5052鋁合金半球形件在覆板輔助下的成形過程研究
2022-03-24 10:04:20宮海蘭姚永杰
機械工程師 2022年3期
關鍵詞:有限元
宮海蘭, 姚永杰
(1.上海信息技術學校,上海 200331;2.浙江恒友機電有限公司,浙江 金華 321299)
0 引言
鋁合金具有密度低、比強度高、耐腐蝕、易導熱導電等優點,在航空、汽車、軌道交通等交通工具及家電、門窗、廚衛等制造領域備受青睞,其使用量也僅次于鋼。特別是在近年來節能減排的環境要求下,發展輕質合金成形工藝、提高輕質合金使用比例和零件成形質量已經成為多個制造領域不斷追求的主要目標之一。
在沖壓成形零件領域,鋁合金鈑金件的使用也越來越多,但與傳統的鋼鈑金件相比,鋁合金板材在常溫下延伸率低(一般為10%~25%),塑形變形能力較差,在復雜形狀、大變形零件成形過程中容易產生起皺、破裂等諸多問題。為解決復雜形狀、大變形零件鋁合金板材成形問題,國內外學者提出了諸多新成形工藝,如充液成形、電磁成形、熱成形及超塑性成形等[1]。王會廷等[2]對2A12鋁合金使用液體內向流動的充液拉深新工藝,成功拉深出極限拉深比為2.85的圓筒形件和多邊形件;吳曉煒等[3]通過熱沖壓與超塑性成形相結合的方式,制造出5083鋁合金汽車引擎蓋。
覆板成形是在現有成形工藝基礎上,通過在成形板材的一側或兩側覆上塑性較好且強度較高的板材,借助覆板改變成形板材受力狀態及變形規律,從而進一步提高成形板材的成形性能和成形質量[4]。與其它成形方法相比較,覆板成形具有不需要調整模具結構、操作過程比較簡單等優點,在復雜形狀零件成形過程中得到較好的應用。因此,本文針對5052鋁合金半球形件成形質量問題,提出采用在覆板輔助下的成形方法,并對成形過程和工藝參數優化進行了系統研究,最終沖壓出高質量的零件。
1 成形零件及方案
5052鋁合金由于具有良好的防腐性及耐疲勞強度,在飛機的油箱、油管、儀表、車輛、船舶鈑金件、電器外殼等多個領域得到了廣泛應用。半球形件是常見鋁合金零件之一,其形狀及尺寸如圖1所示,零件的半徑為40 mm、高度為41 mm,凹模圓角半徑為5 mm,材料厚度為1.0 mm。由于零件變形量較大,往往會出現局部破裂的嚴重缺陷。
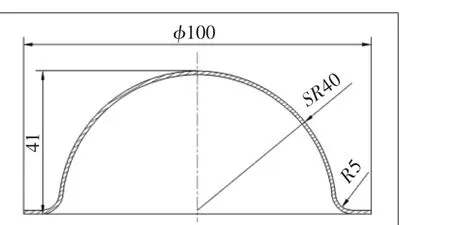
圖1 半球形零件截面尺寸示意圖
為此,成形過程分別采用SPCC深沖鋼板和SUS304不銹鋼板作為覆板,覆板的厚度均為1.0 mm,成形板及覆板的坯料直徑為φ130 mm。為了研究方便,選擇黏性介質作為成形傳力介質,并采用定間隙壓邊方式進行成形[5-8]。成形實驗前,通過單向拉伸試驗獲得的5052鋁合金、SPCC深沖鋼和SUS304不銹鋼的力學性能,如表1所示。
