基于點云的高精度螺紋錐度測量方法
2022-03-19 09:57:12尤睿琦
中國測試 2022年2期
尤睿琦, 張 超, 郝 剛
(天津理工大學計算機科學與工程學院,天津 300384)
0 引 言
隨著航空航天、交通等領域高端裝備制造技術的飛速發(fā)展,高性能工件的加工制造面臨許多新的挑戰(zhàn)[1]。高精度螺紋作為高性能精密工件之一被廣泛應用于多種領域中,其參數(shù)的準確測量對生產(chǎn)應用有重要意義。其中螺紋接頭因密封性、連接度、抗腐蝕等多方面的不同要求需要確保極高的檢測精度與檢測效率。螺紋錐度是螺紋接頭較為重要的一個參數(shù),制造精度直接影響特殊螺紋的連接強度與旋合性。如果誤差超出設計精度將導致密封面接觸應力減少致使螺紋接頭泄漏風險增大[2]。因此對螺紋錐度進行高精度測量十分必要。
在螺紋檢測過程中,人們多采用二維圖像、三坐標測量機等測量方法。但這些方法在實際應用中存在測量位置單一,維護成本高,對測量環(huán)境要求嚴苛等問題。而非接觸式點云采集技術與測量技術的研究發(fā)展在一定程度上對上述問題的解決有所幫助。因此,三維點云在工業(yè)檢驗中的應用場景日漸增多[3-4]。
He F等[5]提出了一種結合光學技術和圖像處理技術測量油管螺紋的物理尺寸的方法并進行了進一步分析。Min J[6]使用CCD獲得螺紋基本圖像,最終討論了利用機器視覺測量螺紋齒角參數(shù)的方法。Tong等[7]使用位置敏感裝置(PSD)測量螺紋輪廓的坐標數(shù)據(jù),并通過高精度柵格測量精密工作臺的軸向位移對螺紋輪廓進行檢測和估計。Gadelmawla等[8]基于以上研究建立了一種用于自動檢測大多數(shù)類型螺紋的視覺系統(tǒng)。Chen Manlong[9]確認在通過投影圖像測量螺紋時始終存在螺紋輪廓畸變現(xiàn)象并推導了螺紋輪廓變形的公式,最終給出了相應的補償算法。Min[10]等采用了機器視覺和光學放大技術來測量高精度的螺紋幾何誤差,提出了一種使用改進的Sobel算子獲得圖像邊緣的新方法,其誤差小于10 μm。Li Z等[11]提出了一種基于ResUnet和隱馬爾可夫模型(HMM)的外螺紋測量方法,誤差同樣在10 μm之內(nèi)。