平螺母進行調節。通過篩粉機對H13鋼粉末進行篩選,去除前次試驗燒結產生的殘留顆粒,并放入電熱鼓風干燥箱干燥,干燥溫度和時間分別為100℃、10 min;將干燥后的粉末倒入送粉缸內。關閉成型腔倉門,通入氮氣將其他氣體排出,使氧氣濃度下降到0.01%以下,通過SLM設備控制面板進行試驗。
2.2 試樣成型后處理
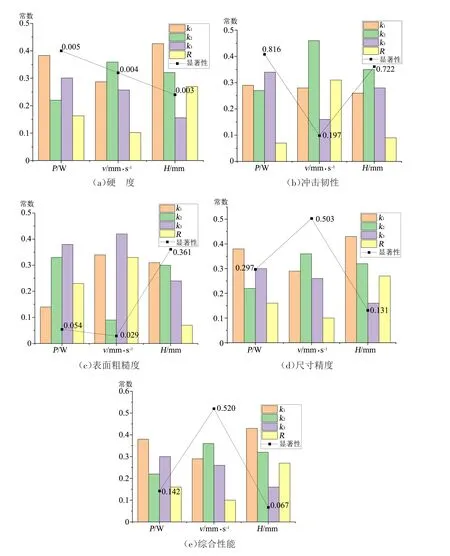
(3)對于表面粗糙度,影響最大的是掃描速度,其次是激光功率,最小是鋪粉厚度,其最優組合為
,即激光功率185 W、掃描速度905 mm/s、鋪粉厚度0.03 mm。
3 試驗方案
從圖4可得出如下結果。
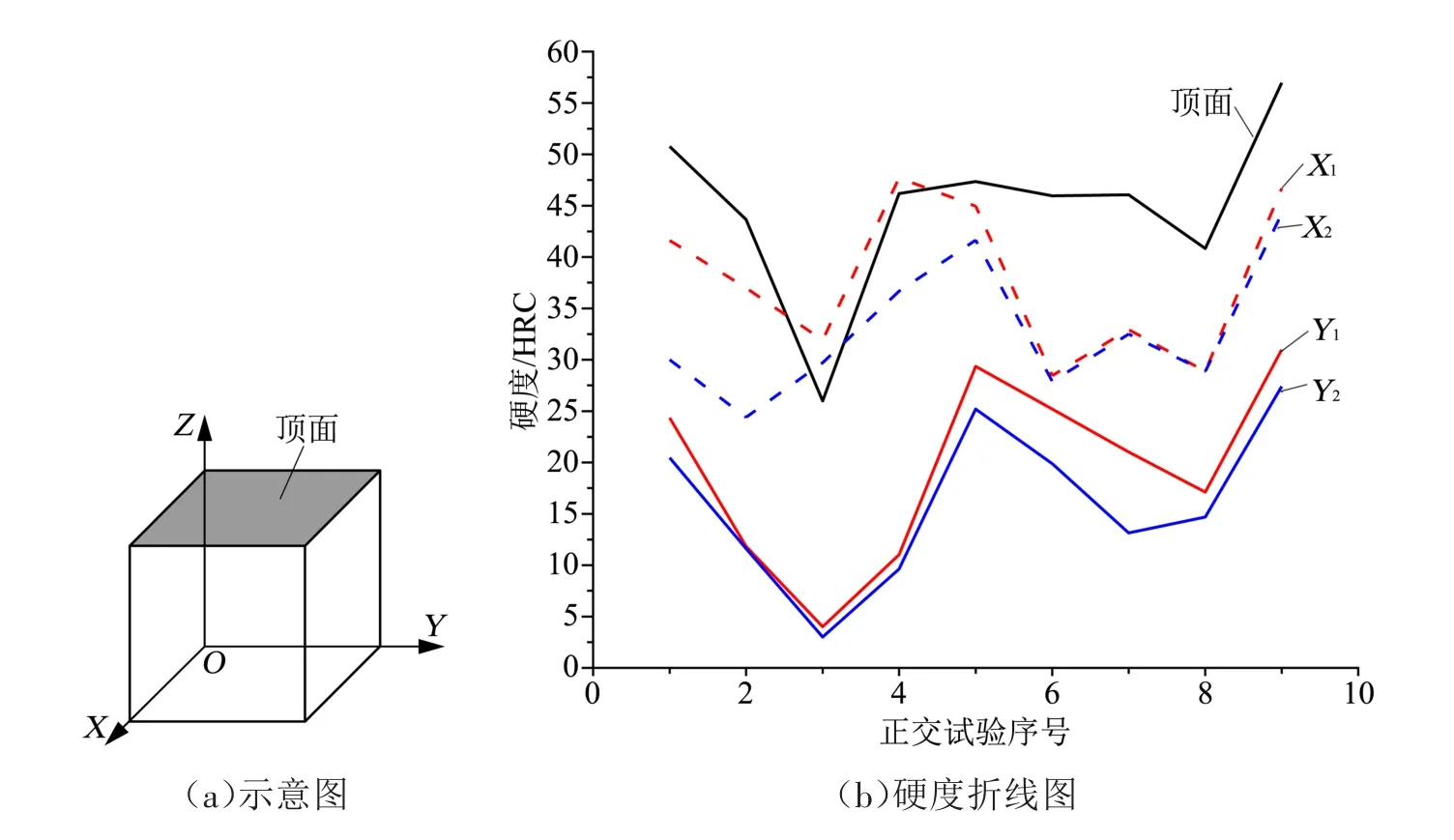
試驗主要研究SLM設備不同的工藝參數對H13鋼的成型尺寸精度、硬度、表面粗糙度、沖擊韌性以及在4個性能同權重(1:1:1:1)下綜合性能的影響;為了確保試驗結果的穩健性和普遍性,每一組試樣均打印3個樣品,試樣均未進行機加工與熱處理。試樣尺寸相同的情況下,同一材料沖擊韌性與沖擊功呈正相關,即沖擊功越大,沖擊韌性越好。硬度試驗:試樣尺寸為10 mm×10 mm×10 mm,如圖1(a)所示,檢測使用洛氏硬度計。沖擊試驗:試樣尺寸為10 mm×10 mm×55 mm的帶V形缺口長方體,如圖1(b)所示,檢測使用擺錘式沖擊試驗機。
