汽車模具中帶角度孔沖孔尺寸精確設計
2022-03-25 11:41:02李用,金華,陳靜
模具制造 2022年2期
關鍵詞:方向
李 用,金 華,陳 靜
(四川成飛集成科技股份有限公司,四川成都 610091)
1 汽車車身制件開發流程
汽車外覆蓋件尺寸大,形狀復雜,與之匹配零件多。汽車企業車身開發部門前期一般會把造好型的整體車身分撤成一個一個零件,這些零件相互焊接,螺釘連接等方式組合成一個車身整體,汽車車身開發部門然后把這些零件3D數據分發給各個模具承制企業,模具企業的開發技術員就開始進行制件成形可能性分析論證,提出各自ECR修改意見,根據反饋給汽車車身開發部門匯總意見,綜合評估后分別答復ECR具體修改情況說明,然后模具公司根據反饋的結構再次成形分析,這樣相互交流幾次后制件基本定型,開始正式車身制件數據設計凍結,發布模具開發正式啟動數據,各模具公司接受數據后開始正式模具開發流程。
2 制件數據中沖孔要素再現與沖壓排布規范
車身制件數據一般通過CATIA軟件發送,打開制件數據就可以看到如圖1所示的信息,通過發布可以看到制件的各個面,各個孔的功能信息,根據孔的功能確認孔的沖壓方向,通常能夠垂直沖的孔不要側沖,而且主次定位基準孔在前面沖壓,為后序模具中制件精定位提供依據。
打開制件數據中標注集,如圖2所示,可以看到各孔的基準、形位公差、尺寸、注釋等信息,通過這些信息了解制件在裝配過程中孔的功能,尺寸大小控制范圍,孔相對位置關系的要求等信息。設計沖壓工藝方案時就盡量滿足制件中孔的尺寸要求,在垂直沖孔能夠滿足孔的尺寸要求情況下,優先設計垂直沖孔,在垂直沖孔不能滿足孔的尺寸要求的情況下,選擇斜楔沖孔。
3 沖孔大小超差的判定及處理方法
在設計沖壓方案的過程中,如果受到模具數量與模具結構限制,在本沖壓方向下,沖孔的尺寸不能滿足孔的公差要求,即超出孔的最大與最小公差尺寸要求,這樣沖出的孔就是超差。比如圖2中所示,對于名義尺寸是?7mm,公差0~0.1mm的孔,沖壓完成后測量孔的實際尺寸是?7mm以下,或?7.1mm以上,這個孔沖壓出來就是超差。如果按照同一個沖壓方向來沖孔,對于超差孔處理辦法通常是變更沖壓方向或更改沖孔尺寸,如果要變更沖壓方向,垂直沖孔可能變為斜楔沖孔,或斜楔沖孔角度發生變化,若發現較晚將導致模具結構設計和制造返工較大。那么問題就是沖壓技術人員如何快速地準確判斷沖孔是否超差,超差多少,如何快速計算出孔超差量并制定出補償尺寸,提供給后序模具設計人員與加工者數據,從而避免沖孔超差不滿足裝車要求。
4 沖孔實際尺寸確認方法
圖1所示制件,考慮型面成形的質量與確保基準孔質量前提下,沖壓方向按照基準孔方向沖壓確定后,獲得如圖3所示的制件局部圖,如果安排沖壓圖3中名義尺寸?10mm,公差0~0.2mm的孔,從圖3中可以看出孔的法線與沖壓方向有16°左右偏差,根據經驗判斷可能會超差,那么沖壓此孔實際尺寸是多少,實際沖出的孔形狀如何。下面就帶料厚的數據與不帶料厚的數據情況分別介紹。