左建中[12]與包能勝[13]分別通過Hough算法及Harris 角點檢測算法對二值圖像進行處理得到各項高精度測量結果。以上研究使用二維圖像對螺紋各項參數(shù)的檢測精度均已達到較為理想的情況,但二維圖像的局限性導致了單次采集數(shù)據(jù)時僅能得到單個角度的測量數(shù)據(jù)。在數(shù)據(jù)采集過程中二維圖像的獲取對環(huán)境要求也相對較高。
Kosarevsky等[14]從剖面測量機獲得的2D點云中通過Hough變換自動提取螺紋的特征參數(shù)。Sebastian等[15]提出一種整體方法將復雜螺紋幾何形狀參數(shù)化并確定區(qū)域測量策略,并通過數(shù)值模擬確定測量不確定性。張建兵等[16]建立了交點與螺紋中徑線的數(shù)學模型,推導出了中徑和螺距的計算公式。為未知理論螺距和牙型角的螺紋測量提供了新方法。王洋洋[17]基于張建兵的工作利用測點數(shù)據(jù)結合逆向建模對建模后的螺紋參數(shù)進行檢測。目前三坐標測量機多用于包括石油套管等精密螺紋的檢測,其誤差可達5 μm以內(nèi)。但三坐標測量機體型笨重,造價昂貴且保養(yǎng)困難。多數(shù)測量機采用接觸式檢測法且在使用前需將待測螺紋固定在水平面上。這也導致了無法做到實時檢查和全面檢查。
Robertson C等[18]通過遺傳算法及預先建立的螺紋雙曲線模型從結構光點云數(shù)據(jù)中測量出螺紋大小徑。但該方法需要已知螺紋部分參數(shù)且測量精度不理想。謝張寧等[19]通過對螺紋點云求取快速凸包并通過最小二乘法擬合得出螺紋點云的中軸線最終驗證了該方法相較于傳統(tǒng)投影法的優(yōu)越性。
本文通過非接觸式三維結構光掃描儀得到外螺紋點云并對其擺正及分割工作進行了探討,提出對分割后的數(shù)據(jù)按輪廓連續(xù)性分別進行聚類以提取錐度特征點,在聚類結果與錐度擬合點之間建立了數(shù)學模型,并提出了一種自動計算螺紋錐度的方法。
1 測量流程及重點方法