4 結果分析
4.1 檢測結果分析
醫院要加強成本核算的全面性,應利用更先進的核算方式對醫院的固定資產、流動資產、可預估資產、隱性資產與財務信息進行統計核對。利用高效能對成本進行控制能避免浪費,降低成本,提高有效利用率。

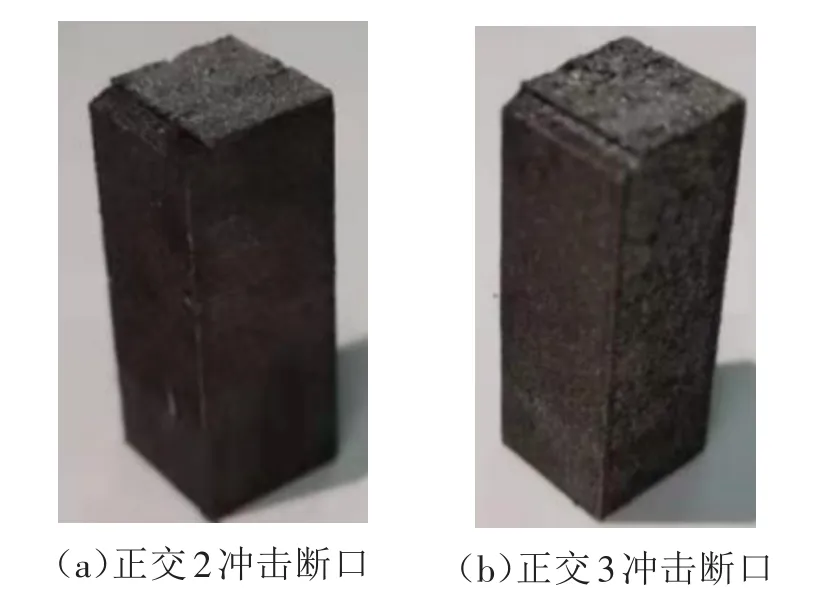
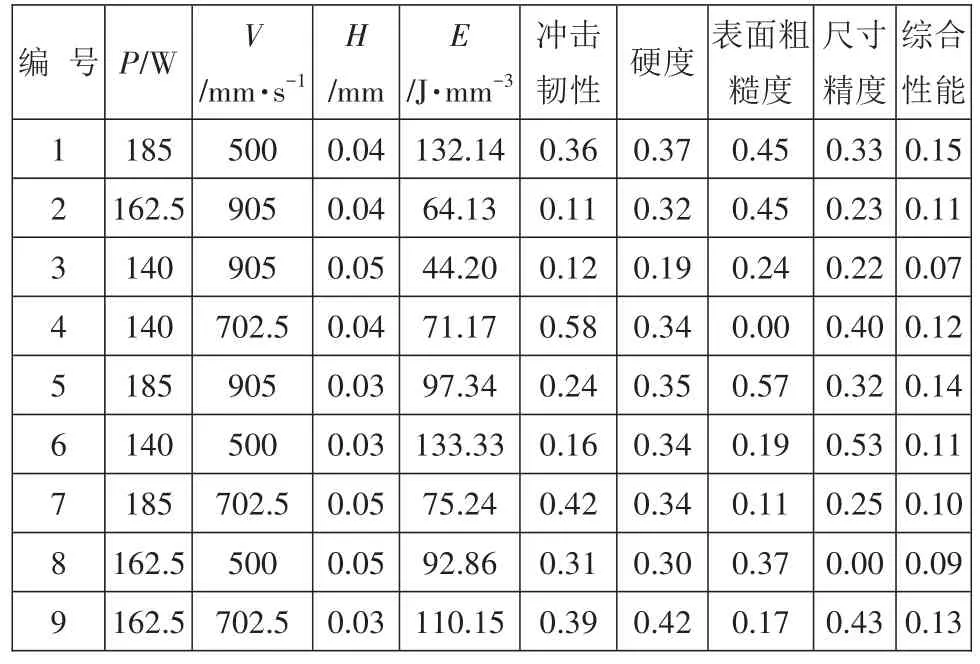
從表4可知:對于試樣為10 mm的正方體,尺寸總體上呈偏大的趨勢,其成型尺寸最小偏差為0.02 mm,相對精度誤差為0.90%;進行沖擊試驗后,試樣的沖擊韌性較差,脆性較大,斷口較平整,如圖2所示。
因指標存在極大型(硬度、沖擊功)和極小型(表面粗糙度)與中間型(尺寸),為了數據類型的統一,將所有指標正向化處理。因尺寸、硬度、表面粗糙度、沖擊韌性這4個性能的量綱(單位)不同,需要消除各指標量綱的影響,對已經正向化的數據矩陣進行標準化處理,標準化后的數據如表5所示。
牽犬,李斯之嘆;聽鶴,陸機領成都眾大敗后,云“思聞華亭鶴唳,不可復得”。[注] 《宋書》卷六十七《謝靈運傳》,第1755頁。
3.2.2 鼠和狗的主動脈腔靜脈瘺模型 模型優點是該模型適用于所有動物,具有高度可復制性;缺點是這類疾病在人類身上發生率很低[23-26]。
