干切滾齒機床熱流復雜特性及多維調控策略
2022-03-18 08:15:06曾令萬杜彥斌
中國機械工程 2022年5期
關鍵詞:變形
楊 瀟 曾令萬 陳 鵬 杜彥斌 李 博
1.重慶工商大學制造裝備機構設計與控制重慶市重點實驗室,重慶,4000672.重慶機床(集團)有限責任公司,重慶,401336
0 引言
干切滾齒機床是一種綠色的先進齒輪加工裝備,但它的工作熱環境十分復雜且威脅性巨大。一是熱量來源多、時空分布不均且傳遞過程繁雜;二是高速加工導致熱生成量大;三是散熱條件差,儲熱量多。在此影響下,極易造成機床熱變形,影響機床加工精度。研究表明,熱變形占機床總誤差的40%~70%,是影響機床加工精度的主要因素[1]。因此,闡明干切滾齒機床的熱量多源流動特性,構建熱穩定性控制理論與使能技術,對提高加工精度具有重要的理論和實踐意義。
國內外學者對機床熱問題進行了大量的研究。BRECHER等[2]提出了基于積分變形傳感器的機床熱變形測量方法,降低了熱變形測量的不確定度。IBARAKI等[3]提出了機床運動軌跡的熱影響分析方法,實現了機床運動軌跡和主軸發熱關系的量化分析。BLASER等[4]提出了機床熱誤差自適應補償方法,可跟隨載荷變化調整刀具中心點。SHI等[5]研究了精密鏜床滾珠絲杠的熱變形模型。TAN等[6]研究了車間環境溫度對大型數控機床熱變形的影響作用規律。LIU等[7]建立了機床主軸的熱流邊界模型。LIU等[8]提出了熱流固耦合的機床電主軸熱誤差解析方法,有效提高了工件的加工精度。
熱問題是干切滾齒機床的產業化障礙之一。在其設計制造和使用中,常采用對稱結構、隔熱防護罩、壓縮空氣射流等措施來保障熱穩定性。CAO等[9]建立了干切滾齒機床及工件熱變形誤差同步補償模型,保障了齒輪精度一致性。陳永鵬等[10]提出了基于M值的干切滾齒機床徑向熱誤差補償方法,提高了齒輪精度。LI等[11]通過熱-結構耦合仿真和車間實驗,獲得了干切滾齒機床工作臺的熱變形,為熱誤差補償提供了數據支撐。ZHU等[12]提出了干切滾齒機床壓縮空氣冷卻系統的熱平衡控制方法,實現了加工區的溫升可控。LI等[13]建立了考慮材料去除和熱穩定性的干切滾齒機床效率評價模型,為機床能效與熱變形的協調優化提供了支撐。YANG等[14]研究了干切滾齒機床切削空間的溫升控制方法,減小了齒輪熱變形誤差。
