白車身總拼定位系統探討
2022-03-24 10:04:20張凱強
機械工程師 2022年3期
張凱強
(廣汽乘用車有限公司,廣州 511434)
1 白車身總拼線工藝流程簡介
焊裝車間生產的是整個汽車零部件的載體——白車身。白車身是以鋼制結構件構成的整車支撐部件,其制造成本約占汽車總成本的40%左右,焊接質量優劣對整車質量起著決定性作用[1]。白車身總成由大地板總成(由前機艙、前地板、后地板等組成)、左/右側圍總成、頂蓋總成、四門兩蓋等構成。裝配順序是大地板先裝,左/右側圍總成裝在大地板總成兩側,頂蓋總成裝在左/右側圍上部[2],四門兩蓋則裝在白車身骨架的開口部。白車身總拼線則是形成白車身骨架的關鍵線體。圖1所示為廣乘一線焊裝車間車身總成總拼線體,主要工藝是將大地板總成、左右側圍分總成、頂蓋分總成等進行合裝焊接。此線體存在白車身接送、預裝、點定、增打、運輸等工藝流程。在這些工藝流程中,存在兩個關鍵工位,即05工位與09工位,為白車身骨架形成的最重要點定合拼工位。05工位為大地板總成與側圍合裝工位,主要依靠滑撬隨行夾具定位大地板骨架、GATE夾具定位車身側圍(目前GATE夾具定位白車身上部已廣泛應用于各主機廠,精度穩定可靠,是非常成熟的焊接工藝,本文不展開討論);09工位為頂蓋與白車身骨架合裝工位,主要依靠抓手夾具對車身進行定位,底部仍是依靠滑橇定位。滑撬作為總拼線體車身運輸及定位的主要方式,主要依靠自帶的隨行夾具對車身地板骨架進行定位,從而保證地板骨架與側圍的整體相對精度。而廣乘二線則采用固定NC對地板骨架進行定位。NC是一種柔性焊裝夾具,其采用統一標準的NC伺服單元作為通用化基干機構結合傳統切換機構實現焊裝的柔性化[3]。NC-LOCATOR這一柔性定位機構以伺服電動機為驅動,定位精度為±0.1 mm,在各車型定位孔孔徑一致的情況下,只要在機構的活動范圍內,理論上可以實現對任意車型的定位[4]。