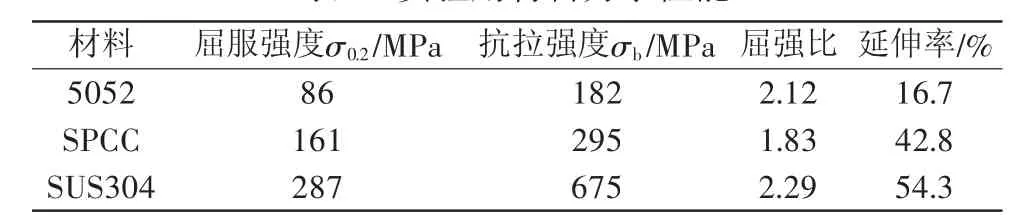
表1 實驗用材料力學性能
2 成形過程有限元分析
2.1 有限元分析模型
根據5052半球形件覆板成形方案,建立的有限元分析模型如圖2所示。有限元分析過程中,成形模具、介質倉和柱塞設為剛體,成形板、覆板、黏性介質設為變形體;成形板與覆板、模具之間的間隙形成壓邊間隙;成形板與覆板、模具、黏性介質之間的摩擦因數為0.1,成形板與黏性介質之間的摩擦因數為0.12。成形過程中通過柱塞壓縮黏性介質使成形板和覆板產生塑性變形。成形過程中所用壓邊間隙分別為1.05t、1.10t、1.15t和1.20t(t為成形板和覆板初始厚度總和)。
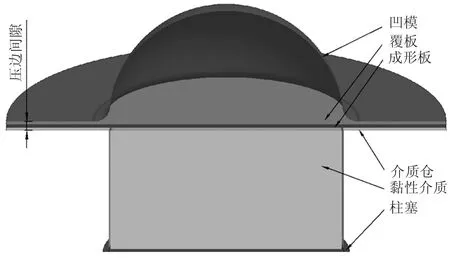
圖2 有限元分析模型半剖視圖
2.2 有限元分析結果
不同壓邊間隙下5052鋁合金半球形件厚度分布云圖及法蘭區最大直徑如圖3所示,所有覆板材料為SPCC。從圖3中可以看出,當壓邊間隙小于1.10t時,成形零件的法蘭區都很平整,但由于壓邊間隙較小及法蘭區材料厚度的不斷增大,使得成形板材與模具之間的摩擦力急劇增大,一定程度上阻礙了法蘭區材料向凹模腔內的流動,凹模內成形區的材料得不到法蘭區材料的足夠補充,成形區呈現出較明顯的脹形應變狀態,使得成形后的半球形零件頂部區域壁厚明顯減薄。當壓邊間隙大于1.10t,由于壓邊間隙較大,法蘭區材料會有失穩起皺現象,這也會阻礙法蘭區材料向凹模腔內的流動,使得成形后半球形零件頂部區域壁厚減薄。通過以上結果分析可知,壓邊間隙對半球形件的成形質量有顯著影響,成形過程選取1.10t壓邊間隙,既有利于法蘭區材料向成形區的流入,又能夠防止法蘭區褶皺的產生,從而有助于提高成形零件質量。
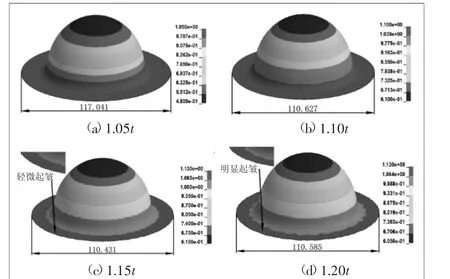
圖3 不同壓邊間隙下5052鋁合金半球形件厚分布云圖
不同覆板材料輔助下5052鋁合金半球形件厚度分布云圖及法蘭區最大直徑如圖4所示。從圖中可以看出,使用SPCC和SUS304作為覆板時,5052半球形件法蘭區最大直徑分別為110.627 mm和109.286 mm,可計算獲得法蘭區單邊流動量分別為9.687 mm和10.357 mm,成形零件最小壁厚分別為0.610 mm和0.720 mm。相比使用SPCC覆板,使用SUS304覆板后5052鋁板成形零件法蘭區單邊流動量增加了6.9%,最小壁厚增加了18.0%。

圖4 不同覆板輔助下5052鋁合金半球形件壁厚分布云圖及法蘭區最大直徑