現有文獻側重于機床熱變形測量和補償方法研究,對干切滾齒機床熱量流動多源復雜特性及影響作用仍缺乏關注,熱穩定性調控機制尚不清楚。鑒于此,本文以提高干切滾齒機床的熱穩定性為目標,考慮多源多場耦合影響,系統研究熱流復雜特性并構建多維調控策略。
1 干切滾齒機床復雜熱流特性
干切滾齒機床熱流與齒輪齒形加工能耗有關,涉及滾刀旋轉、滾刀與齒坯嚙合、滾刀軸向進給、刀架回轉、徑向和切向進給等運動消耗的能量,自問世至今,滾齒機歷經普通濕切、數控濕切、數控干切三代革新,各自采用不同的驅動傳動方式。普通濕切滾齒機使用主電機驅動,由齒輪、蝸桿蝸輪、掛輪等組成機械傳動鏈,實現滾齒運動。數控濕切滾齒機使用獨立伺服電機驅動各運動軸,并用電子齒輪箱執行分度、差動、進給等滾齒運動。數控干切滾齒機床使用內置式電機直接驅動滾刀和工作臺旋轉,采用同步伺服電機驅動軸向進給運動。可見,干切滾齒機床在驅動電機和傳動方面進行了重大改變,致使其熱流行為具有自身特殊性和復雜性。
普通濕切和數控濕切滾齒機的整機結構布局幾無差別(以立式為例),其大小立柱相互獨立地布置在床身左右兩側,滾刀架安裝在大立柱滑板上,如圖1a所示。干切滾齒機床的大小立柱采用整體鑄造成形,呈偏置式布局在床身縱橫向邊緣,軸向、徑向、切向進給滑板通過導軌連接組成托板機構并安裝在大立柱上,滾刀架安裝在拖板上,如圖1b所示。結構方面的革新使干切滾齒機床的熱流規律有別于普通濕切和數控濕切滾齒機,具有自身復雜性和特殊性。
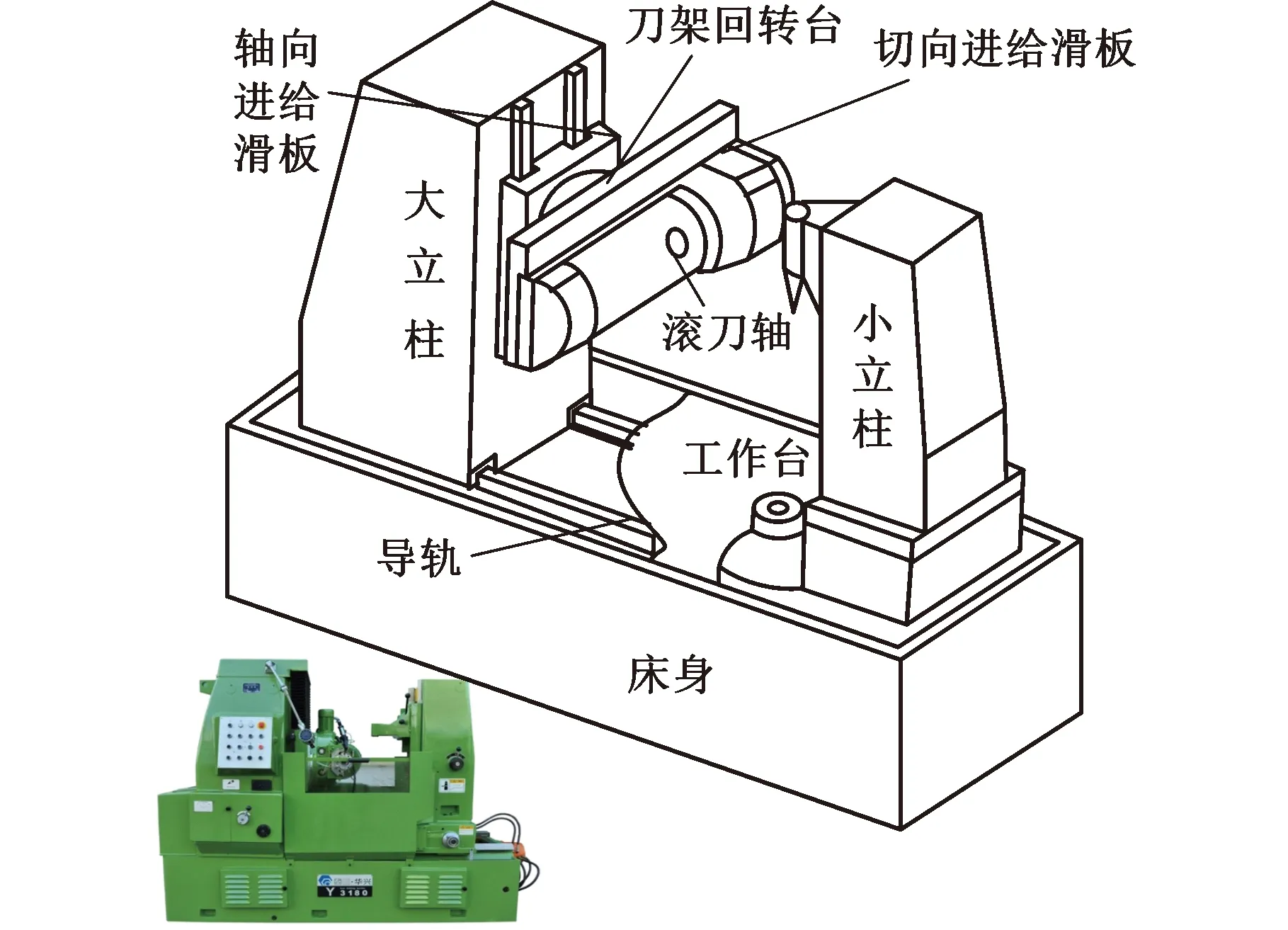
(a)普通濕切和數控濕切滾齒機
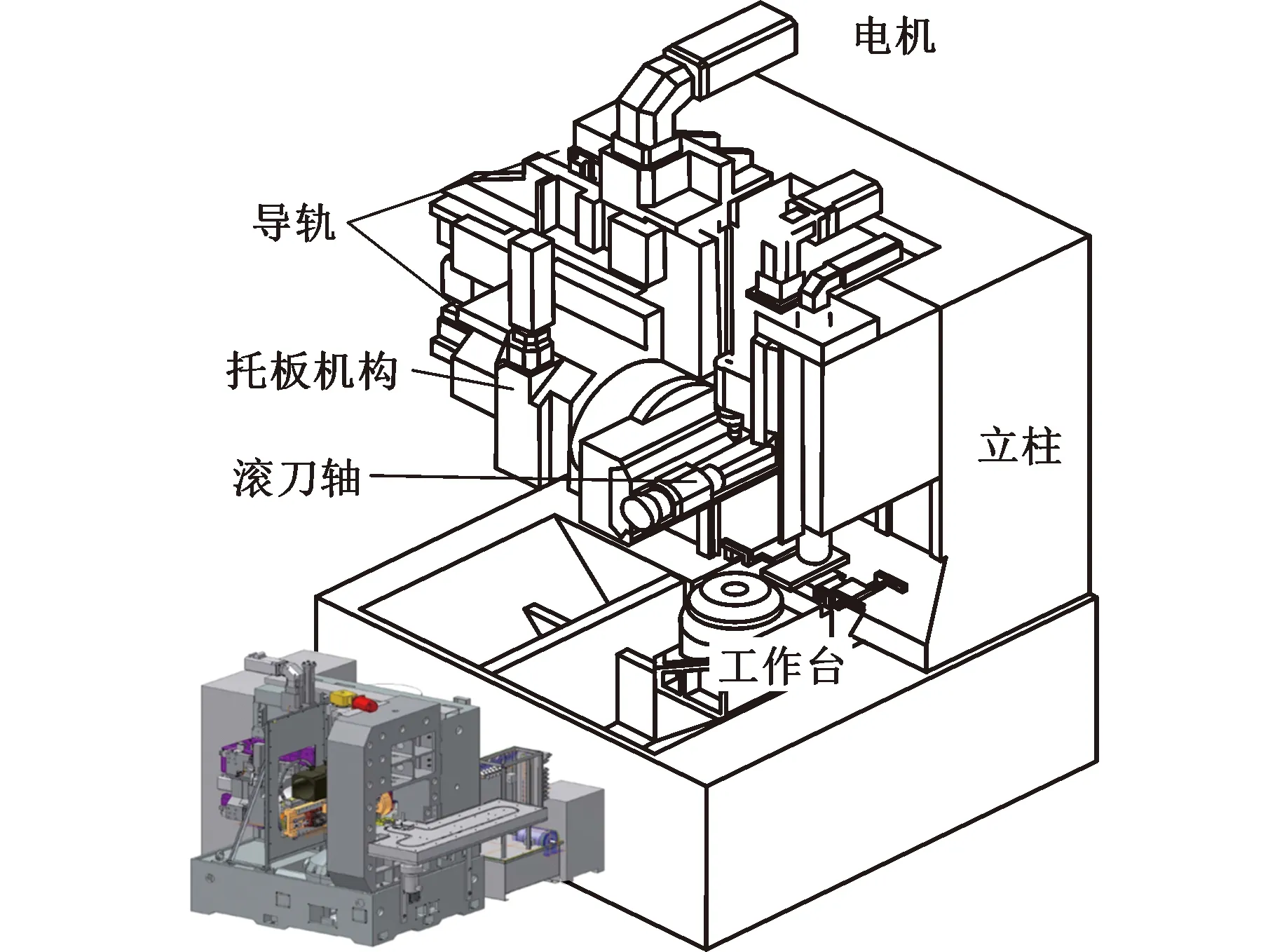
(b)數控干切滾齒機床圖1 滾齒機結構布局Fig.1 Structure layout of hobbing machine
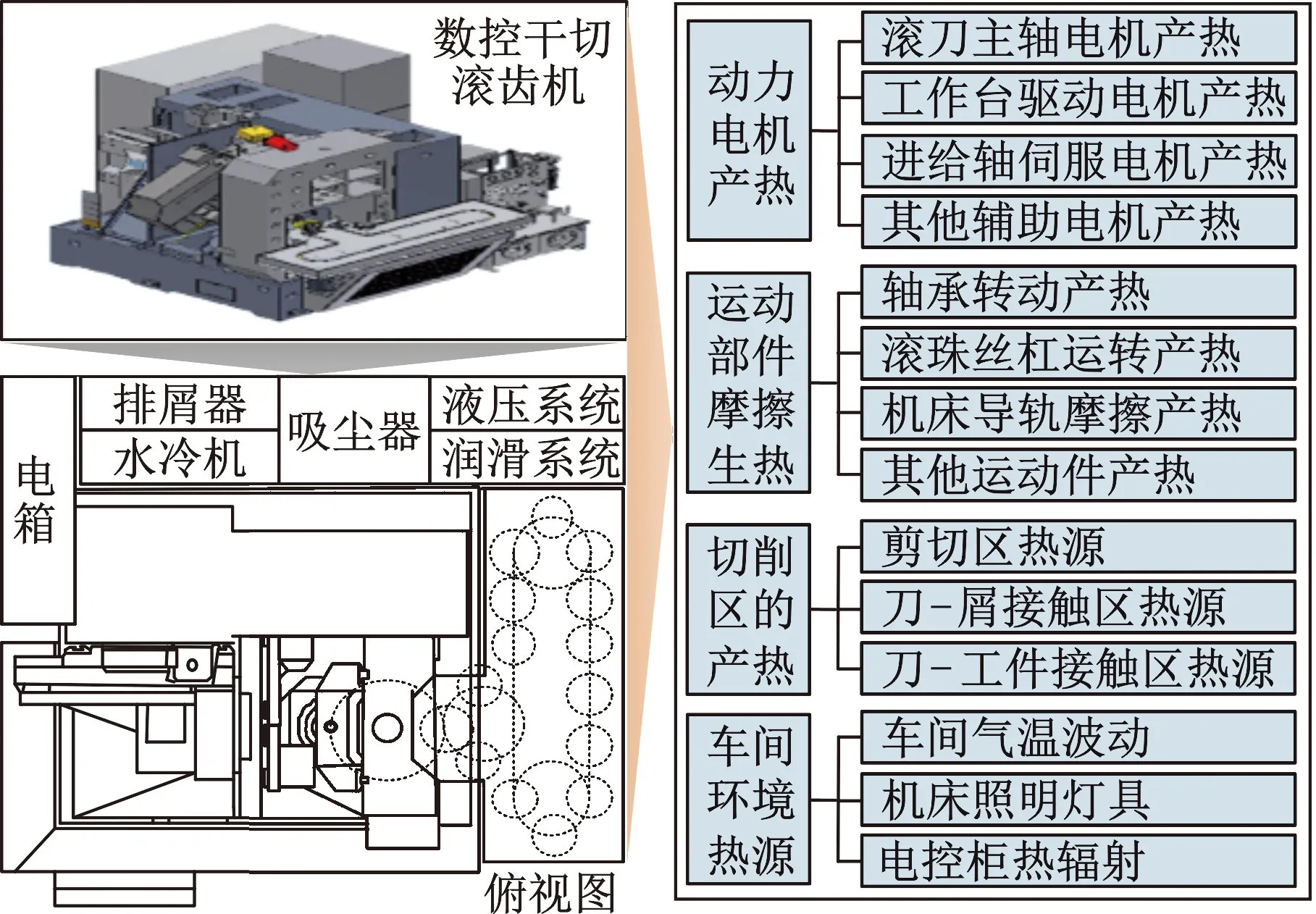
圖2 干切滾齒機床熱源模型Fig.2 Heat sources model of dry hobbing machine
