高精高效找正方法開發與應用
2022-03-24 10:04:20鄧集松
機械工程師 2022年3期
鄧集松
(中國空空導彈研究院,河南 洛陽 471009)
0 引言
機械加工中“找正”通常是指在零件加工前,操作者利用找正工具測量、校正夾具或零件上的相關表面,使其與機床基準處于平行、垂直、同軸、對中等正確位置的操作過程。為了有效地消除、減小零件的定位誤差,對于定位精度要求高的零件,需要在加工前對每件零件進行找正,必要時還需要在加工過程中如精加工前,對零件再次找正,修正零點的偏差[1]。在數控機床上,常用尋邊器、杠桿表、主軸芯棒等工具進行手動找正,操作費時費力、容易出錯。
自動找正工具有紅外型或電磁型的觸發式測頭,是一種高效率、高精度、高可靠性的自動化在線測量裝置,通過執行找正程序,自動對零件特定的基本結構要素如單點、孔、矩形腔進行測量,并自動設置工件零點數值[2]。目前,絕大多數操作工對測頭的使用還處于初級階段,只能完成手動操作和簡單的找正,不具備編寫程序完成零件找正的能力,限制了自動找正的普及應用。
1 高精高效找正方法概述
本文是基于加工中心上的觸發式測頭,以海德漢iTNC530系統為平臺,在基本找正功能基礎上,對測頭功能原理、參數編程及數據交互功能加以深入研究,開發高精度、高效率的數控機床在線找正方法。
高精高效找正方法,依托觸發式測頭及其基本功能,通過參數程序,對測頭采集的測量數據或人工輸入的初始數據進行數學運算,得出工件零點數值或坐標值,并通過對系統變量的讀寫,自動設置或實時修正工件零點或程序坐標值,實現精確、快捷、自動找正過程,并通過設計防錯、報警、信息顯示實現人機交互。
