基于超聲檢測的起重機T型焊縫缺陷檢測分析
2022-03-23 12:36:22李建梅LIJianmei
內燃機與配件 2022年6期
0 引言
無損檢測是一種現代十分先進的綜合應用科學技術手段,在推動工業生產與發展上發揮了至關重要的作用,許多國家將無損檢測技術視為工業發展的重要基礎。起重機屬于我國特種設備中的一種,在工作過程中需要起吊不同的重物,為此保證起重機結構的安全性與穩定性至關重要。T型焊縫是起重機結構焊接中常見的焊縫形式,其存在的缺陷類型有裂紋、未焊透、未融合、夾渣以及氣孔等,對焊縫質量產生非常大的影響。當下對起重機T型焊縫進行質量檢測方法較多,主要有磁粉檢測、滲透檢測、渦流檢測以及超聲檢測等,不同檢測方法有著各自擅長的地方,均能夠實現對T型焊縫質量的檢測,然而不同檢測方法也存在不同的缺陷
。超聲檢測是當下應用較為廣泛的無損檢測方法,在檢驗起重機T型焊縫質量上發揮了重要作用,許多研究人員也十分重視超聲檢測技術的研究與優化。按照檢測方式的不同,超聲檢測方式主要分為了三種類型,分別是投射法、共振法以及脈沖反射法,而脈沖反射法是三種方法中應用范圍最廣、使用頻率最高的方法
。這種檢測手段是依托于壓電晶體逆壓電效應與壓電效應實現對T型焊縫的無損檢測。本文重點分析了超聲檢測類型與方法,提出了超聲檢測方法在起重機T型焊縫缺陷檢測中的應用。
1 超聲檢測類型與特征分析
1.1 超聲檢測特征
超聲檢測通常是基于超聲波在工件上的傳播特性完成檢測工作的
。比如說,超聲波在穿透某個工件過程中消耗的能量,同時在傳播中當遇見兩個不相等聲阻抗的介質面時發生反射。
具體來說,超聲檢測的工作原理是:設備向待檢測點發出超聲波,同時使用相應的手段獲取被檢零部件中的超聲波。超聲波傳播過程中會穿透待檢測零部件內部,同時和零部件內部材料與缺陷等產生相互作用,使得超聲波大小、方向等發生改變,之后采用特定的儀器設備接受變化后的超聲波,對其進行分析與研究。依照超聲波中剩余能量大小與波形特征等,評估被檢測零部件中是否存在質量缺陷,并預測出缺陷的位置與特征
。
電量風險主要是指電量工序平衡的風險,電能的供大于求和供不應求、自發電、電力大客戶直接向發電集團購電以及其它能源競爭等都是產生電量風險的因素,但這些因素或多或少都與政府的規劃建設導向性有所相關。因此電量風險雖然歸類在市場風險中,但仍然和政策風險脫不了聯系。
1.2 超聲檢測分類
事實上,超聲檢測的類型多種多樣,依照不同分類方法,可以將超聲檢測劃分為不同類型,具體如下。
2003年11月25日,在紀念毛澤東同志批示“楓橋經驗”40周年暨創新“楓橋經驗”大會上,時任中央綜治委主任羅干作了重要講話。中共浙江省委于2004年5月和2006年4月先后作出了建設“平安浙江”和“法治浙江”決定,強調要推廣和創新“楓橋經驗”。2008年11月24日,紀念“楓橋經驗”45周年大會召開,周永康、孟建柱等中央領導專程視察楓橋,給予新時期“楓橋經驗”高度評價。