蔥可調和腥膻等油膩厚味,并能產生特殊香味,刺激食欲。在冬季適當進食大蔥,還可在一定程度上利用蔥的抑菌作用,降低呼吸道和腸道感染的風險。
1.前往西藏的道路:從都蘭出發,西至格爾木,再正南行,相繼經過昆侖山口、安多、那曲,通往拉薩,并經過拉薩前往印度。
1991年12月25日,弊病叢生的蘇維埃社會主義共和國聯盟被當做龐然怪物合力打倒了。但勝利的歡呼還沒有散盡,痛苦卻比自由更早更真實地到來了。七十余年的社會主義奮斗史驟然被判為虛妄,無數“真相”爭相出來證明昔日理想的絕對荒謬,而被詛咒了一個世紀的資本主義和超級市場卻成了正道。“蘇聯人”面臨的困境大體有:
2) 節能環保。我國船舶帶來的大氣污染主要來自于含硫量較高的燃油。按照IMO《防止船舶污染國際公約》的規定,遠洋船舶燃油含硫量最高不超過3.5%,但這已是國產柴油標準含硫量上限0.005%的700倍。內河船舶使用燃油沒有強制性標準。在船舶設計過程中,應合理使用節能減排技術,特別是空調系統作為客滾船上的主要耗能設備之一,更要在設計上加入節能方法。
4.2 極差與方差分析
(5)對于綜合性能影響最大的是鋪粉厚度,其次是激光功率,最小是掃描速度,其最優組合為
,即激光功率140 W、掃描速度702.5 mm/s、鋪粉厚度0.03 mm。
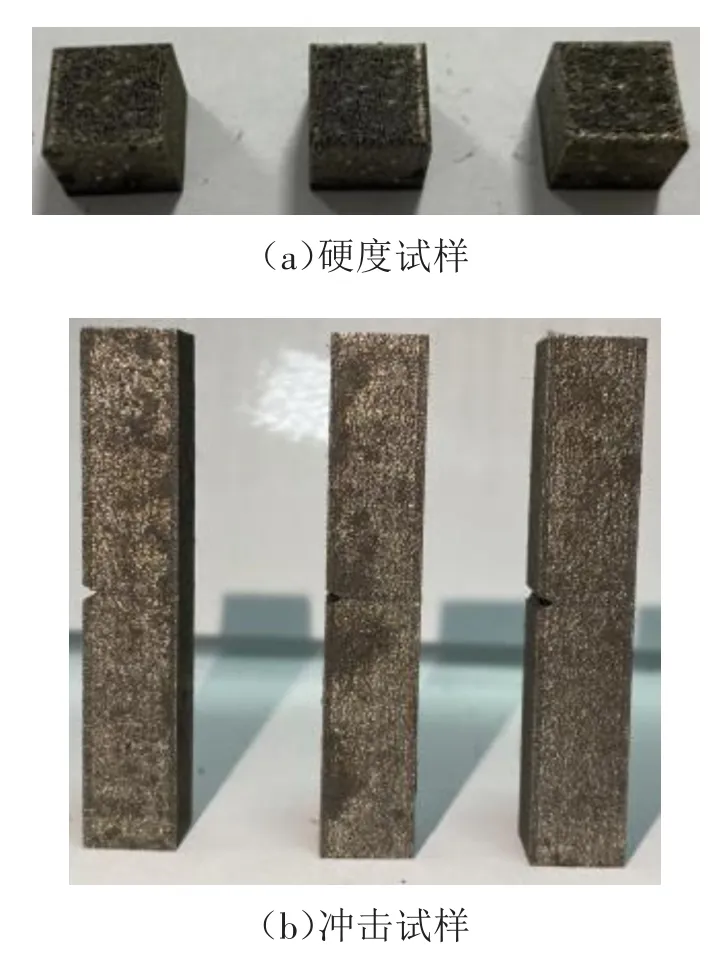
試驗采用正交試驗法分析SLM打印機的工藝參數對H13鋼粉末的成型性能的影響,試驗主要考察3個因素,分別為激光功率(