在實地應用中受場地揚塵及待測螺紋表面反光影響會產(chǎn)生大量噪點最終影響測量結果。本文的目的是通過對點云的處理與研究令噪點對測量結果影響最小化,從而做到高精度的螺紋錐度測量。基于原始數(shù)據(jù)的復雜性及采集位置受到的限制,本文對不同角度獲取的含端面螺紋數(shù)據(jù)進行分類討論。首先使用基于端面輪廓的擺正方法統(tǒng)一對數(shù)據(jù)進行擺正,之后根據(jù)不同采集角度得到的數(shù)據(jù)提取為對應輪廓斷續(xù)點云與輪廓連續(xù)點云后分別應用對應方法進行聚類。得到聚類結果后,使用提出的特征點尋找模型得出特征點集。最后對特征點集進行擬合得到待測螺紋的錐度線。整體流程如圖1所示。
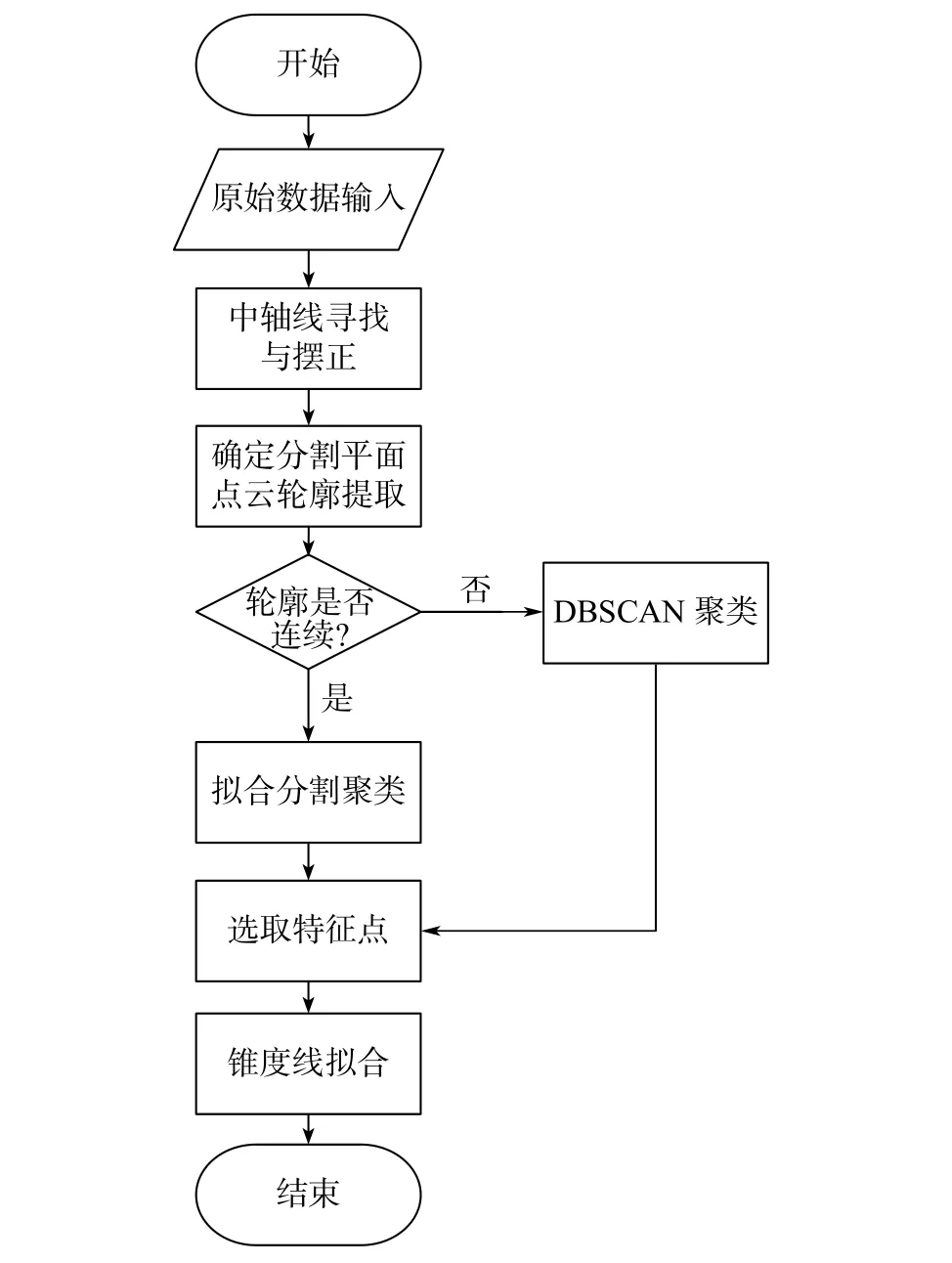
圖1 測量流程圖
本文在無需夾具的情況下對多種螺紋進行了錐度測量,輪廓斷續(xù)點云平均錐度測量誤差為0.05°,輪廓連續(xù)點云平均錐度測量誤差為0.02°。在整個過程中,重點步驟如下:
1)含端面數(shù)據(jù)的局部螺紋點云擺正。由于在數(shù)據(jù)采集過程中點云掃描儀會因為工業(yè)環(huán)境產(chǎn)生的震動發(fā)生細微偏移。考慮到測量時無法使用夾具固定待測工件,需要一種方法對不同位置的點云進行擺正以便測量。本文通過確保掃描儀位置獲得部分或全部端面數(shù)據(jù)后通過基于端面的擺正方法進行擺正。在擺正過程中使用拉依達準則降低噪點對擺正的影響。
2)點云輪廓聚類。在通過擺正與分割得到對應輪廓后,需要對不同情況進行分類討論。對于在端面一側(cè)采集得到的輪廓斷續(xù)點云和在螺紋一側(cè)采集得到的輪廓連續(xù)點云,本文分別使用DBSCAN聚類算法與本文提出的擬合分割聚類對待測數(shù)據(jù)進行聚類。最終得到便于特征點提取的點云集合。
3)特征點提取。對輪廓點云進行聚類后,通過數(shù)學模型提取每一類中錐度特征點,減少噪點以達到提升精度的目的。對得到的特征點進行擬合即可得到最終測量結果。
2 重點算法實現(xiàn)過程
2.1 數(shù)據(jù)預處理
2.1.1 點云擺正
