稀土金屬釓在雙輥薄帶連鑄過程中流動、傳熱和凝固行為的數學模擬
2022-03-25 01:32:24余建波任忠鳴
上海金屬 2022年2期
俞 晟 余建波 任忠鳴
(1.上海大學省部共建高品質特殊鋼冶金與制備國家重點實驗室,上海 200444;2.上海大學材料科學與工程學院,上海 200444)
釓是一種稀土金屬,其4f軌道上存在幾個未配對的電子,具有稀土元素中最高的磁矩,產生鐵磁性[1-2]。室溫下,釓發生二級反應鐵磁-順磁相變,具有較大的磁熱效應,因此引起了廣泛的關注和研究[3]。目前雖然對釓的性能和制備方法進行了大量的研究,但是如何快速生產單質釓仍然是一個值得探究的課題。
雙輥薄帶連鑄技術是一種將連鑄和軋制整合的前沿冶金技術,目前已應用于多種金屬材料[4-6],為高效生產單質釓提供了一種思路。在雙輥薄帶連鑄較高的鑄軋速度下,實現釓液流場、溫度場的合理分布以及凝固坯殼的穩定生長,將成為應用雙輥薄帶連鑄生產單質釓的關鍵。
近年來,研究者對雙輥薄帶連鑄過程中的流動和傳熱行為進行了一系列的數學模擬研究。潘麗萍等[7]通過建立二維雙輥薄帶連鑄凝固區的數學模型來計算凝固終點的位置。董建宏等[8]通過三維數學模擬考察了布流器結構、開孔傾角等工藝參數對不銹鋼熔池流場和溫度場的影響。Xu等[9]利用三維焓-多孔介質混合凝固模型描述了多端口槽形布流系統雙輥薄帶連鑄機內鋼液的流動、傳熱和凝固的基本規律。Xu等[10]也采用二維數學模型對比了鋼和鋁在雙輥薄帶連鑄過程中流動、傳熱和凝固過程的差異。徐益龍等[11]使用微元模型研究了結晶輥溫度分布對雙輥薄帶連鑄凝固過程的影響。
顯然,材料的物理性質不同,在雙輥薄帶連鑄過程中的流動、傳熱和凝固行為必然存在較大的差異。據此,本文針對自行設計的輥長50 mm、輥徑100 mm和輥距2 mm的雙輥薄帶連鑄機,以稀土金屬釓為研究對象,建立三維流動和傳熱數學模型,探索不同澆注溫度下釓液在雙輥薄帶連鑄過程中的流動特征、傳熱規律和凝固行為,為應用雙輥薄帶連鑄技術生產單質釓提供理論指導。
1 數學模型
1.1 模型描述
稀土金屬釓的雙輥薄帶連鑄過程示意圖如圖1所示,工藝參數如表1所示。釓液從直通型水口流入熔池,在兩側不斷旋轉的結晶輥持續冷卻下形成一層凝固坯殼,隨后被軋制成一定厚度的薄帶并被連續拉出結晶輥區域。考慮到結晶輥以及釓液的流動沿中心對稱面有較好的對稱性,因此沿中心對稱面建立1/4模型,如圖2所示,從而減少網格數和計算時間。

圖1 雙輥薄帶連鑄過程示意圖Fig.1 Schematic diagram of continuous casting of twin-roll strip
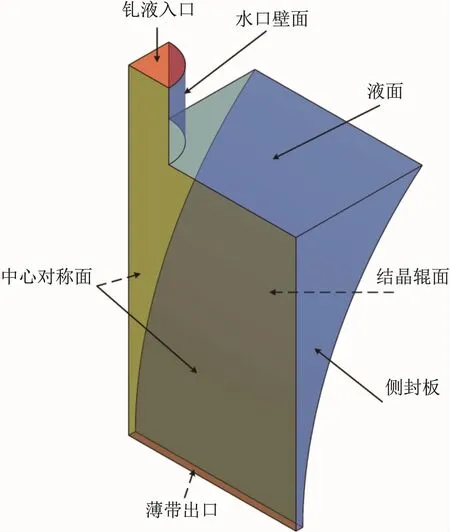
圖2 幾何模型和邊界條件示意圖Fig.2 Schematic diagram of the geometric model and boundary conditions

表1 模擬工藝參數Table 1 Simulated process parameters
此外,考慮到液態釓與鋼液的性質存在一定差異,因此在本文研究中,結晶輥的轉速小于鋼液澆注所采用的常規轉速,定為0.1 m/s。
模型全部采用六面體網格進行劃分,網格最大尺寸為0.5 mm。模型包含237 980個網格。
1.2 基本假設
實際澆注過程中,鑄坯的冷卻涉及流動、傳熱、凝固等一系列復雜的冶金過程。為了能用數學模型描述這一過程,需要對模型進行簡化。基本假設如下:
(1)熔池內釓液假設為均質、不可壓縮的牛頓流體;
(2)澆注過程為穩態,過熱度和結晶輥轉速都保持恒定;
(3)忽略水口釓液沖擊對液面波動的影響;
(4)固態相變潛熱遠小于凝固潛熱,因此忽略固態相變潛熱的影響;
(5)忽略鑄坯的收縮以及結晶輥的熱變形。
1.3 控制方程
雙輥薄帶連鑄過程中,釓液的流動和傳熱遵循連續性方程、動量方程和能量方程。同時,使用標準k-ε模型來描述釓液的湍流行為。具體控制方程如下。