海德漢iTNC530系統為用戶提供了測量循環與參數編程功能,包含角向找正循環、零點找正循環、參數的代數運算、邏輯運算、跳轉等指令,用于對加工數據的在線處理,在參考資料《海德漢iTNC 530對話格式編程手冊》中有詳細講解[3],因功能較多,此處不再贅述。
2 提高測頭測量位置精度的方法
在測頭的使用過程中,由于頻繁換刀、受力、機床振動等因素的影響,測頭的球頭中心相對校準時的中心會發生偏斜,測頭表面有時不清潔(如粘屑),甚至有時還會發生松動,導致測量精度下降,嚴重時導致尺寸超差。為了提高測頭測量的位置精度,開發應用以下測量程序進行測量,讓操作者及時發現測頭偏斜、松動、粘屑等不良狀況,以下具體介紹。
2.1 方法原理
假設測頭球頭中心與機床主軸中心存在偏差,如圖1所示。
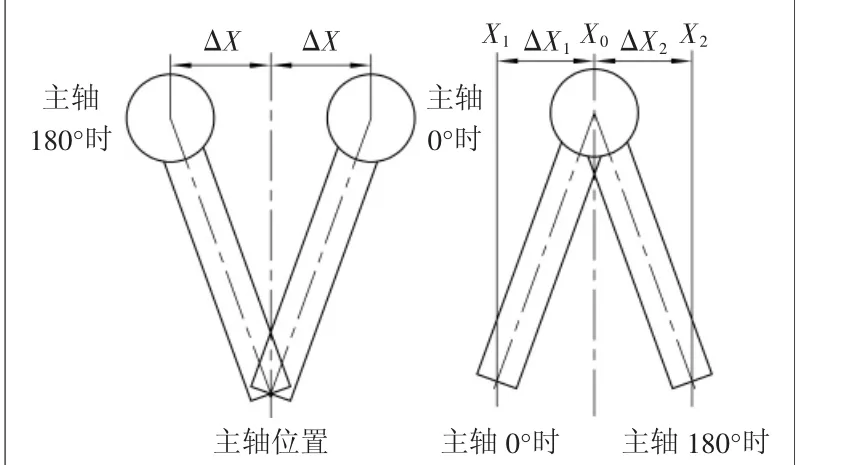
圖1 測頭測量誤差分析
主軸在圓周角度為0°時X軸向偏差為ΔX1,如對固定位置0進行測量時,造成X軸向測量誤差為ΔX1,第一次測量值為X1,真實值為X0,則:
再將主軸旋轉至圓周角度為180°時,對固定位置0進行測量,此時X軸向測量誤差為ΔX2,第二次測量值為X2,真實值為X0,則:
兩次測量值的平均值X為

此時不考慮測頭系統的固有誤差,從理論上講,兩次測量誤差值ΔX1與ΔX2應該數值相等,符號相反,即ΔX1+ΔX2=0,那么兩次測量值的平均值理論上應等于真實值,即

同理,對于Y軸兩次測量,則有:

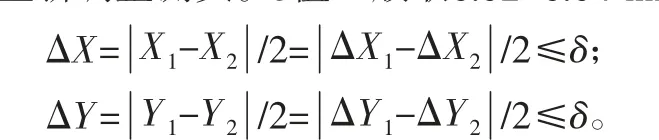
這樣,就相當于把由于測頭球頭中心相對于機床主軸中心偏斜造成的測量誤差抵消了。
此時,測頭在X軸和Y軸方向的偏斜值ΔX、ΔY均應該不超出額定值δ,否則,通過輸出報警信息提示操作者,需要檢查或重新調整測頭。δ值一般取0.02~0.04 mm。即:
2.2 程序編制
在測量精度要求高的場合,對單點、腔槽、方臺的對稱中心、孔軸的圓心、分度圓圓心等位置進行找正時,采用主軸0°、180°分別定向后對要素測量,并將兩次測量結果取平均值,作為最終測量結果。
以孔中心立式測量為例,編程如下[3-4]:
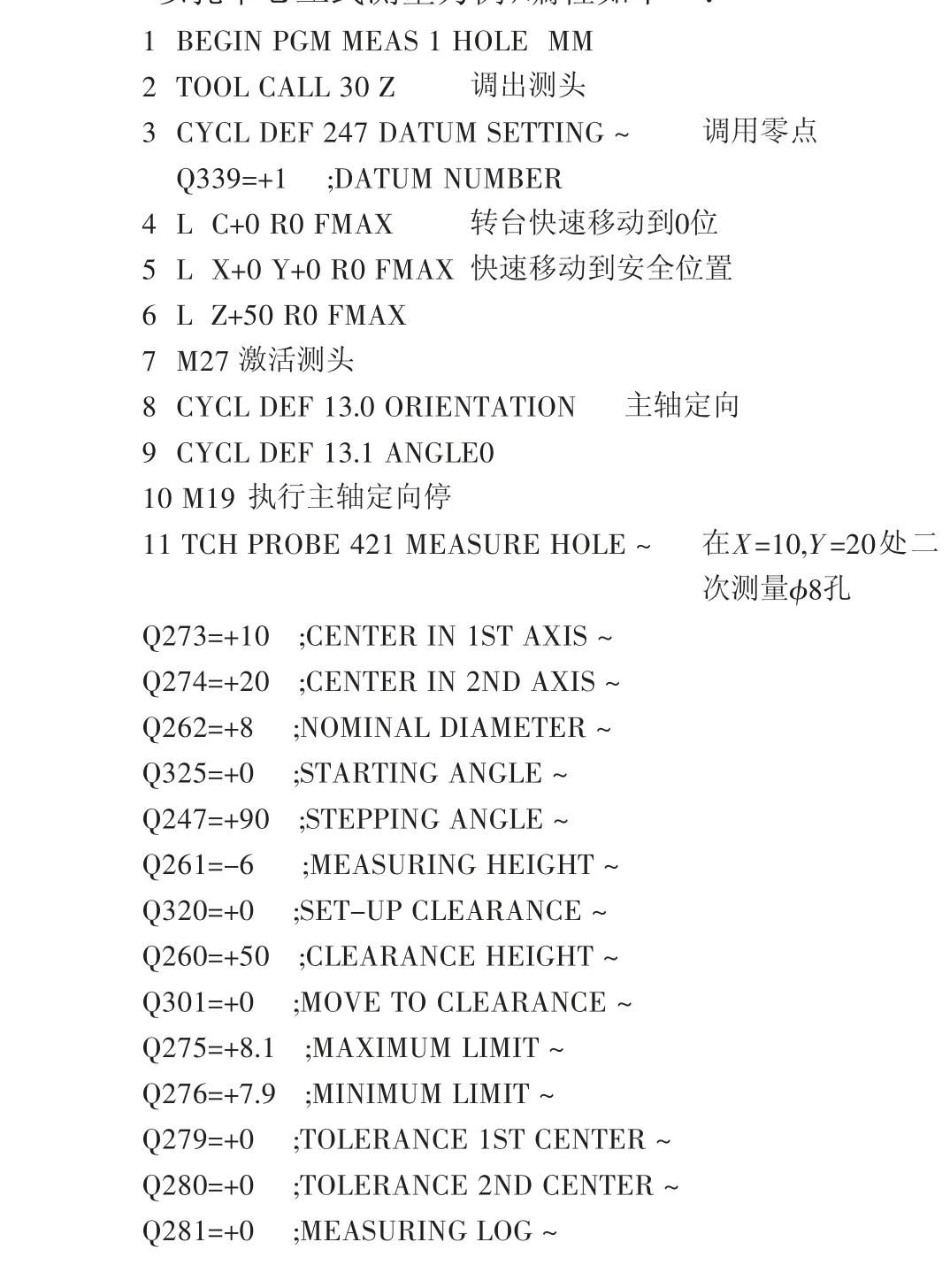
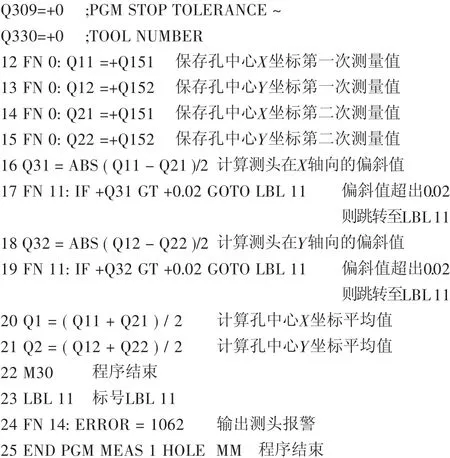
通過以上程序,可精確測量出指定孔的中心坐標值,并分別保存在參數Q1和Q2中備用。其它如單點、腔槽、方臺的對稱中心等位置進行測量時,方法與孔相同,不再贅述。
3 夾具快速找正法
夾具安裝在數控機床的工作臺上無固定位置,夾具體上必須具有供測量找正的基準要素,常見的有孔、軸、槽、平面等。這些基準要素可以是零件的定位基準要素,也可以不是,但必須是方便測量找正操作,且一定和工件的加工基準有固定的位置尺寸關系,此尺寸在夾具設計和加工時已確定,為已知常數,供找正設置零點時換算使用。
3.1 找正原理
只要夾具在機床工作臺上安裝完畢,其基準位置在機床坐標系內的坐標值也就固定了,其近似值靠基準面與測頭球頭相對位置的目測就能自動捕捉并設置到機床零偏置或零點數據表內,此目測精度完全能滿足觸發式測頭工作,其精確數值即可通過測頭對各基準要素精確測量找正得到,再作為基準數據直接或經計算后寫入指定零點中。
3.2 程序編制
以某組合件夾具為例,如圖2所示,在立臥轉換加工中心DMU 60P機床上靠目測將角向基準邊轉平,測頭近似定位于對中基準孔中心,并距基準面約20 mm。已知轉臺中心機械坐標值為X=300.603,Y =-478.988,Z=-724.029;測頭有效長度保存在參數Q114中,供計算使用。