謝張寧[19]通過隨機增量法構成凸包點集后使用最小二乘實現(xiàn)對螺紋點云中軸線的高精度提取,這種方法對于局部螺紋點云與特殊螺紋點云而言難以構建形狀合適的點云凸包,從而導致中軸線獲取難度較大。為解決這一問題,提出基于端面輪廓的點云擺正方法如下:
1)原始螺紋點云A,使用快速k近鄰提取點云輪廓并分析得到端面點集i。
2)使用隨機抽樣一致算法(RANSAC)對i進行平面擬合并通過拉依達(3σ)準則濾除端面點集i中噪點提升平面擬合精度及端面點集信噪比。最終得到平面l。
3)計算得出平面l與平面xoy的旋轉(zhuǎn)矩陣R1,將A乘以旋轉(zhuǎn)矩陣R1進行坐標變換成為A′,同理將端面數(shù)據(jù)i變化為i′。
4)對i′進行橢圓擬合得到圓心并計算與坐標原點的變換矩陣R2,將A′乘以R2即可變換為中軸線為z軸的擺正點云A′′。
變換后獲得點云如圖2所示。
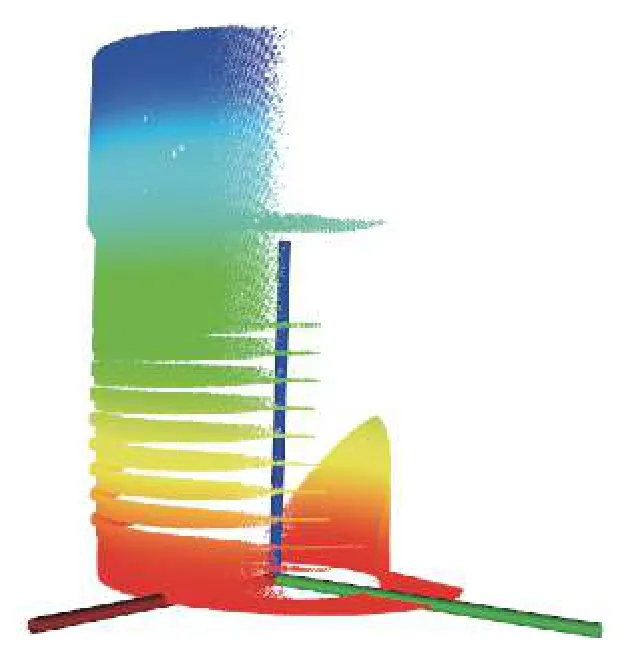
圖2 擺正后的輪廓斷續(xù)點云數(shù)據(jù)
2.1.2 確定分割平面
眾所周知,過不在同一直線上的三點有且只有一個平面,定量且有序的找到這三個點即可定義一個合理的空間平面。關鍵步驟如下:
1)使用圓的參數(shù)方程x=Rycosθ=Rsinθ,其中θ∈ [0,2π)定義圓心在空間坐標原點的正圓點云O。
2)取O的圓心坐標為p1,取z軸方向上的任意點作為p2。
3)對O上依次取點作為p3即可獲得沿z軸旋轉(zhuǎn)的平面。
已知三點p1(x1,y1,z1),p2(x2,y2,z2),p3(x3,y3,z3)作向量p1p2(x2–x1,y2–y1,z2–z1),p1p3(x3–x1,y3–y1,z3–z1),平面法線和這兩個向量垂直,因此法向量n:
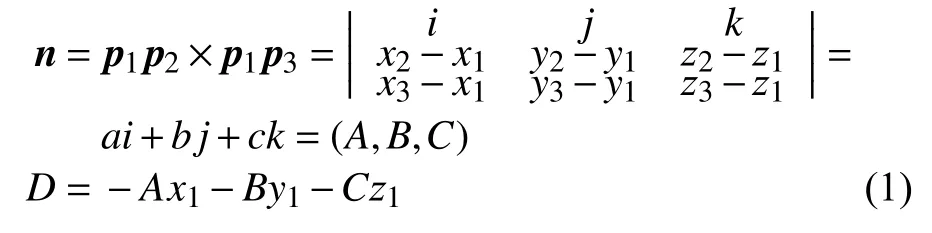
上式解出A,B,C,D即可得到平面p的一般式方程為Ax+By+Cz+D=0。
整體分割方法如圖3所示。

圖3 分割平面選取示意圖
2.1.3 獲取螺紋點云輪廓
2.1.2節(jié)中得到了以z軸 為旋轉(zhuǎn)軸的分割平面。接下來通過遍歷點云中所有點并計算其到分割平面的距離。選取距離小于閾值的點組成輪廓點云。