結合驅動傳動和結構革新特征,干切滾齒機床的熱流來源可特征性地分為動力電機產熱、運動件摩擦生熱、切削熱、車間環境熱源4類,如圖2所示。動力電機產熱涉及電主軸驅動滾刀旋轉的產熱、力矩電機驅動工作臺的產熱、同步伺服電機驅動進給軸和刀架回轉軸的產熱,以及上下料機械手、粉塵吸附裝置、切屑輸送器等輔助設備的驅動電機產熱。運動件摩擦生熱包括滾動軸承、滾珠絲桿、進給軸導軌等的運動摩擦生熱。切削熱來源于干切滾刀切制齒形時因彈塑性變形和摩擦而產生的熱。車間環境熱源涉及電控柜、照明燈具、陽光、人體對機床的熱輻射,以及室內的氣溫波動、空間溫度梯度、空氣流動等引起的環境溫度變化。可見,干切滾齒機床的熱流具有明顯的復雜多源特性。受復雜熱源分布和空間結構影響,干切滾齒機床的溫度場呈現非均勻性特征,易改變零部件的相互位置,造成機床熱變形,該問題可通過熱流建模與調控解決。
2 干切滾齒機床熱流模型
2.1 干切滾齒機床的產熱量
動力電機發熱是由電機的機械、電、磁、附加運動等損耗引起的,由電能提供能量輸入。干切滾齒機床的動力電機包括運動軸電機和輔助設備電機。以重慶機床(集團)有限責任公司生產的干切滾齒機床為例,滾刀旋轉由SIMOTICS M-1FE1同步內裝式電機直接驅動,工作臺旋轉由SIMOTICS T-1FW內裝式扭矩電機驅動,刀架回轉、徑向進給、切向進給、軸向進給、外支架軸向進給等附加運動由SIMOTICS S-1FK7同步伺服電機驅動。根據電機學理論,運動軸和輔助設備驅動電機的產熱率計算公式為[15]
qm=(1-ηm)MTnm/9550
(1)
式中,qm為電機產熱率,J/s;ηm為電機的機械效率;MT為電機的輸出扭矩,N·m;nm為電機轉速,r/min。
對于運動件生熱,干切滾齒機床的滾刀和工作臺主軸采用滾動軸承支承,軸向、徑向、切向進給軸采用絲桿專用組合軸承支承。軸承發熱量計算公式為[16]
qb=2πnbMb/60
(2)
式中,qb為軸承產熱率,J/s;nb為軸承轉速,r/min;Mb為軸承摩擦力矩,可結合軸承手冊計算獲得,N·m。
由于工程中常將滾珠絲桿所受載荷等效于向心推力球軸承的載荷,因而可按軸承發熱公式確定滾珠絲桿的發熱。滾珠絲桿的摩擦力矩包含絲杠驅動力矩和預緊力阻力矩,計算公式為[17]
Ms=Msd+0.94Msp
(3)
因此,滾珠絲桿的產熱率
qs=2πns(Msd+0.94Msp)/60
(4)
式中,Ms為絲桿螺母副的總摩擦力矩;Msd為絲桿螺母副的驅動力矩;Msp為絲桿螺母副的阻力矩;ns為滾珠絲桿的轉速。