圖1 廣乘一線總拼工藝流程
滑橇隨行夾具與固定NC作為定位車身大地板骨架的兩種方式,對白車身整體精度起到至關重要的作用。兩者在維持車身精度穩定性方面存在顯著差異,同時此兩種工藝在實踐使用中,亦存在諸多制約,需要根據實際情況進行優選。
2 滑橇及NC定位車身精度穩定性差異
廣乘一線總拼線體白車身運輸及定位的主要工具是滑橇。此種滑橇兼具運輸及定位功能,全線依靠滑橇在高速滾床上進行循環運轉,以此對白車身在各工位間進行轉運。同時滑橇自帶的隨行夾具對白車身底部進行定位,在總拼線點定工位,滑橇降落在基準支撐塊上并與滾床定位銷配合,確保滑橇在線體中的整體位置度,以此來保證車身大地板骨架與側圍的整體相對精度。如圖2所示,滑橇隨行夾具有3組定位銷(如圖2中1、2、3、4、5、6)、1組支撐(如圖2中7、8),以此來定位車身大地板骨架,車身整體精度依賴于滑撬精度穩定性。此線體16個滑撬循環運轉,每臺車身所對應的滑橇不一樣,而每個滑橇的精度狀態也存在差異。生產時間越長、產量越大則滑橇磨損越大,產生的車身精度波動風險就越大,設備維護保養、精度穩定性維護成本就越高,車身不良品流出風險亦越大。目前一線車身精度測量數據顯示,側圍主定位孔相對于地板主基準精度波動約1 mm(±0.5 mm),車身總成精度波動2%左右;廣乘二線車身在總拼線主要依靠底部固定NC進行定位,全線依靠滑橇進行運輸,車身整體精度依賴于固定NC精度。目前二線車身精度測量數據顯示,側圍主定位孔相對于地板主基準精度波動約0.5 mm(±0.25 mm),總成精度波動1%以內。由此可見,在生產實踐中,現有滑橇定位方式精度穩定性較差,而固定NC定位相對較好。
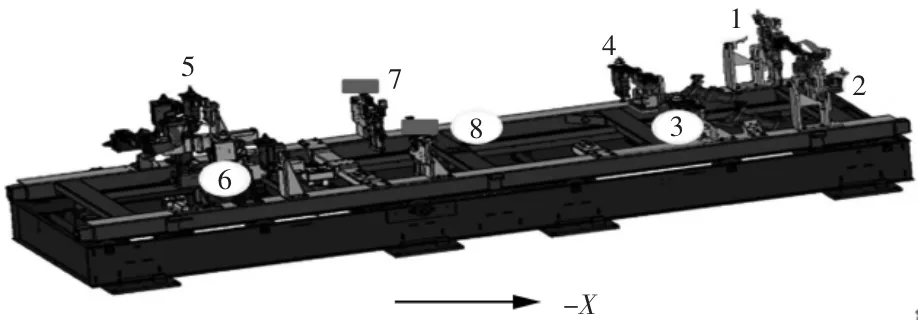
圖2 滑橇隨行夾具
3 總拼合車公差核算探討
如圖3所示,對廣乘一線總拼05大地板骨架與側圍合拼工位,在滑橇隨行夾具、GATE合拼夾具定位狀態下進行尺寸鏈核算。表1為尺寸鏈核算結果表,表中各尺寸環數據為理論設計數據,采用統計法和極值法。統計法:A0=(A12+A22+A32+A42+A52)1/2=±0.32 mm;極值法:A0=A1+A2+A3+A4+A5=±0.625 mm。表中A0為封閉環,為車身側圍與大地板骨架的整體相對精度。由上述尺寸鏈分析可知,白車身地板骨架精度由滑橇隨行夾具或者固定NC保證,車身側部則依靠GATE夾具定位。使用滑橇隨行夾具對底部進行定位,則需要考慮工作狀態下滑橇定位銷標定精度、定位銷與車身配合精度及其與滾床的配合精度(表1中A1~A3)。在實際使用過程中,由于長期運載輸送,滑橇易受沖擊力作用,滑橇本體與滾床極易出現磨損、變形,滑橇定位銷標定精度(表1中A2)及配合精度(滑橇定位銷與車身配合精度A1,滑橇本體與滾床配合精度A3)均會出現較大波動,各尺寸環實際偏差值會遠遠大于表中理論公差設計值。且不同的滑橇在使用一段時間后,磨損程度不一,精度狀態均會出現較大差異,需要定期對工作狀態下滑橇定位銷、支撐塊進行標定維護。由于滑橇數量多(目前一線為16個),會耗費大量人力物力,給車身精度提升與維護增加極大困難。目前在實際生產中,滑橇相關精度標定維護能力是每年一次(全部完成一個循環),而滑橇在使用半年后相關精度即會出現較大波動,A1增加到±0.2 mm,A2增加到±0.5 mm,A3增加到±0.4 mm,按照統計法對上述尺寸鏈進行核算,A0約為±0.7 mm,與前文側圍主基準孔相對地板基準波動1 mm(±0.5 mm)現狀基本一致。而對于固定NC定位方式,車身大地板骨架只需考慮NC本體精度(±0.1 mm),能夠大大縮短尺寸鏈(可減少表1框中A1~A3),且使用過程中精度波動風險小,精度維護成本低,精度保證能力大大提升。由此可見,從車身精度保證能力角度分析,理論上固定NC定位遠遠優于滑橇隨行夾具定位。

表1 尺寸鏈核算表(滑橇定位)