任取平面內(nèi)一點P(x,y,z)連接PQ,過P做平面的法向量n=(A,B,C)。可知Q到平面距離d恰是PQ在法向量上的投影長度,如圖4所示。
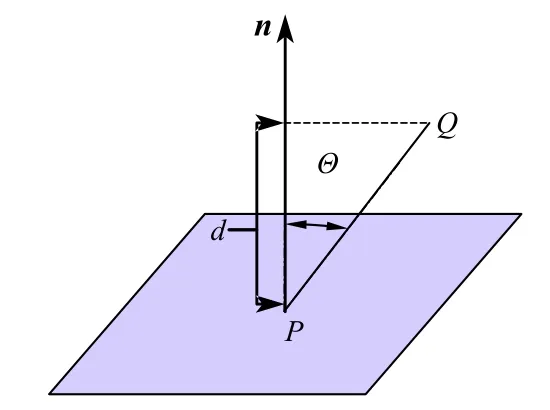
圖4 輪廓提取示意圖
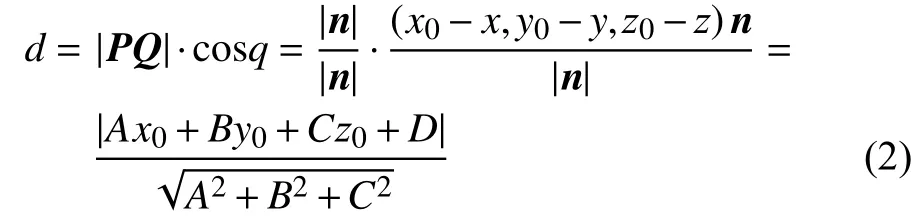
點云離散點Q到分割平面的距離d的計算方法如下:
對得到的所有分割平面進行點云輪廓提取。得到點云輪廓后使用如下方法對點云進行二維映射:

對得到的二維點集進行聚類用于分離螺紋頂部與底部數(shù)據(jù)。
2.2 點云聚類
2.2.1 DBSCAN聚類
在 DBSCAN(density-based spatial clustering of applications with noise)聚類算法中,聚類精度對鄰域閾值(Eps)和點數(shù)閾值(Minpts)取值敏感,人工選取嚴重影響測量自動化與算法魯棒性,同時可能造成聚類不準確等問題,為此已有不少文獻提出若干參數(shù)自適應方法。本文參照文獻[20]使用的自適應參數(shù)方法,根據(jù)待測數(shù)據(jù)自身特性以及可視化展示,為算法確定合適的參數(shù)。
圖5展示了輪廓斷續(xù)點云的聚類過程。其中,圖5(a)表示了輪廓斷續(xù)點云因受制于檢測位置獲得的點云輪廓。圖5(b)表示了經(jīng)過DBSCAN聚類獲得的第3類點云點集。
圖5 DBSCAN聚類
2.2.2 擬合分割聚類
輪廓連續(xù)點云的數(shù)據(jù)受掃描角度影響,單個輪廓中含有更多螺紋信息。但同時因為數(shù)據(jù)點均勻且連續(xù),無法使用基于密度的聚類方法。基于以上原因,本文提出一種通過擬合分割進行聚類的方法如下所示:
1)讀入點云輪廓S,通過曲率分析去除端面數(shù)據(jù)與管面無螺紋數(shù)據(jù)。得到待聚類數(shù)據(jù)S′見圖6(a)。

圖6 擬合分割過程圖
2)對S′進行擬合得到粗分割線Slice,并以此將待聚類數(shù)據(jù)S′粗略分割為頂部數(shù)據(jù)與底部數(shù)據(jù)如圖 6(b)所示。