干切滾齒機床的導軌與托板機構相連,兩者的相對運動將產生摩擦熱。根據摩擦力做功原理,導軌摩擦產熱率
qg=μgFgvg
(5)
式中,μg為動摩擦因素;Fg為導軌摩擦面上的載荷;vg為導軌滑動速度。
干切滾齒加工的切削熱源模型如圖3所示。其中,圖3a是滾切運動模型,圖3b是工進時工件齒輪縱截面的運動圖形,圖3c是單個刀齒切掉SaiSbiSciSdi區域材料的生熱機理。滾刀上多刀齒共同切除齒槽中的SaSbSc區域,全齒寬上的齒槽則由多刀齒數次重復切削獲得。切齒時,剪切區的彈塑性變形熱、滾刀-切屑接觸區的塑性變形與摩擦黏結-滑移熱、滾刀-工件接觸區的彈性變形與摩擦熱均是切削熱的來源。為全面量化各熱源區的產熱量,采用如下的切削比能修正模型[18]:
ec=esh-μ
(6)
式中,es為切削比能;ec為修正后的切削比能;h為數值等同于未變形切屑厚度的量綱一常量;μ為切削比能糾偏系數(常取μ=0.3)。
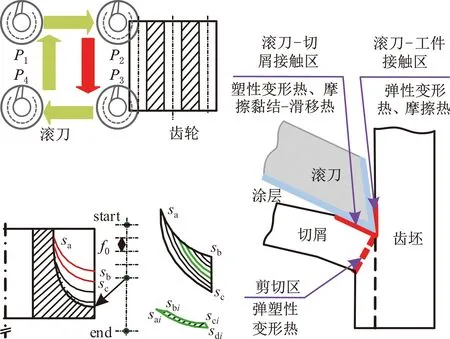
(a)一次方框逆滾的運動模型(b)工進下滾齒切削圖形 (c)切削熱源圖3 干切滾齒的切削熱源模型Fig.3 Cutting heat model for dry hobbing
該模型通過引入切屑厚度參數將滾刀-工件接觸區的摩擦力所耗能量納入計算。根據切削比能的內涵[19],干切滾齒的切削熱Qh可利用切削比能ec和材料去除量Vr表示:
Qh=ecVr
(7)
對于車間環境熱輻射,將在后文中詳細分析。
2.2 干切滾齒機床的散熱量
在多熱源、多物理場、多傳熱體的作用下,干切滾齒機床的非均衡溫差造成熱能向外轉移,涉及熱傳導、熱對流、熱輻射、外移傳熱載體。
干切滾齒機床的熱傳導源于同一零部件的不同部分或者兩相互接觸的零部件由于溫度梯度而引起的熱量傳遞。以滾刀主軸為例(圖4a),內部原子間隨機熱運動互相碰撞使高溫原子向低溫原子傳輸熱能(圖4b),圖4c所示為滾刀主軸三維瞬態導熱模型。干切滾齒機床熱傳導所產生的散熱量與所選研究對象相關。當研究相互接觸的零部件時,高溫零部件通過熱傳導向低溫零部件傳輸的熱量可結合傳熱學的傅里葉定律計算。當以機床整體為研究對象時,接觸零部件的熱傳導發生在機床內部,不納入整機散熱量核算范疇。
