小半徑曲線鋼軌磨耗速率影響因素
2022-03-21 14:27:12文良華
設備管理與維修 2022年4期
文良華
(國家能源集團朔黃鐵路發展有限責任公司原平分公司,山西忻州 034100)
0 引言
國能朔黃鐵路作為我國“西煤東運”的第二大通道,線路西起山西省神池縣神池南站,東至河北省黃驊市黃驊港站,其中位于山西境內的原平分公司地處山區,高填深挖,橋隧相連,曲線半徑小,線路坡度大,氣候惡劣。其中原平分公司管內上下行正線曲線總長188.4 km,其中上行正線曲線共計179 條,累計長94.182 km,半徑800 m 以上曲線69 條、累計長29.761 km;半徑800 m 及以下半徑曲線110 條、累計長64.421 km,最小曲線半徑為400 m,共5 條。
由于國能朔黃鐵路年運量的逐年增加、運輸密度的增大,導致鋼軌側磨、垂磨、波磨、魚鱗傷、軌頭掉塊等病害日益加劇,尤其是鋼軌磨耗是曲線地段鋼軌最主要的傷損類型,小半徑曲線地段鋼軌磨耗已經成為曲線地段更換鋼軌的主要因素。因此,探究小半徑曲線地段鋼軌磨耗的影響因素,分析、總結減少小半徑曲線地段鋼軌磨耗的技術措施,對重載鐵路的發展具有積極的指導意義。
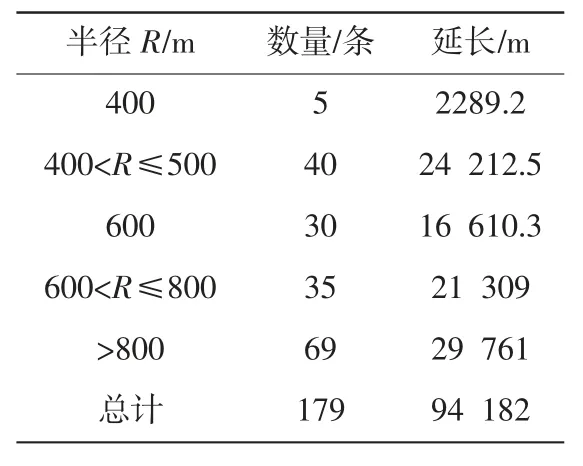
表1 原平分公司管內曲線統計表
1 鋼軌磨耗速率的影響因素
1.1 曲線半徑對鋼軌磨耗速率的影響
1.1.1 鋼軌上股垂磨磨耗速率
選取原平分公司管內k18+310—k18+652、k8+516—k8+979、k5+676—k5+5+905 這3 條半徑分別為400 m、600 m、1500 m 的曲線,鋼軌類型均為PG4,分析2013 年以來鋼軌上股垂磨隨通過總重的變化規律(圖1)。
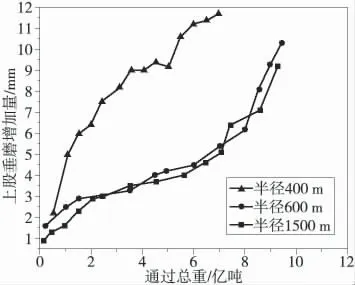
圖1 上股垂磨磨耗速率與通過總重的關系
由圖1 可知,在通過總重相同的情況下,隨著曲線半徑的減小,曲線上股鋼軌垂磨速率增大;半徑400 m 的曲線上股垂磨增長速率大約為1.47 mm/億噸,遠大于半徑600 m、1500 m曲線上股垂磨增長速率0.94 mm/億噸,半徑400 m 的曲線較半徑600 m 的曲線上股垂磨增長速率減小36.1%。
1.1.2 鋼軌上股側磨磨耗速率
選取原平分公司管內k18+310—k18 +652、k12+477—k12+883、k19 +182—k19 +692 這 3條半徑分別為400 m、600 m、800 m 的曲線,鋼軌類型均為PG4,分析2013年以來鋼軌下股垂磨隨通過總重的變化規律,根據上述方式進行分析得到:在通過總重相同的情況下,隨著曲線半徑的減小,曲線上股鋼軌側磨速率增大;半徑400 m 的曲線上股側磨增長速率最快大約為1.96 mm/億噸,半徑600 m 的曲線上股側磨增長速率大約為1.22 mm/億噸,半徑800 m 曲線上股側磨增長速率大約為0.85 mm/億噸。