其次使用斜探頭在腹板上依托于一次與二次波實施探測,具體探頭位置如圖2中所示的C、D位置。這種探測形式和平板對接焊縫缺陷檢測方法較為接近。
第二,依照波形進行劃分,可以將超聲檢測分成縱波法、橫波法、表面波檢測、板波檢測以及爬坡法。具體來說,縱波法即縱波檢測方法,主要涵蓋了縱波直探頭以及傾斜探頭兩種;橫波法是指縱波觸碰到待檢測工件外表面之后,基于波形轉化得到橫波,并對該波形進行檢測與分析;表面波檢測,在使用該方法進行工件內部缺陷檢測時,首先應當要全面掌握表面波的特性,即表面波是如何出現的、待檢測工件發射特征以及什么因素會對表面波傳播產生影響;板波檢測,在使用該方法進行工件內部缺陷檢測時,首先應當要全面掌握板波的不同種類,蘭姆波是怎樣出現的,蘭姆波具有什么樣的傳播特性及其相應的檢測流程;爬坡法,一般來說將橫波在波前的那部分波稱之為頭波,將距離被檢測工件表面一段距離的橫波和表面縱波之間的波峰叫做爬坡。
第三,依照探頭數量進行劃分,可以將超聲檢測分成單探頭法、雙探頭法以及多探頭法。其中單探頭法一般表示為將探針當成是接收的發射與超聲檢測方法;雙探頭法表示為采用兩個探頭進行質量缺陷檢測的方法,根據兩個探頭連接方式的不同又可以分為V-串聯、并聯以及交叉聯等;多探頭法表示為使用三個及以上數量的探頭進行缺陷檢測的方法。
在利用超聲檢測方法進行焊縫缺陷檢測時,可以運用的檢測方法多種多樣,比如說雙向檢測、單向檢測、線性檢測以及偏向檢測等。在實際開展T型焊縫檢測工作時,應當要依照T型焊縫的長短、大小、結構以及具體環境等,選取最佳的超聲檢測方法,從而得到精準而又可靠的檢測結果,確保超聲檢測工作的正常有效進行。當超聲檢測探討位于T型焊縫的正上方位置時,如果T型焊縫的寬度未超過探頭孔直徑時,則要優先使用線性檢測,相反當T型焊縫的寬度大于探頭孔直徑時,則應當要使用單向檢測或者雙向檢測方法。
具體來說,人工檢測一般表示為由工作人員手持探頭開展脈沖反射超聲檢測工作,因為這樣的檢測方式較為單一且容易實現,在許多特種設備缺陷檢測中有著廣泛的應用;自動檢測一般表示為基于特定自動化設備來取代傳統人工的檢測方法,在人工干預不多的基礎之上完成各部分檢測的一種超聲檢測方法。
2 T型焊縫檢測聲束的波形與檢測方式選擇
2.1 T型焊縫檢測聲束的波形選擇
做為一個在全球知名的專家和技術引領者,伊薩拜棱輝特霍伊斯勒有限公司的革新產品不斷重新定義著當前的工藝水平,同時也展示了伊薩拜棱輝特的技術和創新能力。該公司的三個業務部門——測量、精密功率電阻和熱電合金,都已經制定了有效的方案來應對明日的技術挑戰。