/W)、掃描速度(
/mm·s
)、鋪粉厚度(
/mm)。正交試驗法選取的3個工藝參數的區間分別為[140,185]、[500,905]、[0.03,0.05],掃描間距
固定為0.07 mm,并采用
9(3
)的正交試驗表,選定參數的正交試驗水平數值如表3所示。
從圖3(b)可知:在同一組正交試驗的情況下,頂面的硬度總體上高于側面;
、
的硬度高于
、
;
、
的硬度較差,且2個面硬度較近。
(1)對于硬度,影響最大的是鋪粉厚度,其次是激光功率,最小是掃描速度,其最優組合為
,即激光功率140 W、掃描速度702.5 mm/s、鋪粉厚度0.03 mm。
(2)對于沖擊韌性,影響最大的是掃描速度,其次是鋪粉厚度,最小是激光功率,其最優組合為
,即激光功率185 W、掃描速度702.5 mm/s、鋪粉厚度0.04 mm。
試樣成型后等待成型腔內冷卻至室溫,將成型腔內氣體排出,打開成型腔倉門,清理試樣周圍和表面粉末,將基板從成型腔內取出,用線切割將基板與試樣進行分離。
(4)對于尺寸精度,影響最大的是鋪粉厚度,其次是激光功率,最小是掃描速度,其最優組合為
,即激光功率140 W、掃描速度702.5 mm/s、鋪粉厚度0.03 mm。
對SLM設備的工藝參數與H13鋼各項性能的數據進行極差與方差分析,其結果如圖4所示,柱狀圖表示極差分析,