1.1.3 鋼軌下股垂磨磨耗速率
選取原平分公司管內k17+891—k18+245、k8+516—k8+979、k5+676—k5+905 這3 條半徑分別為400 m、600 m、1500 m的曲線,鋼軌類型均為PG4,分析2013 年以來鋼軌下股垂磨隨通過總重的變化規律,根據上述方式進行分析得到:在通過總重相同的情況下,隨著半徑的減小,曲線下股鋼軌垂磨速率增大;且不同半徑條件下,下股鋼軌磨耗的發展規律基本類似,在通過總重達到5 億噸之前,磨耗發展較緩慢,通過總重超過5 億噸后,磨耗發展速度加快,垂磨的增加速率大約為1.94 mm/億噸。因此,對小半徑曲線鋼軌,在通過總重超過5 億噸后應密切關注曲線下股鋼軌垂磨。
綜上所述,在通過總重等相同的情況下,鋼軌磨耗速率隨曲線半徑減小而增大,因此,應重點關注小半徑曲線鋼軌磨耗;在通過總重超過5 億噸后,小半徑曲線下股鋼軌垂磨速率加快,因此在通過總重超過5 億噸后,應加強對下股鋼軌垂磨的檢測;隨著曲線半徑的減小,鋼軌側磨增長速率相對較快,因此曲線半徑的增大對車體橫向平穩性有明顯的改善作用,但對車體的垂向穩定性的影響作用相對較小。
1.2 曲線超高對鋼軌磨耗功率的影響
上行曲線k16+773—k17+742,大部分都位于恢河特大橋上,曲線全長968.7 m,半徑400 m,鋼軌類型PG4。2014 年4 月24 日上行k16+700—k17+900 通過大機搗固作業將曲線超高由110 mm 調整至100 mm,2015 年10 月27 日又將曲線超高由100 mm 調整至90 mm。
以超高變化前后對鋼軌磨耗的影響,分析超高對鋼軌磨耗功率的影響。
由圖2 可知,將曲線超高由110 mm 降為90 mm 對減緩鋼軌上股側磨效果明顯,超高110 mm 時曲線上股側磨速率大約為5.20 mm/億噸,超高 100 mm時曲線上股側磨速率大約為4.16 mm/億噸,超高90 mm 時曲線上股側磨速率大約為3.34 mm/億噸。
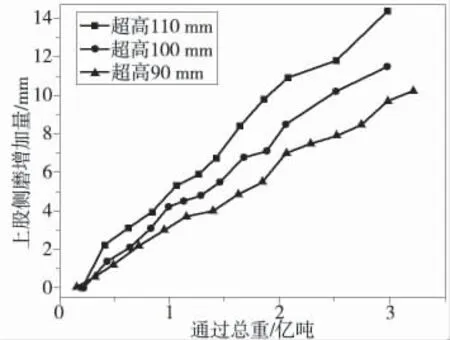
圖2 上股側磨磨耗速率與通過總重的關系
由圖3 可知,將曲線超高由110 mm 降為90 mm 能有效減緩鋼軌上股垂磨,超高110 mm 時曲線上股垂磨速率大約為2.83 mm/億噸,超高100 mm時曲線上股垂磨速率大約為2.71 mm/億噸,超高90 mm 時曲線上股垂磨速率大約為1.49 mm/億噸。

圖3 上股垂磨磨耗速率與通過總重的關系
由圖4 可知,將曲線超高由110 mm 降為90 mm 能有效減緩鋼軌下股垂磨,超高110 mm 時曲線下股垂磨速率大約為2.16 mm/億噸,超高100 mm 時大約為1.87 mm/億噸,超高90 mm 時大約為1.07 mm/億噸。
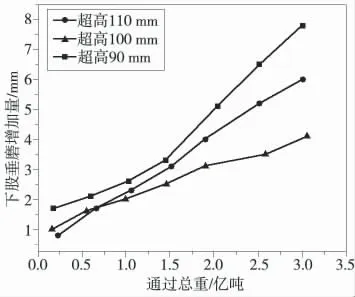