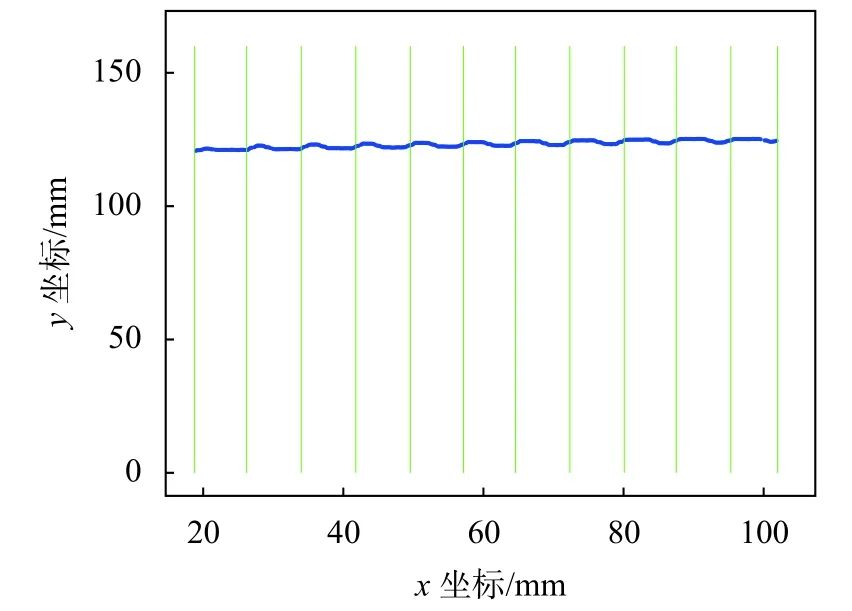
圖7 聚類分割示意圖
4)按聚類分割線對點云輪廓S按x值進行分割即可得到聚類后點集Si(1<i<n)。其中聚類數(shù)目為綠線數(shù)目減1。
2.3 特征點選取及數(shù)據(jù)擬合
2.3.1 特征點選取模型建立
通過對聚類數(shù)據(jù)的結構分析及具體實驗,考慮錐度測量的特征點位置以及噪點的影響提出特征點選取模型如下:
提取頂部特征點:

提取底部特征點:

式中:m in(x)i——第i類x最小值;
topi(x,y)——頂部第i類特征點;
bottomi(x,y)—底部第i類特征點;
u——修改系數(shù);
s——總類數(shù)。
將各點集取并得到數(shù)據(jù)擬合點集如下式:
2.3.2 數(shù)據(jù)擬合
使用直接最小二乘法分別對最終得到的頂部特征點集top(x,y)與底部特征點集bottom(x,y)進行直線擬合,得到各自的斜率kt與kb。結合頂?shù)滋卣鼽c數(shù)numt,numb由下式可得最終測量結果k:

3 測量結果分析
本文算法在Windows10操作系統(tǒng)中使用VS2019及QT5.14.1實現(xiàn),使用的開源庫分別為PCL、OpenCV等。分別對DBSCAN聚類的輪廓斷續(xù)點云和使用擬合分割聚類的輪廓連續(xù)點云進行了實驗。
3.1 實驗數(shù)據(jù)來源
實驗數(shù)據(jù)來源于天津微深科技有限公司VTOP650T非接觸式藍光拍照式三維掃描設備系統(tǒng)于實際生產(chǎn)環(huán)境中實地掃描得到的點云數(shù)據(jù)。其中各螺紋錐度制造公差范圍均為2.57°~2.7°。
3.2 誤差定義
本文使用累計平方誤差與平均絕對誤差來評估提出算法的測量準確度。函數(shù)分別定義如下:
累計平方誤差函數(shù)

平均絕對誤差函數(shù)
式中:ti——第i個樣本的實際值;
mi——該樣本通過本文算法得出的測量值;
si——該樣本測量誤差
n——樣本總量。
3.3 結果分析