圖3 總拼合車尺寸鏈核算(滑橇定位)
4 總拼線常見定位、傳送方式對比
焊裝白車身制造的總拼自動化生產線工裝有兩種實現形式:1)白車身定位與輸送由同一工裝完成(即隨行夾具),如圖4、圖5所示,滑橇、往復桿在兼顧輸送白車身的同時,兩者所帶的隨行夾具則對車身地板骨架進行定位,此兩種方式造價成本均較低,但是定位精度穩定性均較差。相較于滑橇輸送,往復桿輸送由于存在頻繁升降、往復等過程,其生產節拍、作業效率較傳送滑橇明顯偏低。2)白車身定位與輸送由不同的工裝分別完成,如圖6所示,車身輸送依靠小型傳送滑橇,大地板骨架定位則依靠底部的固定NC。固定NC不僅本體精度極高、生產損耗小,而且它能夠大大縮短精度保證尺寸鏈(見前文第3節分析),大大增強白車身精度保證能力。
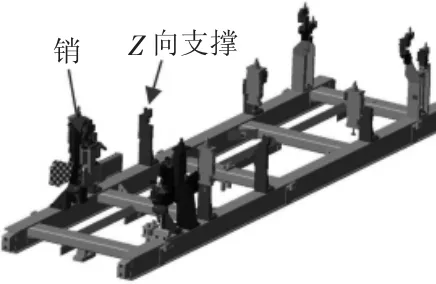
圖4 滑橇隨行夾具

圖5 往復桿式隨行夾具
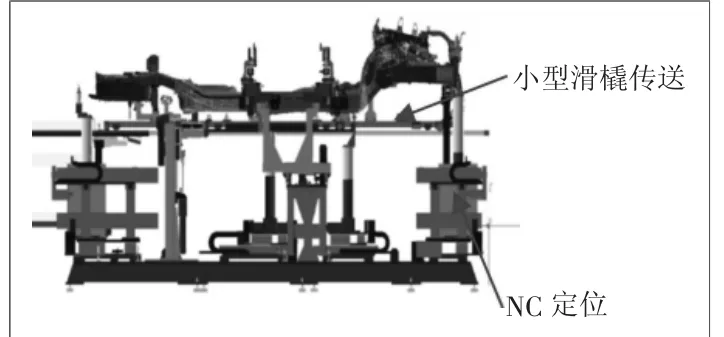
圖6 滑撬輸送夾具
表2 所示為目前國內幾家主機廠焊裝車間總拼線體所使用的定位傳送系統。廣乘一線為“滑撬隨行夾具精定位+滑撬輸送”定位傳送方式,整體精度穩定性較差、精度達成率偏低;廣汽豐田(三線)和東風日產則采用“底部固定NC+傳送滑撬”定位傳送方式,整體精度穩定性好、精度達成率高,但全線用NC成本偏高;廣汽三菱則采用“底部固定NC+往復桿傳送”,定位精度較高,但是往復桿傳送效率較低、節拍較慢。對比更多主流車企后可知,目前國內廠家較多采用滑橇對車身進行傳送(具有傳送效率高的優點),同時利用固定NC對車身地板骨架進行定位,以保證地板骨架與側圍整體的相對精度,此種工藝構造兼顧了白車身傳送效率及精度穩定,但是全線用NC投資成本會相對較高。在自動生產線實際投產中,工裝的選擇需要綜合考慮投資成本、傳送效率、生產工時、精度穩定性、工藝約束等多種影響因素,從而選擇一種適合自己的定位傳送系統。

表2 國內部分廠家總拼定位傳送方式
5 總拼線定位傳送系統優化方案
在焊接生產過程中,需要確認并消除焊裝工藝對總成精度的影響[5]。根據前文分析,滑橇及往復桿隨行夾具理論設計上定位符合要求,但是由于其在自動線生產流動下精度保證環節發生了變化、波動,導致車身整體精度產生了不良波動,造成不良品流出風險。因此需要對總拼線定位傳送工藝進行優化。如表3所示,優選方案中總拼全線采用滑撬運輸,05、09點定工位采用固定NC對大地板骨架進行定位,保證車身精度;其它補焊增打工位可采用小滑撬進行定位,不升降,可提高有效作業時間。此種定位傳送系統在保證白車身精度穩定性的同時,能夠兼顧車身線體傳送效率,有效節約投資成本。

表3 總拼定位系統推薦方案
6 結語
定位準確是汽車白車身焊接質量的基本保證[6]。焊裝總拼線體對保證白車身整體精度至關重要,如何在經濟條件允許的情況下選擇一種適合本企業的定位傳送系統、最大限度提升車身精度穩定性,這成為所有車身精度研究者的共同目標。本文從車身總拼線合拼工藝出發,比較分析了滑橇定位系統及NC定位系統的優缺點,結合尺寸鏈核算,給出了一種可行、高效、經濟的定位方案,供相關同行參考。