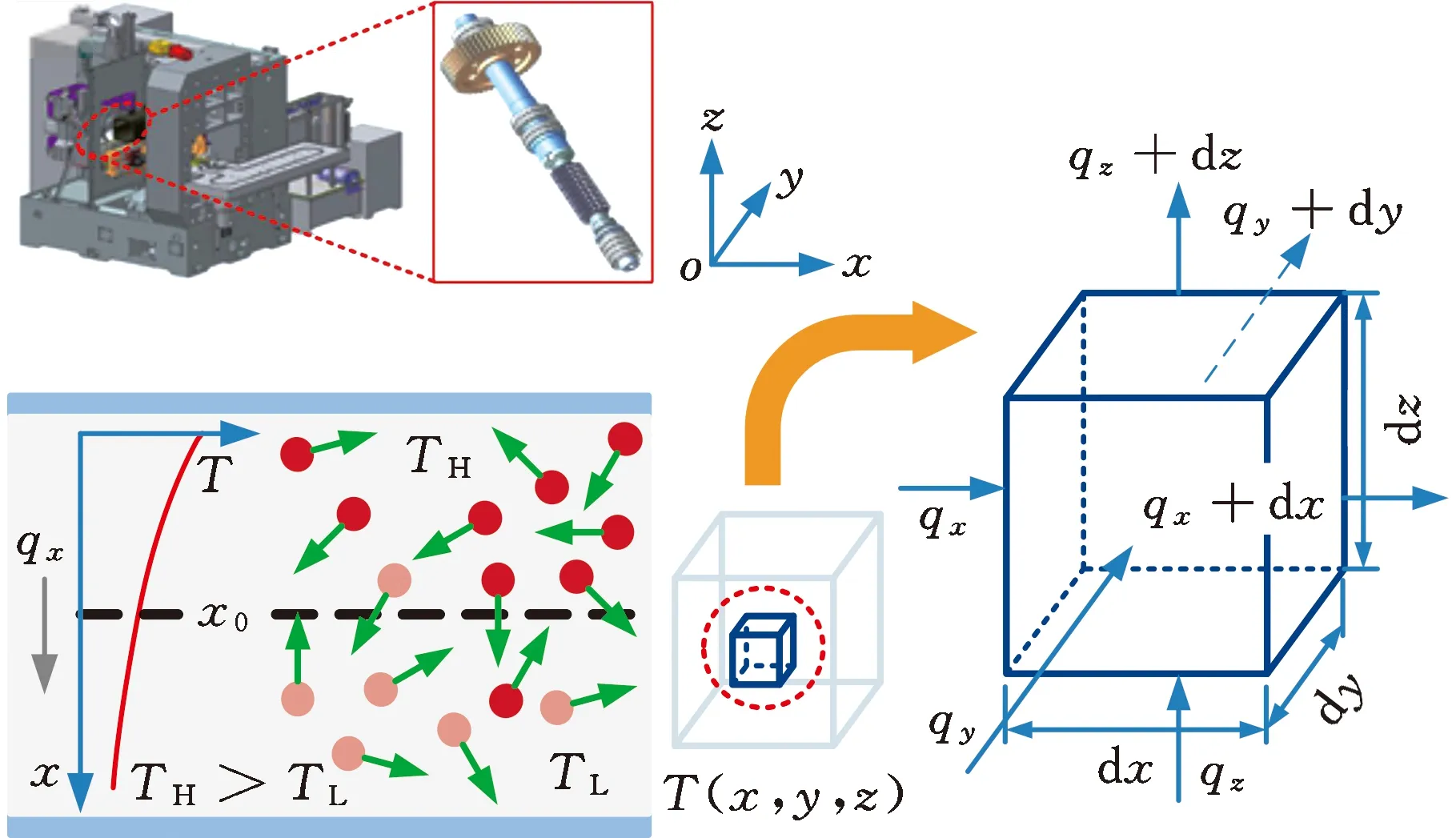
(a)滾刀主軸 (b)熱能傳輸 (c)三維瞬態導熱模型圖4 滾刀主軸的熱傳導模型Fig.4 Heat conduction model of hob spindle
干切滾齒機床的熱對流源于流體與固體壁面的傳熱,依靠流體分子的隨機運動和流體的宏觀運動進行熱傳遞。干切滾齒機床運行時不涉及流體液態和氣態之間的相變,以自然對流和受迫對流為主,如圖5所示。其中,自然對流涉及車間環境空氣流動時與機床本體的熱交換行為,強迫對流涉及通風管與機床內空間以及壓縮空氣與切削區的熱交換行為。
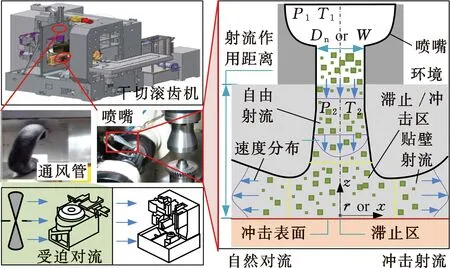
圖5 干切滾齒機床的對流換熱Fig.5 Convection heat transfer of dry hobbing machine
當車間恒溫且空氣流速較小時,可忽略自然對流。對于強迫對流中的噴嘴沖擊射流,可采用文獻[20]給出的公式,計算圓截面或縫式噴嘴射流的努塞爾數:
(8)
式中,Dn為圓截面噴嘴的直徑,m;Wn為縫式噴嘴的寬度,m;Lj為噴嘴出口到沖擊表面的距離,m;Re為雷諾數;Pr為普朗特數;rf、xf分別為圓面和縫式噴嘴沖擊面參考點到滯止點間的距離,m。
根據傳熱學中努塞爾數和對流傳熱系數的函數關系,可得到噴嘴射流的平均對流傳熱系數:
hm=Nuκc/Dn
(9)
式中,hm為平均對流傳熱系數;κc為壓縮空氣的熱導率。
進而可利用牛頓冷卻公式獲得噴嘴射流的對流換熱數值。通風管在吸走微細金屬粉塵的同時,可將機床內的高溫氣體排出至機床外部,其強迫對流換熱可參照圓截面噴嘴的對流換熱確定數值。
干切滾齒機床由于具有溫度而向外輻射電磁波所引起的熱量交換屬于熱輻射。加工過程中,機床表面向車間壁面發射熱輻射;同時車間壁面也向機床表面投射熱輻射,該投射輻射的一部分被機床反射,另一部分被機床透射(若為半透明介質),剩余部分則被機床吸收,如圖6a所示。干切滾齒機床僅玻璃觀察窗為半透明介質,且其面積遠小于機床表面積,故可忽略此透射熱輻射。
燈光照明投射至機床表面的熱輻射如圖6b所示,由于機床頂面是非透明介質,因此該投射輻射中的一部分被機床反射而另一部分被機床吸收。圖6c所示為任意兩表面的熱輻射等效熱網絡圖,據此可計算機床表面與車間壁面、機床兩零部件表面的凈輻射換熱功率:
qr=
(10)
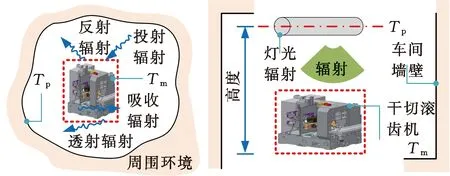
(a)機床輻射 (b)燈光輻射
式中,qr為輻射換熱功率;σ為斯特藩-玻爾茲曼常數;εm、εp分別為機床和車間壁面的發射率;Tm、Tp分別為機床和車間壁面的的溫度;Am、Ap分別為機床和車間壁面的表面積;Fmp為輻射角系數。
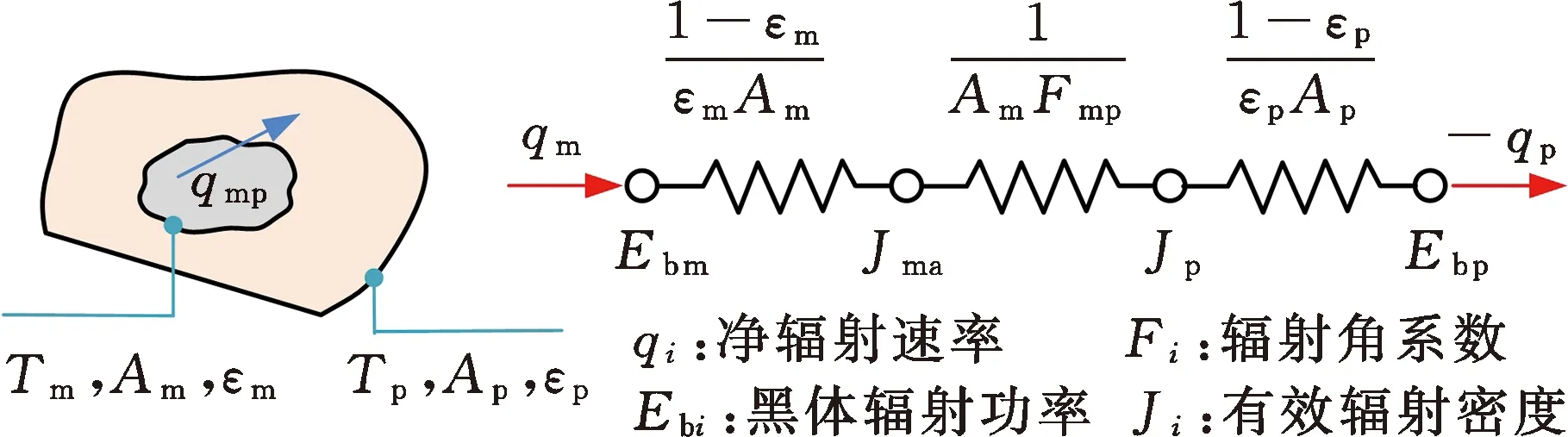
(c)表面間的輻射換熱圖6 干切滾齒機床的熱輻射換熱Fig.6 Thermal radiation of dry hobbing machine
由于干切滾齒機床與車間壁面的輻射換熱等效于大凹面物體包裹小凸面物體的換熱問題,Am/Ap趨于0且輻射角系數為1,因此干切滾齒機床在車間大空間內的輻射換熱功率可表示為
(11)
高溫切屑被帶至排屑器以及齒輪被移至料倉將使部分熱量傳遞至機床以外。根據吸熱放熱理論可得到各自帶走的熱量,即
(12)
(13)
式中,Qc為切屑帶走的熱量;Qg為齒輪帶走的熱量;cw為齒坯質量熱容;ρw為齒坯密度;Tc為切屑溫度;Tg為齒輪溫度;Ta為環境溫度,n為齒輪數量;Vg、Vw分別為齒輪和齒坯的體積。
3 干切滾齒機床熱流調控策略
3.1 熱穩定性致變因子
產熱量與散熱量之差即為干切滾齒機床的儲熱量。儲熱將造成溫升,可作為熱穩定性表征指標。結合第2節的熱流計算式,當加工n個齒輪時,干切滾齒機床的總儲熱可表達為

(14)
式中,Qs為機床儲熱;Ah為對流換熱面積;Th為對流換熱物體的溫度。
同理,對于各部組件的儲熱,亦可根據其產散熱之差進行確定。
當儲熱量大于零時,干切滾齒機床易發生熱變形,加工精度下降。當儲熱量等于零時,干切滾齒機床處于熱穩定狀態。當儲熱量小于零時,機床亦無溫升和熱變形,但需更大成本投入以保障高效散熱。將各產熱量和散熱量的計算式代入式(14)得
(15)
結合上述模型,可進一步探究導致熱穩定性發生改變的影響因素,即熱穩定性致變因子。干切滾齒機床型號確定后,ηm、μg、σ、εm、Am為固定不變的參數,nm、ns、nb、MT、Msd、Msp、Mb、Fg、vg、hm、Tm、Tp、Tc、Tg、Ta、cw、es、ρw、h、Vr、t則為可變參數。其中,MT、Mb、Ms、Fg、cw、es、ρw屬于性能相關參數,hm、Tm、Tp、Tc、Tg、Ta屬于傳熱相關參數,nm、nb、ns、vg、h、Vr、t屬于工藝相關參數。