圖4 下股垂磨磨耗速率與通過總重的關系
上行曲線k16+773—k17+742 平均通過時速為60 km/h,根據曲線超高計算公式,計算得到曲線設計超高為106 mm,曲線欠超高16 mm,欠超高比例(欠超高與設計超高比值)15.0%。這與“朔黃鐵路輪軌關系及延長鋼軌使用壽命試驗研究”的成果:曲線設置10%~15%欠超高的結論相符。
雖然設置適當的欠超高將在一定程度上降低輪緣沖角和輪軌磨耗,有利于減緩輪軌間的磨耗,但影響曲線磨耗的因素有很多,不僅與超高有關,還與鋼軌軌底坡等因素有關,因此對于磨耗嚴重的小半徑曲線地段,應該因地制宜,綜合考慮,制定合理的養護方案。
1.3 銑磨對鋼軌磨耗功率的影響
選取原平分公司管內k3+977.73—k4+363.43、k4+415.86—k4+654.22、k10+979.09—k11+380.80 這3 條半徑分別為400 m、400 m、500 m 的曲線,鋼軌類型均為PG4,分析2015 年9 月曲線地段銑磨前后鋼軌下股垂磨變化速率,探究銑磨對鋼軌磨耗功率的影響,如圖5。
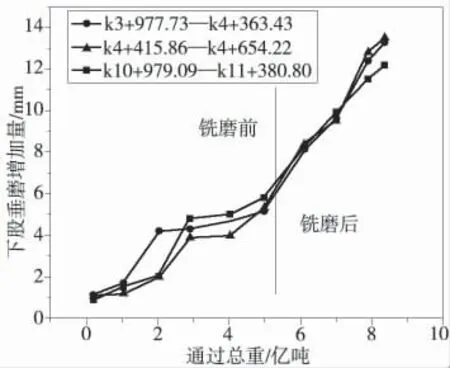
圖5 下股垂磨磨耗速率與通過總重的關系
由圖5 可知,銑磨前后3條曲線地段下股鋼軌垂磨增長速率基本相似,且銑磨后的下股鋼軌垂磨增長速率較銑磨前增長速率快,銑磨前下股鋼軌垂磨增長速率大約為0.918 mm/億噸,銑磨后下股鋼軌垂磨增長速率大約為2.149 mm/億噸。
分析原因為鋼軌在受到車輪高壓碾壓下會在鋼軌表面形成一層冷鍛層,硬度與耐磨度明顯增加,大機銑磨后,將這層覆蓋在鋼軌表面的冷鍛層切除后,鋼軌的硬度與耐磨度降低,因此通過銑磨(打磨),雖解決(緩解)了波磨、魚鱗傷等病害,但卻加快鋼軌垂磨速率。因此對銑磨后的鋼軌,應加強對鋼軌垂磨的檢查。
2 解決措施
(1)在通過總重超過5 億噸后,小半徑曲線鋼軌下股垂磨速率加快,因此在通過總重超過5 億噸后,應加強對鋼軌下股垂磨的檢測。
(2)對于磨耗嚴重的小半徑曲線,應該因地制宜,綜合考慮各種影響因素,通過方案比選,制定合理的施工方案。
(3)大機銑磨后,小半徑曲線地段下股鋼軌垂磨速率加快,對銑磨后的鋼軌,應加強對下股鋼軌垂磨的檢查。
(4)通過道床清篩、加密軌距拉桿(地錨拉桿)、更換加強型扣板扣件(熱塑性高彈膠墊)、鋪設重載(30 t 軸重)軌枕(配套零配件)提高道床(軌道)穩定性,減少立螺栓失效(折斷)、軌距擋板磨損、尼龍座擠碎、軌撐壓裂,緩解軌面波磨、承軌槽壓潰、擋肩破損,保持幾何尺寸的穩定及曲線的圓順。
3 結語
小半徑曲線地段鋼軌的磨耗、傷損一直是工務重點維修整治項目,通過近幾年來采取的大機清篩、大機撥道、調整超高等措施,對整治小半徑曲線地段鋼軌病害的效果良好;并通過磨耗的發展規律,合理制定檢查周期,不僅使曲線狀態明顯提高,同時也縮短了工務部門的維修及換軌周期,避免了工時和成本的浪費,保證了鐵路行車安全。