值反映自變量對因變量的影響程度,折線圖表示方差分析的顯著性水平。
4.3 相關性檢驗
為探究各個因素、性能之間的線性相關性,先繪制散點圖(見圖5)進行觀察和判斷。
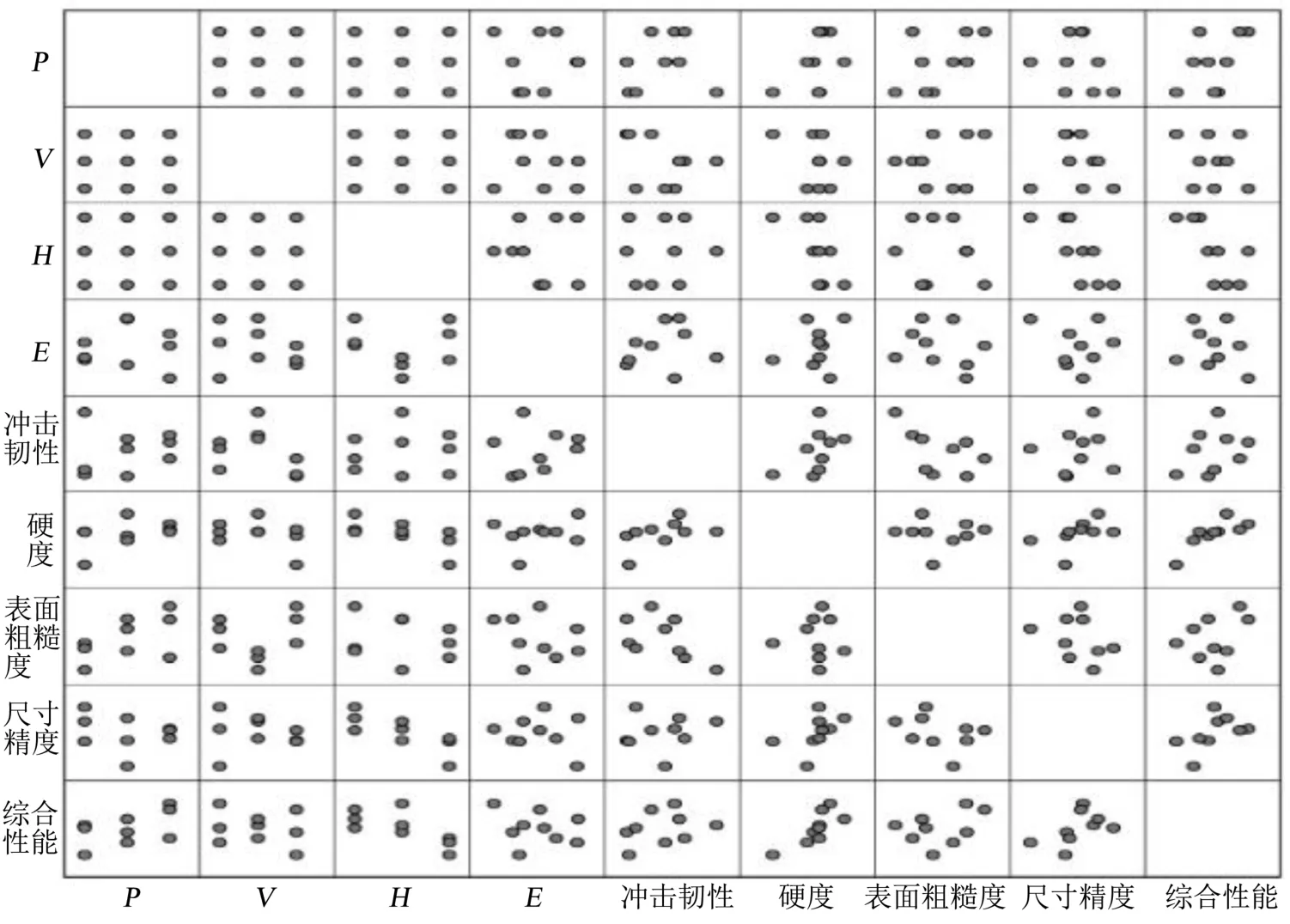
通過圖5初步得出結論:鋪粉厚度與硬度、尺寸精度、綜合性能有較強的線性相關性,且為負相關,即鋪粉厚度越大,尺寸精度與綜合性能越差。
為驗證上述結論的可靠性,但因其數據不滿足正態分布檢驗,不采用皮爾遜相關系數檢驗,轉用斯皮爾曼相關系數檢驗,檢測結果如表6所示。
10 mm正方體試樣的示意圖如圖3(a)所示,
軸方向為激光掃描方向,其中垂直于
軸的面分別為
、
即平面
,垂直于
軸的面分別為
、
即平面
,;對試樣不同表面(除底面外)進行硬度檢測,并記錄其測量數據,繪制折線圖,如圖3(b)所示。
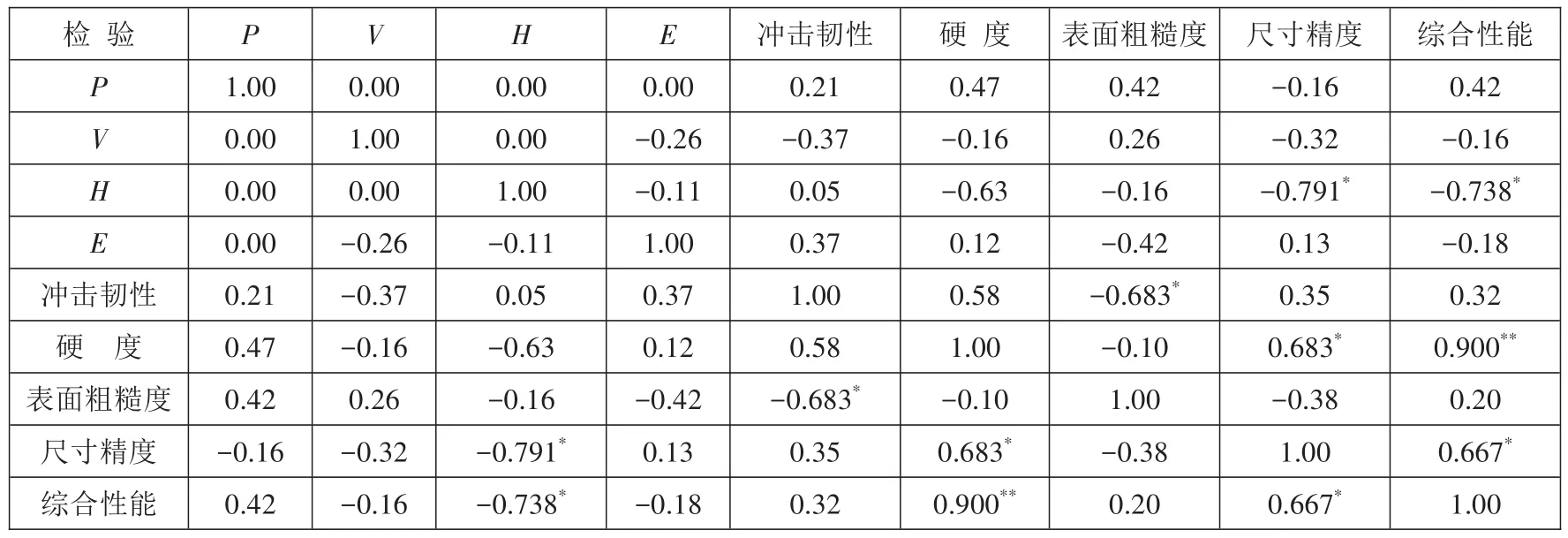
從表6可知:鋪粉厚度對于尺寸精度、綜合性能的影響較大,呈負相關性,與硬度的相關性較弱;其他自變量與因變量的相關性相對較弱。
5 結束語
正交試驗所選取的工藝參數范圍內,利用SLM技術制備了H13鋼試樣,得出的結論如下。
(1)成型后的試樣中,頂面的硬度約45 HRC,最高達 57 HRC,且高于側面,
、
的硬度優于
、
;
、
硬度較為接近,且硬度最差。
(2)表面粗糙度