MT、Mb、Msd、Msp、Fg分別受電機、軸承、絲桿、導軌的工作載荷影響而改變換熱量。cw、es、ρw受齒輪熱物性的影響,對于相同尺寸和溫升的齒輪,其值較大時有利于齒輪和切屑帶走更多熱量。根據式(9)和式(10),hm受射流流速、溫度、噴嘴直徑、入射角等影響,改變其取值可增減對流換熱量。Tm、Tc、Tg分別受機床儲熱、切屑載熱、齒輪儲熱影響,并與切削熱分配系數相關。Tp和Ta相等,受車間氣溫波動和四季交替的影響,恒溫車間下可視其為常量,否則需考慮車間溫度變化的影響。nm、nb、ns、vg受機床技術指標限制并取決于機床運行工況。h受滾刀轉速、軸向進給量、進給方式(順/逆滾)影響,可利用滾切成形模型(見文獻[21])進行函數擬合。Vr可通過齒坯與齒輪的體積差獲得。t與加工時間有關。
圖7是某干切滾齒機床的溫升曲線。試驗中,滾刀轉速為850 r/min、軸向進給量為1.6 mm/r。結果表明,干切滾齒機床運行初期溫升較大,約在加工1 h后達到熱平衡。其中,主軸溫升最為明顯,工作臺和主電機軸承端蓋的溫升較為平緩,但與主軸熱平衡所需時間基本一致。
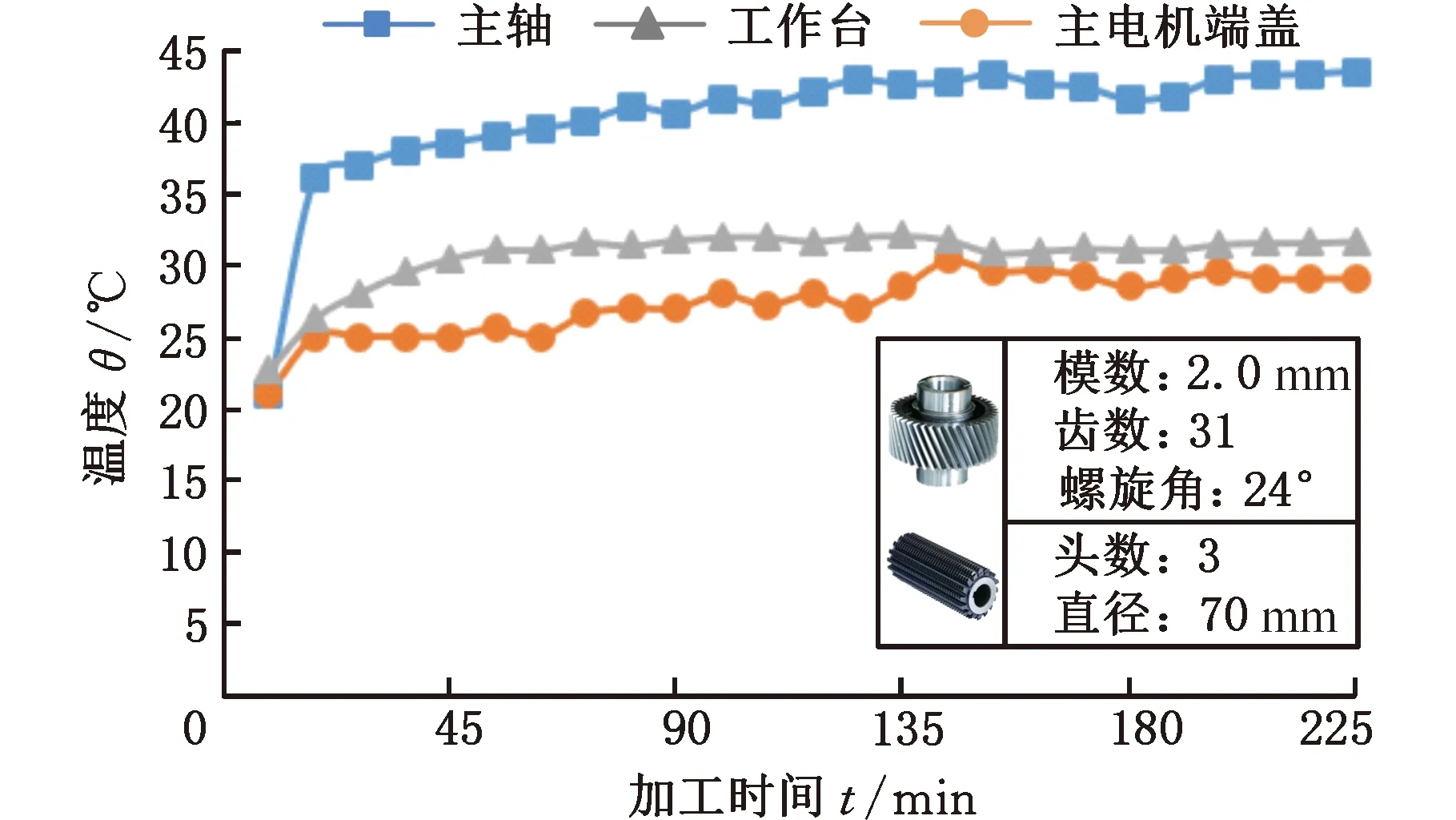
圖7 干切滾齒機床的溫升曲線Fig.7 Temperature rise curve of dry hobbing machine
3.2 多維熱流控制策略
(1) 機床熱穩定性多目標優化。根據式(15),提出干切滾齒機床熱穩定性多目標優化策略。以機床總儲熱量、關鍵溫敏部組件儲熱量以及加工成本最小為目標,以相關致變因子為變量,以機床加工性能、滾刀涂層極限工作溫度、齒輪加工質量等為約束,建立干切滾齒機床熱穩定性多目標優化模型,如圖8所示。結合車間試驗確定模型中特征參數的取值或函數表達式。利用MATLAB編寫基于萬有引力智能搜索算法的參數化計算程序,尋獲Pareto最優解,并對變量進行矛盾沖突分析,從而為加工生產提供合適的工藝參數。

圖8 熱穩定性多目標優化Fig.8 Multi-objective optimization of thermostability