由于受采集角度限制,輪廓斷續(xù)點云信噪比通常較低。輪廓的不完整性對聚類結果及特征點數(shù)量均產(chǎn)生較大影響從而導致檢測結果不佳。本文的螺紋錐度測量方法對以上情況具有一定的魯棒性。表1為10組輪廓斷續(xù)點云通過DBSCAN聚類的測量結果,圖8為對應誤差比較圖。
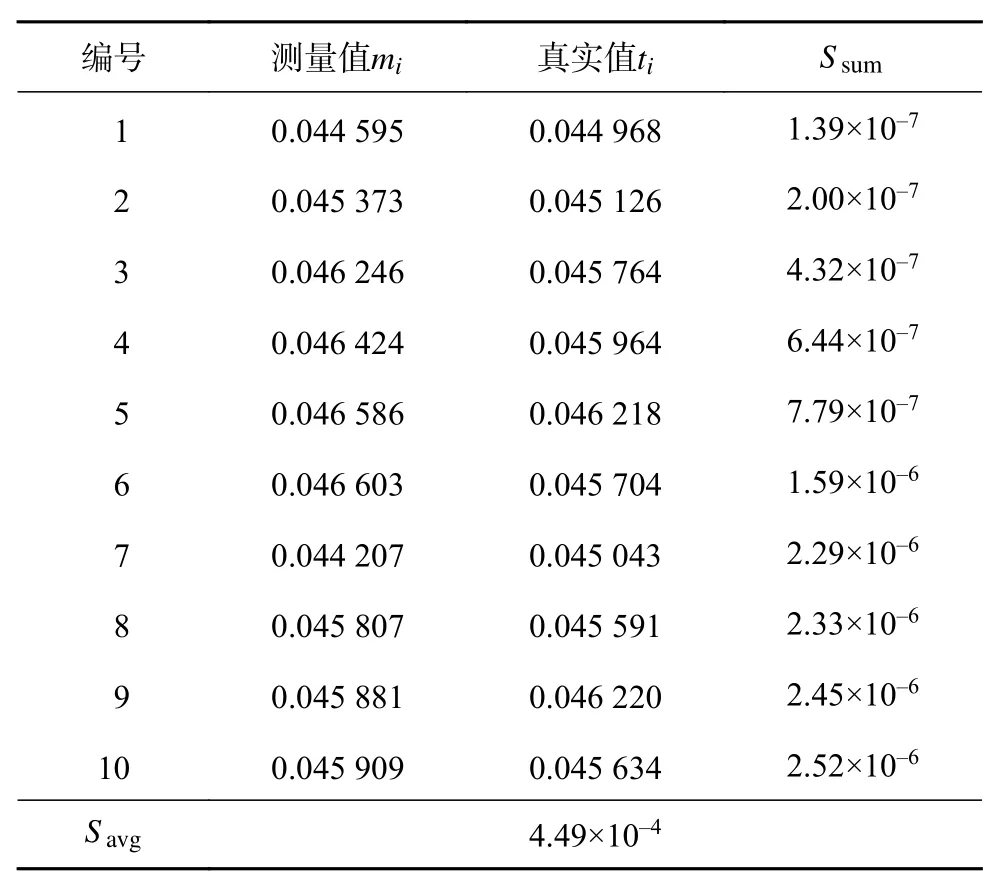
表1 輪廓斷續(xù)點云測量結果
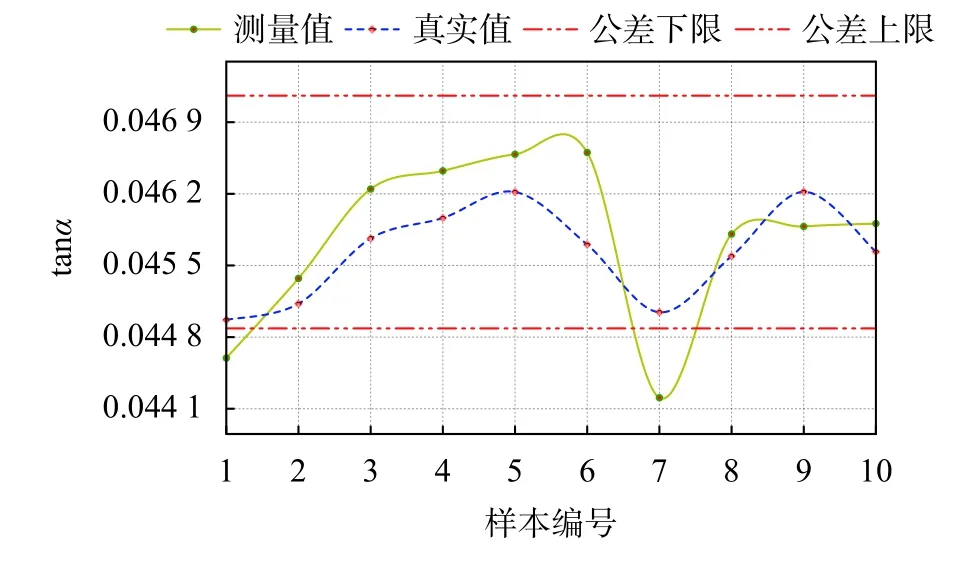
圖8 輪廓斷續(xù)樣本測量誤差比較圖
由圖8的對比結果顯示,輪廓斷續(xù)點云測量方法對噪聲具有較好魯棒性,但仍有部分測量結果偏差較大。其中1、7號樣本因誤差出現(xiàn)工件實際質(zhì)量合格測量結果不合格的情況。錐度平均絕對誤差為 arctan(4.49×10–4)×2=0.05°。
表2顯示了使用輪廓連續(xù)點云測量方法的測量結果。使用擬合分割進行聚類的輪廓連續(xù)點云得到的聚類數(shù)量與聚類精度均高于輪廓斷續(xù)點云,所以測得精度較高。最終錐度平均絕對誤差為arctan(1.91×10–4)×2=0.02°。圖 9 為誤差比較圖。通過對比輪廓斷續(xù)點云與輪廓連續(xù)點云的累計平方誤差變化情況,可以明確看出使用輪廓連續(xù)點云測量法最終測得結果顯著優(yōu)于輪廓斷續(xù)點云測量方法,如圖10所示。
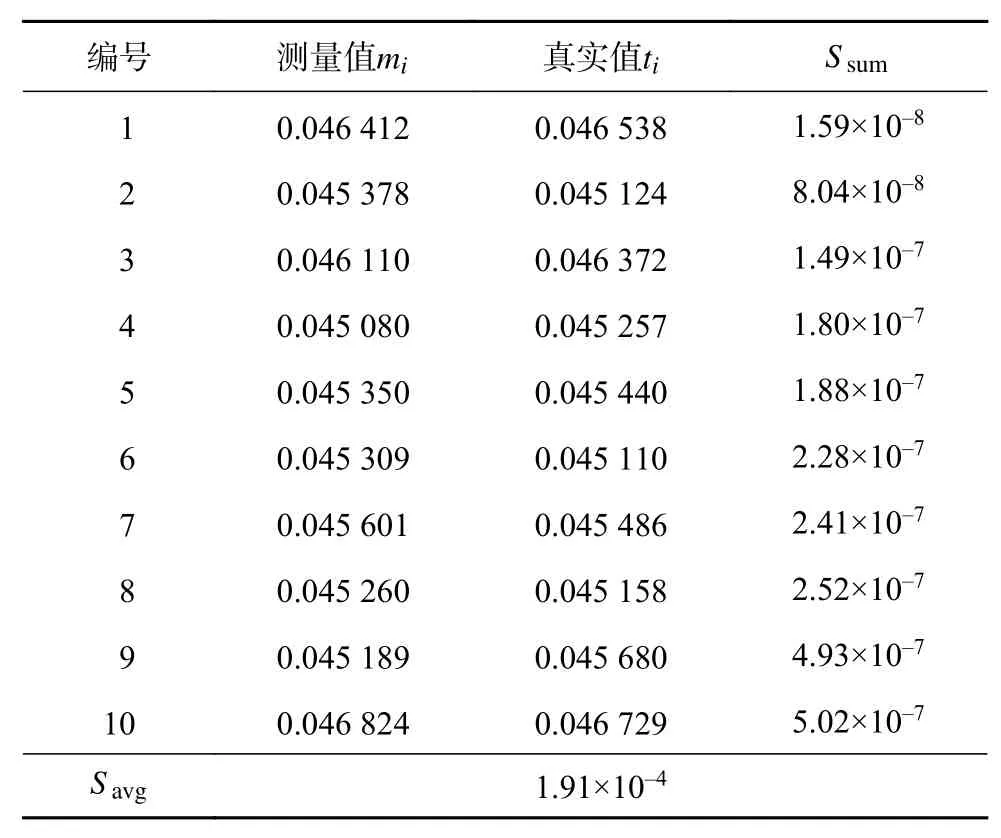
表2 輪廓連續(xù)點云測量結果
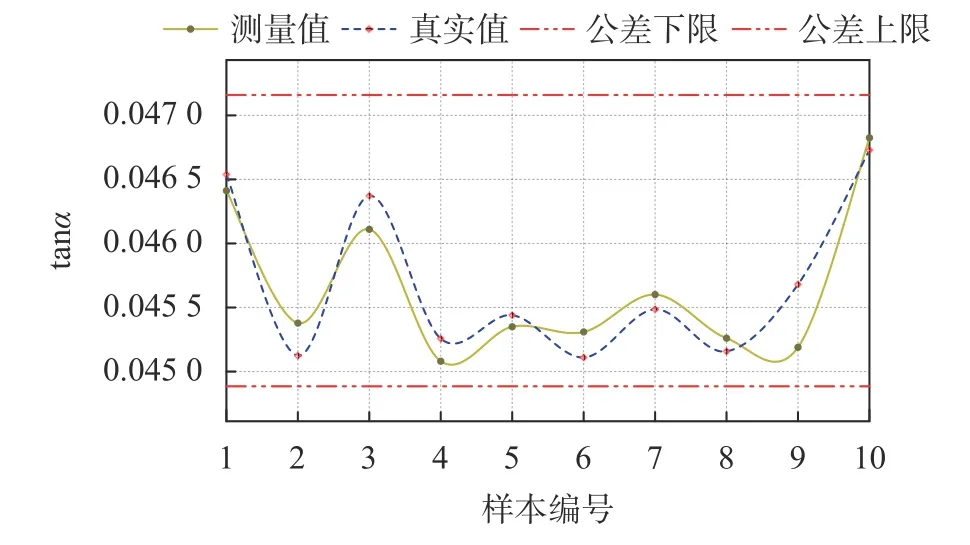
圖9 輪廓連續(xù)樣本測量誤差比較圖
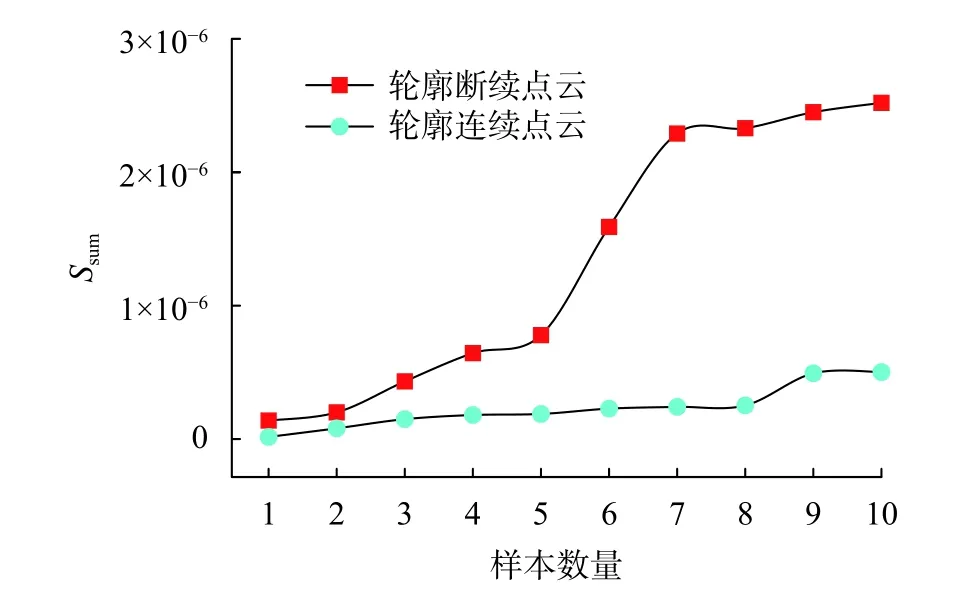
圖10 兩方法測量結果比較圖
結合參考文獻中相關數(shù)據(jù)將本方法與其他同類測量方法進行比較,如表3所示。

表3 同類方法比較
由表3可知本方法相較傳統(tǒng)人工測量有極大優(yōu)勢。測量精度相對二維圖像測量方法較高但尚未達到三坐標測量機的精度范圍。測量速度比三坐標測量機更快但不如二維圖像方法。本方法適用于無法提供垂直光源與夾具固定且震動較少的環(huán)境中。由此可見本方法在高精度、低檢測速度的三坐標方法與高檢測速度、精度相對較低的二維圖像方法中初步取得較為理想的平衡。