值最小達到5.7 μm,總體上在8.53 μm左右;沖擊韌性數值總體較小,沖擊韌性較差,表現出明顯的脆性;試樣尺寸總體偏大,最小偏差為0.02 mm,尺寸均值為10.09 mm,相對精度誤差為0.9%。
(3)對于硬度影響最大的是鋪粉厚度,其次是激光功率,最小是掃描速度,最佳組合是
;對>于沖擊韌性影響最大的是掃描速度,其次是鋪粉厚度,最小是激光功率,最優的組合為
;對于表面粗糙度影響最大的是掃描速度,其次是激光功率,最小是鋪粉厚度,最優的組合為
。
(4)對于H13鋼的綜合性能影響最大的是鋪粉厚度,其次是激光功率,最小是掃描速度,最佳組合是
,即在工藝參數中激光功率為140 W,掃描速度為702.5 mm/s,鋪粉厚度為0.03 mm成型的H13鋼性能相較于其他參數會更優。
(5)鋪粉厚度對硬度、尺寸精度、綜合性能的影響最大;掃描速度對表面粗糙度、沖擊韌性影響最大。
(6)對全局參數進行斯皮爾曼相關系數檢驗,得出除鋪粉厚度對尺寸精度、綜合性能有較為明顯的負線性相關關系外,其他參數間的線性關系并不明顯。
[1]胡美娟,吉玲康,馬秋榮,等.激光增材制造技術及現狀研究[J].石油管材與儀器,2019,5(5):1-6.
[2]李宏棋.激光增材制造技術及其應用[J].科教導刊(中旬刊),2019(35):47-48,86.