(2)壓縮空氣射流場協同強化換熱。以優化噴嘴直徑、流速、入射角等參數來增強壓縮空氣換熱(hm)的方法難以獲得最佳換熱效果,其原因在于未考慮射流多場協調優化。基于傳熱學的場協同理論,提出圖9所示的壓縮空氣射流場協同強化換熱策略。車間大氣經過空壓機和冷干機處理形成壓縮空氣并存放于儲氣罐,通過節流閥將壓縮空氣經由扁平形噴嘴射流至滾切區域。采用閉環控制系統判斷射流的溫度場、速度場、溫度場-速度場夾角場的狀態,并利用調溫冷干機、調速節流閥、角度校正器調整以使三場協同程度最大,且夾角保持共面。

圖9 壓縮空氣換熱強化Fig.9 Heat transfer enhancement of compressed air
(3)熱流多傳感器數據感知融合控制。為對多回路熱流進行精準靶向調控,結合智能傳感和大數據處理技術,提出圖10所示的干切滾齒機床熱流控制策略。利用多回路熱信息采集系統,通過K1、K2、…、Ki傳感器采集熱源信息(溫升、熱變形、空間位置等)并傳輸給中控器,經過數據感知融合以后由中控器的內設熱量超儲判據確定是否發出預警;尋優終端接收到預警后調用內設綜合學習粒子群算法程序(以熱流數據不超過給定閾值為目標),捕獲保證熱流平衡的最優參數集;執行機構接收到最優參數集后協同調整熱源產熱和載熱體散熱;進而利用熵權法評價熱流調控效果,并據此修正工藝參數。
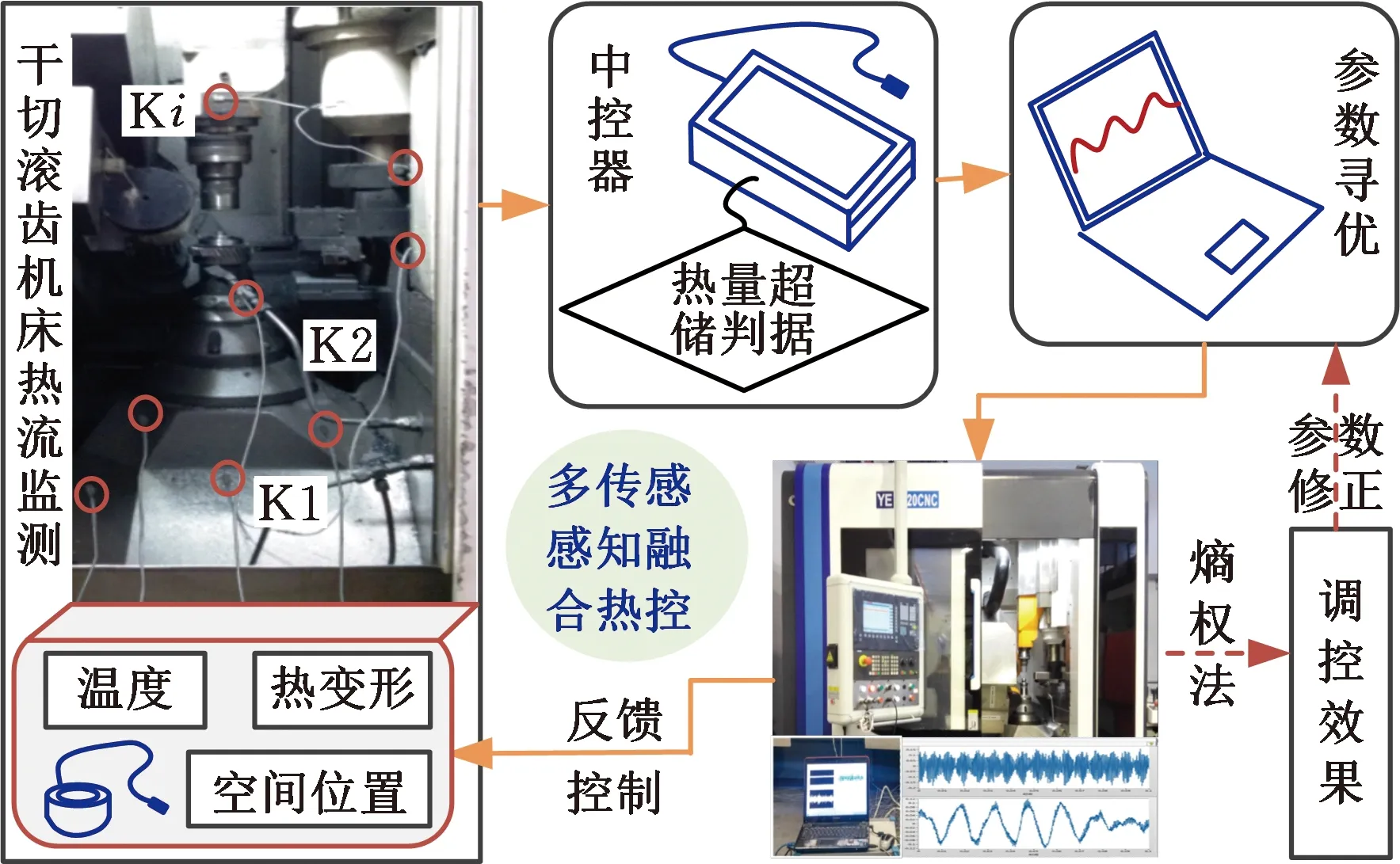
圖10 多傳感器感知融合的熱流控制Fig.10 Multi-sensor fusion perceived heat flow control
4 結論
為提高熱穩定性,本文研究了干切滾齒機床的熱流復雜特性及多維調控策略,主要研究結果如下:①闡明了干切滾齒機床熱量流動行為的復雜性和獨特性,為其熱穩定性表征和調控提供支撐;②建立了干切滾齒機床結構-流體-溫度多場耦合儲熱模型,實現熱穩定性致變因子的量化分析;③提出了干切滾齒機床熱流多維協同調控策略,通過場協同強化壓縮空氣換熱能力等實現機床熱流行為的優化控制。后續工作將定量地研究上述調控策略,為干切滾齒機床熱穩定性設計和運行提供數據支撐。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