圖1 制件數據中包含的內容

圖2 制件數據中孔的有關特征參數

圖3 孔的法向矢量確定
情況一:給出制件料厚的數據(圖3中數據料厚為0.6mm),如圖4所示,首先找出孔的圓心點或中心點,做出沖壓孔的法線方向線,抽出孔的上下兩個邊界線,然后把這些線沿作沖壓方向投影到一個平面上,然后把孔的法向線延長與孔邊界線最內側邊界線相交,就是沖壓后孔的實際最短邊尺寸,然后把最短邊線沿作孔中心點旋轉90°后與孔的上下邊界線相交得到的線,就是沖壓后孔的實際最長尺寸。
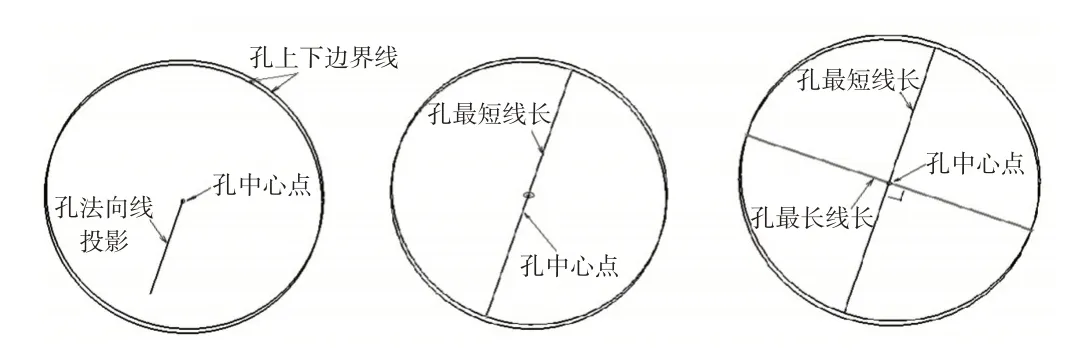
圖4 有料厚制件孔的實際尺寸確定法
情況二:給出制件是單張面片,告知材料厚度的數據(圖中數據料厚為0.6mm),如圖5所示,首先找出孔的圓心點或中心點,做出沖壓孔的法線方向線,抽出孔的邊界線,然后把這兩條線沿作沖壓方向投影到一個平面上,然后把孔的法向線延長與孔邊界線相交,就是沖壓后孔的短邊線長,然后把短邊線沿作孔中心點旋轉90°后與孔的邊界線相交得到的線,就是沖壓后孔的長邊線長。
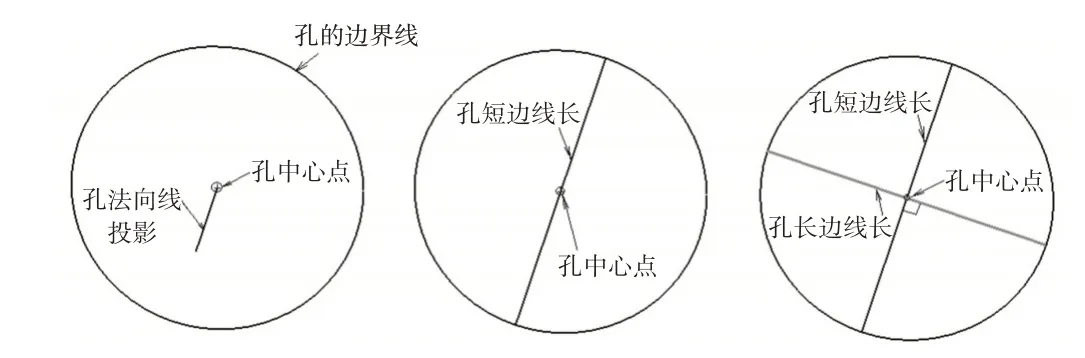
圖5 無料厚制件孔的實際尺寸確定法
5 孔大小實際尺寸的確認及差異原因分析
通過上面方法得到孔的尺寸,如圖6所示。從圖6中可以看出,帶料厚與不帶料厚的兩種情況,短邊尺寸有差異,帶料厚的孔尺寸為10×9.46mm,不帶料厚的孔尺寸為10×9.62mm,從數據上看,首先沖壓出來的孔不是一個圓孔了,其次孔的一個尺寸中兩個數據相差9.62-9.46=0.16mm,說明料厚對孔的尺寸還是有很大影響,評價孔的真實大小尺寸時,需要考慮料厚的因素對沖孔的影響。根據圖6中數據,孔的理論尺寸為10mm,公差0~0.2mm,意思就是該孔最小尺寸為10mm,最大尺寸為10.2mm,然而按照此沖壓方向沖出的孔的尺寸明顯遠小于10mm,在制件使用中,此孔是不能滿足裝配要求,制件就會報廢,這樣沖壓出來的制件就不合格,需要在沖壓模具上補償,保證沖出合格的制件,那么首先要解決兩種方法沖出孔的差異0.16mm是如何產生的,如何從理論上解釋清楚。