[3]王 銳,趙芳芳,萬楚豪.激光選區熔化增材制造技術的研究進展[J].武漢船舶職業技術學院學報,2019,18(1):111-117.
[4]陳瑩瑩,肖志瑜,李上奎,等.3D打印用金屬粉末的制備技術及其研究進展[J].粉末冶金工業,2018,28(4):56-61.
[5]覃思思,余 勇,曾歸余,等.3D打印用金屬粉末的制備研究[J].粉末冶金工業,2016,26(5):21-24.
[6]樊 鵬.金屬零件3D打印技術現狀及應用[C].2017年第七屆全國地方機械工程學會學術年會暨海峽兩岸機械科技學術論壇論文集,2017:697-700.
[7]吳曉春,左鵬鵬.國內外熱作模具鋼發展現狀與趨勢[J].模具工業,2013,39(10):1-9.
[8]李 偉.金屬催化劑3D打印制備技術與性能研究[D].北京:北京化工大學,2020:1-7.
[9]徐錦崗,陳 勇,陳 輝,等.工藝參數對H13鋼激光選區熔化成型缺陷的影響[J].激光與光電子學進展,2018,55(4):283-289.
[10]陳 峰.H13鋼激光熔覆工藝參數優化研究[D].常州:江蘇理工學院,2017:1-9.
[11]渠體健,陸曉峰,朱曉磊.H13鋼激光熔覆組織的力學性能正交化研究[J/OL].熱加工工藝,2021(16):99-103[2021-07-15].https://doi.org/10.14158/j.cnki.1001-3814.20182836.