2.2 檢測方式的選擇
第四,依照人工干預程度進行劃分,可以將超聲檢測分成人工檢測與自動檢測兩種。
依照焊縫缺陷情況與位置,將檢測面設定在腹板側面。這種方式可以確保發射聲束垂直接觸到焊接缺陷外表,有助于得到較多能量的反射波,進而得到更佳檢測效果。
3 起重機T型焊縫的特征
長江委2018年工作會議提出了“由開發中保護向保護中發展轉變、實現以保護為前提的高質量可持續發展”的治江新思路,確立了“四個長江”的治江目標,擬通過補齊補強防洪抗旱減災體系短板,著力構建安瀾長江;強化優化水資源配置和節約利用,著力構建綠色長江;建立健全流域綜合管理體制機制,著力構建和諧長江;加快推進水生態環境保護與修復,著力構建美麗長江。
依照T型焊縫接頭所在位置的不同、承載能力大小以及作用的區別,所選用的T型接頭母材也是隨之發生變化的。在眾多應用材料中,鋼比其它材料在使用范圍、使用頻率上都有著較大優勢,比如說橋式門架起重機、汽車起重機等結構上存在較多的T型接頭,這些接頭材質均為鋼材。一般來說,常用的焊接方式主要有焊條電弧焊、CO
氣體保護焊以及埋弧焊等,需要依照焊接材料、工況以及功能等的不同選取相應的焊接方式。
4 基于超聲檢測的起重機T型焊縫缺陷檢測
第一,在T型焊縫根部位置易出現未融合與未焊透等焊縫缺陷,該位置與翼板的上表面相垂直。
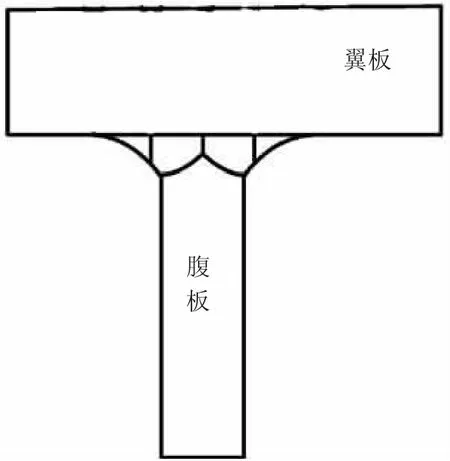
起重機翼板與腹板依托于焊接的方式形成了T型接頭,兩個板之間的焊縫就叫做T型焊縫,如圖1所示。
根據焊縫檢測位置,將檢測面確定為翼板外側面,這是由于翼板側面與焊縫位置距離較遠,不存在較多的焊渣與飛濺物等,只需要進行簡單的修整即可。此外,將探頭固定在翼板側面,能夠選用0°波開展檢測,波形更加簡單,便于判斷
。
第二,在T型焊縫坡口位置易產生焊趾裂紋以及坡口未融合等缺陷。
1.2 實驗動物和分組 選取清潔級雄性BALB/C小鼠18只,12周齡,由上海杰思捷實驗動物有限公司提供。將小鼠隨機分為3組,每組6只:對照組尾靜脈注射生理鹽水0.1 ml,脂多糖組尾靜脈注射脂多糖5.0 mg/kg,激素組在脂多糖組基礎上給予甲強龍4.8 mg/kg。
第三,在T型焊縫中間的位置易出現夾渣與氣孔等缺陷。
對該焊接缺陷的檢測最好將檢測面設定在翼板外側面,依托于偏轉角度為00聲束的電子進行檢測,參數調整方式單一,獲得的圖像較為直觀,然而這種檢測方式也很容易造成根部焊縫缺陷漏檢,所以還應當要引入腹板側面檢測方式,避免造成焊縫缺陷遺漏
。
為了深入分析超聲檢測在起重機T型焊縫檢測中的應用,本文設計了相關試驗進行驗證,選用兩塊板厚為12mm的鋼板焊接成T型焊縫,并通過人工方式使其存在一些焊縫缺陷,如圖2所示為起重機T型焊縫超聲探傷示意圖。在T型焊縫的兩端位置分別加工了兩個直徑為2mm的人工缺陷孔。