4 結束語
通過對國內(nèi)外相關工作的研究與發(fā)展,借助逆向工程的思路與二維圖像檢測的具體方法,本文提出了一種基于局部點云自動檢測螺紋錐度的算法。該算法利用三維結構光相機得到輪廓斷續(xù)或輪廓連續(xù)點云,在數(shù)據(jù)預處理階段,提出基于端面輪廓的點云擺正方法將螺紋進行擺正做到在無需夾具的前提下進行檢測,使用分割平面進行輪廓提取并找出合理的檢測位置。在點云聚類階段,對輪廓斷續(xù)點云與輪廓連續(xù)點云分別使用不同聚類方法并提出特征點選取模型對聚類結果進行處理得到擬合錐度線所需特征點。最后對多個特征點集擬合結果進行加權融合得到錐度線斜率。
實驗結果表明,提出的錐度測量算法能在一定程度上精準快速地從局部螺紋點云中完成螺紋錐度的測量。但該方法仍受限于點云預處理過程中擺正精度與特征點選取模型對數(shù)據(jù)噪點的魯棒性。如果獲取的數(shù)據(jù)噪點過多則會嚴重影響最終測量精度。本文下一步工作將結合數(shù)據(jù)本身結構信息改進擺正算法。同時對分割及特征點選取模型進行進一步研究優(yōu)化以提高其對噪點數(shù)據(jù)的魯棒性。
猜你喜歡
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
中學生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
當代陜西(2019年10期)2019-06-03 10:12:04
中學生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
意林原創(chuàng)版(2016年10期)2016-11-25 10:28:30
Coco薇(2016年2期)2016-03-22 02:42:52
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
Coco薇(2015年1期)2015-08-13 02:47:34