圖5為不同覆板輔助下5052鋁合金半球形件及其覆板成形件壁厚分布規律的對比。從圖中可以看出5052鋁合金半球形件與其相對應的覆板成形件的壁厚分布基本一致,其覆板成形零件壁厚略小于5052板,主要是成形后期其相對較小的凹模圓角半徑阻礙了法蘭區材料的流動。同時還可以看出,與SPCC覆板輔助相比,在SUS304覆板輔助下,5052成形零件最小壁厚明顯提高,壁厚分布更均勻。這主要是因為SUS304強度較高,成形過程中作用于5052板材的法向壓力更大, 從而對5052鋁合金半球形件成形質量的提高效果更好。
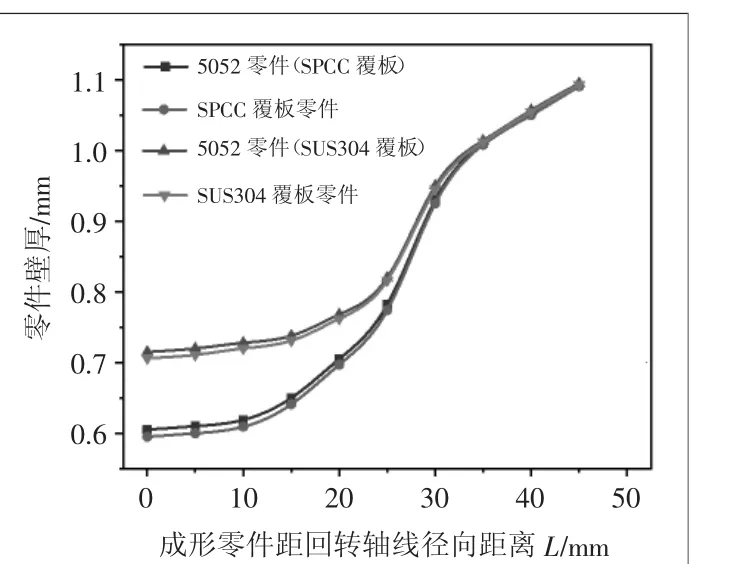
圖5 不同覆板輔助下5052鋁合金半球形件及其覆板成形件壁厚分布規律的對比
3 實驗驗證
為了驗證有限元分析結果的準確性,分別進行了SPCC覆板和SUS304覆板輔助下5052鋁合金半球形件成形實驗,選用1.10t的定間隙壓邊,實驗結果如圖6所示。從圖中可以看出,使用SPCC為覆板時,5052成形試件未完全貼模就產生了破裂,這是由于SPCC強度較低,對5052板材施加的法向壓力較低,同時SPCC自身屈強比小,成形區厚度減薄嚴重,導致5052鋁合金半球形件成形過程出現了破裂。從圖6中還可以看出,使用SUS304為覆板時,可沖壓出良好的5052半球形零件,經測量5052半球形件變形前后法蘭區單邊流動量為10.12 mm,最小壁厚為0.70 mm,與有限元分析得到的10.35 mm和0.72 mm基本吻合。
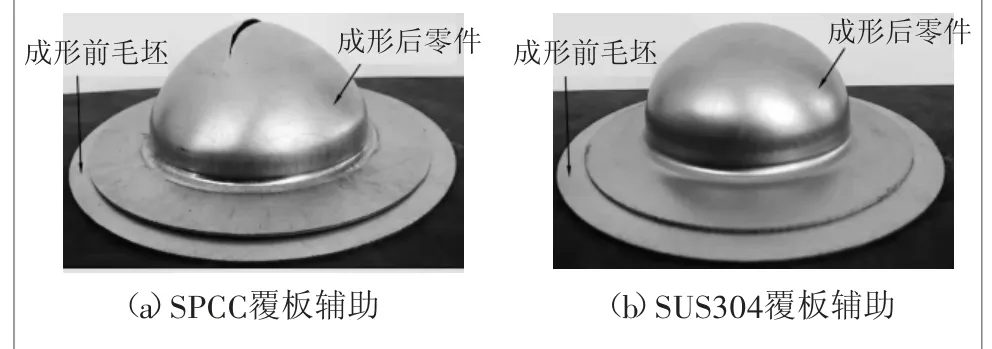
圖6 5052半球形拉脹成形零件
4 結語
1)通過不同壓邊間隙下覆板輔助成形有限元分析,得到了較優的壓邊間隙為1.10t,壓邊間隙過小會阻礙法蘭區材料的流動,壓邊間隙過大會在法蘭區形成起皺;2)通過不同覆板材料輔助成形有限元分析結果表明,成形過程中選擇強度較高的覆板,對成形零件最小壁厚的提高幅度越大,壁厚分布越均勻;3)通過不同覆板材料輔助成形實驗結果表明,使用SPCC作覆板時,5052鋁合金半球形件成形過程發生了破裂,而使用SUS304覆板時沖壓出良好的零件,實驗結果與有限元分析結果基本吻合。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
數學物理學報(2022年4期)2022-08-22 04:09:28
減速頂與調速技術(2020年4期)2020-11-22 07:20:26
上海節能(2020年3期)2020-04-13 13:16:16
石油化工建設(2019年6期)2020-01-16 08:03:42
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(2016年3期)2016-06-05 09:36:08
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