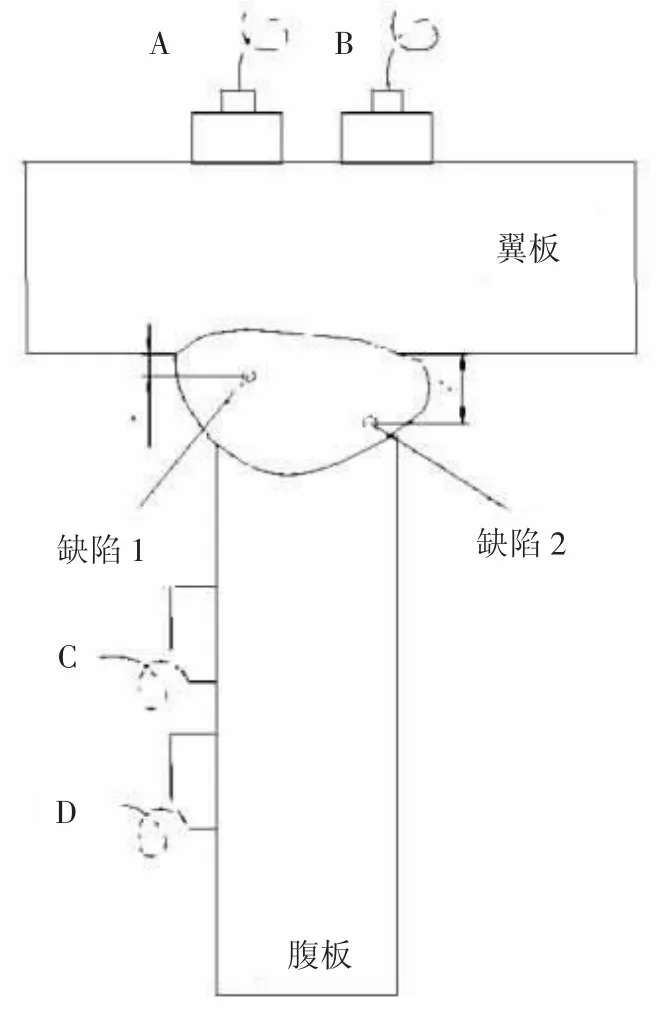
首先使用直探頭對翼板表面進行探測,如圖2中所示的超聲波探頭位置A與B,該探測方法主要是為了檢測出T型焊縫中腹板與翼板零件缺陷。
在實際開展T型焊縫內部缺陷檢測工作時,通常情況下只需要兩種波形,分別是橫波與縱波。當縱波以相應的角度射向待檢測工件表面時,在從固體進入到第二介質中時,不僅僅會出現縱波的反射與折射,同時也會產生橫波的反射與折射
。此外在特定情況下,還可能會出現表面波。需要特別注意的是不同波形仍然滿足折射與反射定律,不同波形的波傳播速度和其傳播角度的正弦比值相同。
第一,依照工作原理進行劃分,可以將超聲檢測分成脈沖反射法、衍射時差法、穿透法以及共振法
。其中脈沖反射法是利用超聲波探頭向待檢測工件發射脈搏波,之后仔細觀察與分析待檢測工件背部超聲波與內部劃痕,以此來判定零部件有無質量缺陷;衍射時差法是依托于待檢測工件缺陷地方的衍射波信號來查看質量缺陷的大小。一般情況下是使用一對一的工作方式;穿透法是利用脈沖波與連續被在穿過工件時會產生能量衰減原理進行工件質量檢測的;共振法是依托于被檢測工件的共振特性來獲得工件內部缺陷以及厚度變化的。
最后,采用斜探頭基于翼板外側或者內側位置進行焊縫缺陷探測,當探頭位置翼板外側位置時完成一次波探測,當探頭位置翼板內側位置時完成二次波探測。相對來說,翼板外側一次波探測精準性更好,然而識別不到焊縫。
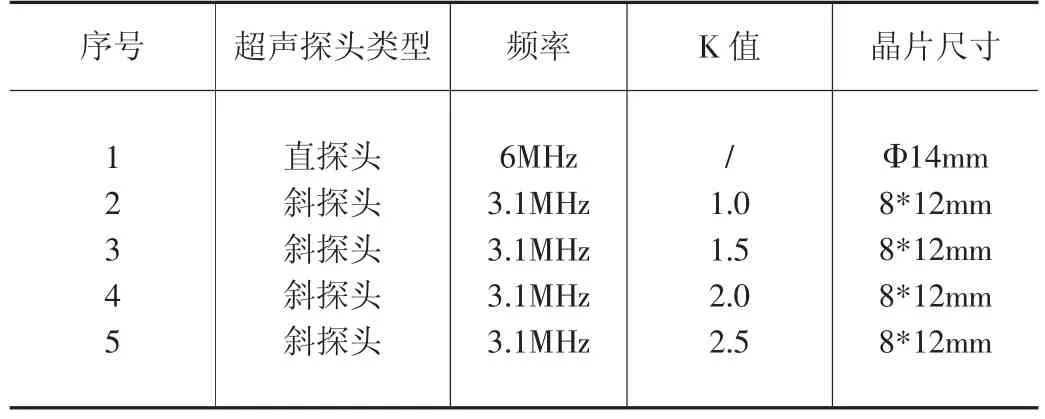
試驗選用的超聲波檢測儀設備型號為PXVT-31型數字探傷儀。需要準備一個超聲直探頭一個以及若干個規格的斜探頭各一個,如表1所示為試驗所使用的探討參數。
在試驗中分別使用直探頭與斜探頭對焊縫中的兩處缺陷進行檢測,人工缺陷具體位置與直探頭、斜探頭位置如圖2所示,詳細記錄試驗過程及各項數據。
盡管缺陷1與缺陷2孔直徑大小與長度均相同,然而因為所處的位置不同,最終探測出的兩組數據相差比較大。
這個定理指出,閉合電流回路周圍的磁場可以看成是由許多微小電流元(很短的直導線電流元)單獨存在時產生的磁場經過矢量疊加產生的。式(1)中的μ0為真空磁導率,而I0dl表示的是為電流強度為I0dl、長度為dl的電流微元,其矢量的方向代表電流的流向,r為電流微元到空間某一個場點P的位置矢量。
首先在對缺陷1進行探測時,當使用不同K值的斜探頭進行探測時,最終獲得的波形差別較大,并且K值為2.5時得到了波形圖波峰最為顯著,相比之下其它K值的斜探頭得到的波形圖波峰較小,由此可以得出,在利用超聲進行焊縫缺陷檢測時,依照待檢測工件板厚選取適宜的K值十分重要。