圖6 有無料厚制件孔的實際尺寸
從數模上對制件料厚及角度進行認真分析,按照三角函數關系及作圖法可以得出0.16mm差距,詳細情況見如圖7所示,帶有料厚的數據,可以從最小通過尺寸作為孔的實際最小尺寸,圖6中9.46mm,如果是僅有一個數模面片基準,即不帶料厚的數據,可以從數據上得出9.46+0.16=9.62mm,0.16mm的偏差就是由于料厚原因引起的,即0.6×sin15.8476=0.16mm,從這兩種數據看,這種找到偏差方法是完全正確的,只是根據數據狀態判斷是否需要補償料厚引起的偏差量。而且從圖7中可以看出,如果僅僅給出一個面片數據,無論數據基準是上面還是下面,沖孔的實際尺寸均是一樣的,不會因為料厚的方向而影響最終結果。

圖7 不同數模面制件孔的實際尺寸確定法
6 孔短邊實際尺寸推導出一般公式
從上面分以可以看出,數據基準對于圓孔的實際尺寸沒有影響,因此,推導出一般公式時就不考慮料厚的方向了。把沖圓孔的截面簡化成如圖8所示,根據直角三角函數關系,可以得出d=d1-A=Dcosα-Tsinα,從公式可以看出,實際沖圓孔尺寸d與理論圓孔大小D,制件料厚T,沖壓方向與沖孔面的夾角α有關。只要設計數據到來后,首先檢查沖孔尺寸是否滿足制件公差要求,只有在滿足要求的前提下設計模具,否則需要變更沖孔凸尺寸來滿足用戶制件的需要。

圖8 孔的最小尺寸
7 孔超差如何補償
對于沖孔,不考慮公差帶情況下,經過上面公式計算實際沖壓后的理論尺寸,再根據孔的公差帶確認,是否可以調整凸模大小來滿足沖孔尺寸要求。比如,制件料厚0.6mm,沖孔的沖壓角度15,8294°,直徑?10mm,公差+0.5-0.5mm的孔,如圖9所示,如果凸模尺寸為?10mm,沖出來的孔已經超差,就必須調節沖孔凸模尺寸,保證沖孔在公差范圍內,由上面公式變形可以 得 出D=(d+Tsinα)/cosα=(10+0.6sin15.8294)/cos15.8294=?10.57mm,說明此孔最大尺寸已經超出?10.5mm,這就充分說明無論如何變更凸模尺寸,沖孔凸模設計圓孔均無法滿足制件要求,這時只有把沖孔凸模尺寸設計成橢圓結構來保證制件尺寸。橢圓孔尺寸就在兩個公差范圍內調節,正如圖9中凸模橢圓孔尺寸為10.3×9.7mm,可以反算在制件上的孔也是橢圓孔10.3×10.25mm,然而在沖孔角度小的情況下,通過沖孔凸模尺寸補償,是可以按照圓孔進行修正,從而沖出合格的制件孔。
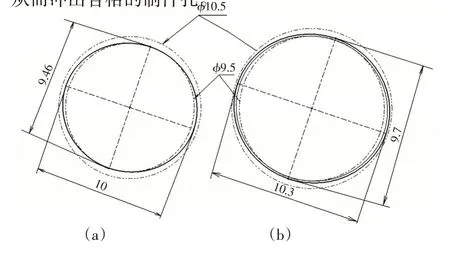
圖9 孔尺寸的補償
8 關于沖孔角度建議
根據設計經驗,對于料厚T<1.0mm,沖孔直徑D
9 結束語
通過對帶角度沖孔的分析,為設計找到解決沖孔方向及沖孔大小的辦法,以及沖孔超差如何補償的措施,為保證沖壓出來的制件滿足用戶需求,提供技術保障。
猜你喜歡
計算機應用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
數學小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
數學小靈通·3-4年級(2017年11期)2017-11-29 01:35:50