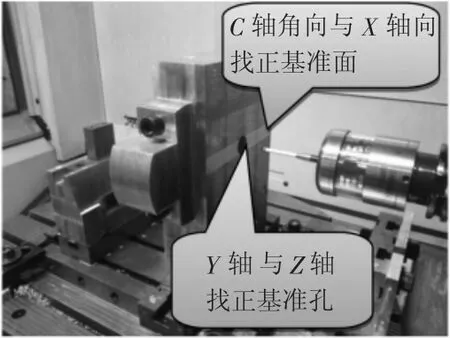
圖2 目測測頭與基準位置
零點近似設置,編程如下[3-4]:

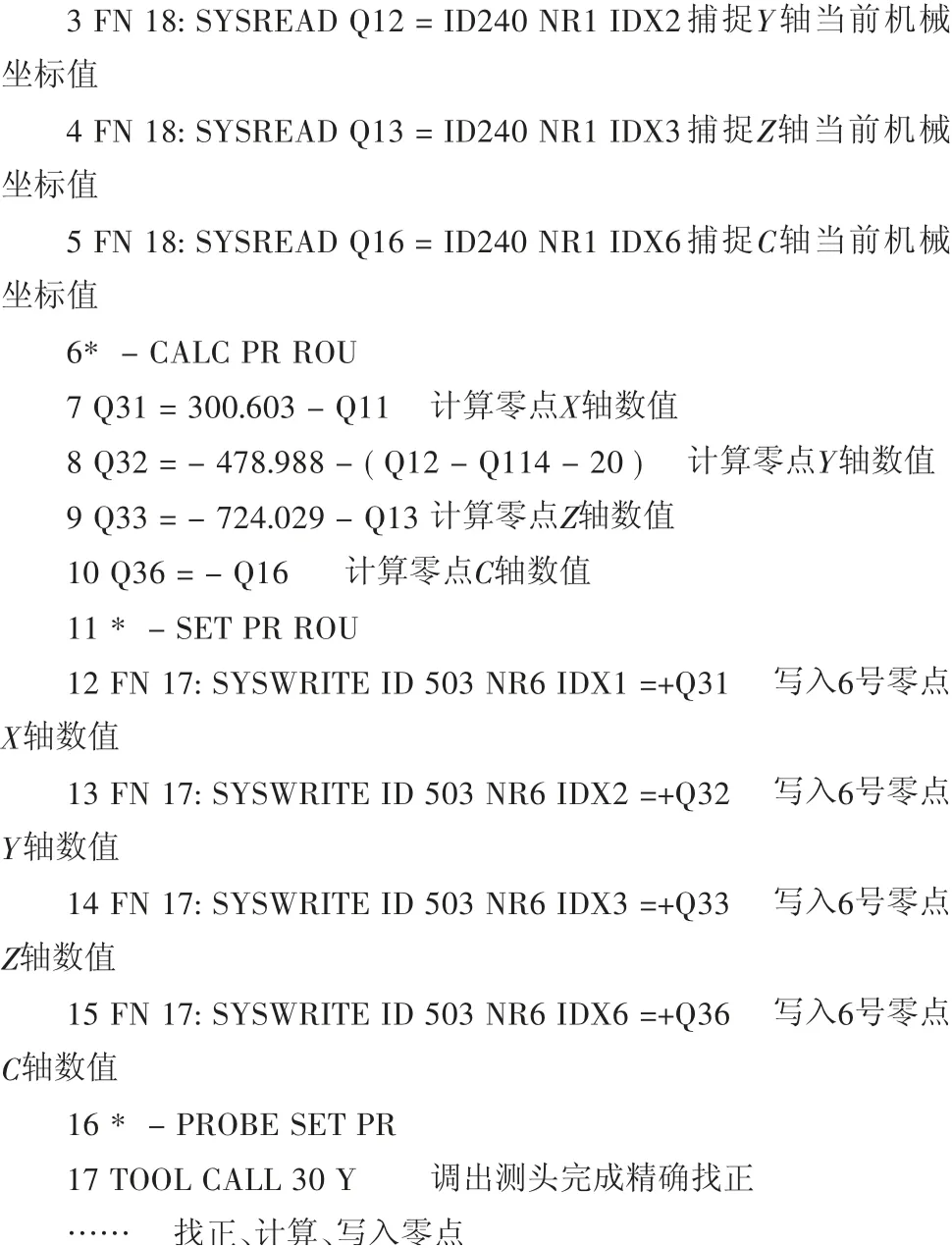
通過運行自動找正程序,依靠測頭測量并自動設置工件零點的數據。
4 應用效果
開發的找正方法經過實際應用驗證,完全滿足了高精度高效率的找正要求。該套方法簡單易用,由自動操作代替人工操作,啟動執行程序即可,一般找正過程不超過1 min,大大提高了找正效率,降低了勞動強度。此找正方法的應用,降低了對工裝夾具的要求,可大量使用通用夾具,大幅度降低了工裝的使用成本。對輸入和輸出端的數據都可實現防錯,不易受人為和外界因素的干擾,可有效保證找正操作的安全和質量。
此套方法已應用于海德漢系統的加工中心設備上,使用方便可靠。開發此方法所用到的技術工具為操作系統的標準配置,西門子、FANUC等操作系統也均具備相同或相似的功能,可進一步推廣應用于其它的操作系統上。
猜你喜歡
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
兒童故事畫報(2019年5期)2019-05-26 14:26:14
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
Coco薇(2016年2期)2016-03-22 02:42:52
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