超聲檢測在起重機T型焊縫檢測中具有非常廣泛的應用,依托于直探頭與斜探頭的共同使用,能夠實現對T型焊縫各個位置的探測。當翼板板厚偏小時,著重采用橫波探傷方法,同時將縱波探傷法作為輔助。當翼板板厚較厚時,需要同時使用縱波探傷法與橫波探傷法。為了確保超聲波聲束和缺陷呈90°,當板厚度較薄時要優先使用較大K值的斜探頭,而當探測板厚厚度較大時,則需要使用較小K值的斜探頭。
3/胡蘿卜素不僅能抗氧化,還可以免疫調節。人體衰老的進程與抗氧化和免疫調節能力息息相關,而胡蘿卜素恰好這兩項都在行,所以在抗衰老這條路上,它是必不可少的。
5 結語
綜上所述,起重機在我國社會經濟發展中發揮了重要作用,廣泛應用于工廠、碼頭以及建筑等多個領域。
該算法的思路是從第一個數據開始進容器,然后每個數據都把所有容器里面的數遍歷一遍,把數據加到滿足題目這個公式的加到容器的那個數據里面,如果容器中有裝滿的,就把它彈出容器,以免浪費空間。BF算法的時間復雜度為O(n2),空間復雜度為O(n)。
起重機作為特種設備中的一種,其安全性與穩定性十分重要,利用超聲檢測技術對T型焊縫進行探測,及時查找出焊縫缺陷,確保焊接位置牢固,提高起重機工作的穩定性。
[1]王志剛,孫萬紅,方多發,周昌玉,李秋鋒.波形鋼腹板T型焊縫質量相控陣檢測方法[J].實驗室研究與探索,2017,36(08):40-43,51.
[2]鄭輝,黃麗霞,王志剛,孫萬紅,李秋鋒.波形鋼腹板T型焊縫超聲檢測參數優化研究[J].南昌航空大學學報(自然科學版),2018,32(03):0-75.
[3]金建炳.埋弧焊焊接T型焊縫時產生氣孔的原因分析及對策[J].山東冶金,2008(04):26-27.DOI:10.16727/j.cnki.issn1004-4620.2008.04.006.
[4]周鳳革,孫遠霞.不銹鋼T型焊縫相控陣超聲檢測仿真分析[J].一重技術,2020(04):51-56.
[5]陳士根,蔡文津.鋼結構部分焊透T型焊縫的超聲波檢測分析[J].廣東建材,2019,35(07):48-49,32.
[6]黃迅雷,丁鵬,馬光飛,關磊,岳高峰,林光輝.水工金屬結構T型焊縫焊接質量相控陣檢測[J].大壩與安全,2020(01):63-65,68.
[7]劉星.起重機薄板帶墊板單面焊對接焊縫超聲檢測[J].自動化與信息工程,2013,34(03):45-48.
[8]鄧德亮,趙忠祥,李鵬頻,黃雪波,吉昌洪.T型焊縫半熔透超聲檢測[J].科技視界,2019(06):79-80.DOI:10.19694/j.cnki.issn2095-2457.2019.06.028.
[9]張國斌,蘇萬斌,齊子誠,陳建偉.大型橋、門式起重機焊縫裂紋產生機理及檢測關鍵技術[J].起重運輸機械,2020(05):75-79.