式中:μ是動力學黏度,Pa·s;σk和σε分別是k和ε的湍流普朗特數;Gk是平均速度梯度產生的湍流動能;C1ε和C2ε是常數;Sk和Sε是用戶自定義源項。
能量方程:

式中:H 是焓,J/kg;keff是有效導熱系數,W/(m·K);SE是能量源項,本文為0。
模型采用焓—多孔介質法模擬釓液的凝固過程[12],糊狀區被處理成一種多孔介質。材料的焓H為:

式中:href是參考焓,J/kg;Tref是參考溫度,K;cp是比定壓熱容,J/(kg·K);fl是液相率;L 是潛熱,J/kg。
液相率fl可以通過固相線和液相線溫度決定:

糊狀區內孔隙度降低造成的動量和湍流下降分別為:

式中:Amush是糊狀區常數,通常在105~ 108[13],本文設置為108;up是拉坯速度,m/s;φ 代表需要被求解的湍流量。
1.4 邊界條件
模型使用的邊界條件如圖2所示。對于頂部釓液的入口和底部薄帶的出口都使用恒定的速度入口(velocity-inlet)邊界條件。底部薄帶的速度即為結晶輥的轉速,根據質量守恒即可通過入口和出口的面積計算出入口釓液的流速。入口溫度設為澆注溫度。
鑄坯與結晶輥接觸面設置為無滑移(no slip)的移動壁面(moving wall)邊界條件,使壁面繞結晶輥圓心旋轉,從而模擬結晶輥轉動的過程,旋轉角速度為2 rad/s;該壁面的傳熱邊界條件設為對流,對流傳熱系數為8 000 W/(m2·K)。
鑄坯與側封板接觸面設置為固定壁面(stationary wall)邊界條件,傳熱也設置為對流傳熱,對流傳熱系數為300 W/(m2·K)。
液面設置為絕熱、零剪切的固定壁面。水口壁面設置為絕熱、無滑移的固定壁面。模型的中心對稱面采用對稱(symmetry)邊界條件。
1.5 材料屬性
模型研究對象為單質釓,材料屬性如表2所示。

表2 單質釓的材料屬性Table 2 Material properties of elemental gadolinium
1.6 計算流程
本數學模型通過ANSYS Fluent計算流體力學軟件進行求解。模型采用SIMPLEC算法進行壓力-速度耦合。由于模型涉及結晶輥的快速旋轉和鑄坯的弧形拉坯過程,因此分兩步計算來提高模型的收斂性。第一步,將釓液入口和出口的速度、輥壁的旋轉速度以及拉坯速度都設置為零,計算0.25 s,使輥壁上生成穩定厚度的凝固坯殼。第二步,開啟釓液入口和出口的速度、輥壁的旋轉速度以及拉坯速度,開始計算拉坯過程,直至熔池內的流場、溫度場和凝固坯殼都達到穩定狀態。
2 模擬結果與討論
2.1 熔池內的流動特征
圖3為澆注溫度分別為1 673、1 698和1 723 K時窄面對稱面(左)和寬面對稱面(右)上的流速和跡線分布。釓液從水口流入熔池,沖擊到輥壁后流速迅速衰減至0.06 m/s以下,部分釓液形成回流區,而其余部分則向下流動。最大速度區域出現在輥壁附近的凝固坯殼上,這是坯殼隨輥壁一起快速移動導致的。在寬面對稱面上,回流區出現在上部水口主流股旁邊,其余流股則向下流動,在碰撞到底部凝固前沿后向周圍擴散;底部凝固區隨輥壁向下運動,速度達到輥速0.1 m/s。在窄面對稱面上,頂部液面下方主流股旁形成了兩個回流區。這是因為主流股沖擊輥壁后,向上回流的流股在沖擊到液面后分成兩個流股,分別往水口和輥壁方向流動,從而形成兩個轉向相反的回流區。在窄面下部也形成了一個窄的回流區,這是向下運動的流股沖擊到凝固前沿導致的。

圖3 澆注溫度分別為1 673(a)、1 698(b)和1 723 K(c)時窄面對稱面(左)和寬面對稱面(右)上的流速和跡線分布Fig.3 Velocity and streamline distributions on the symmetry plane of narrow face (left)and wide face(right)at the pouring temperatures of 1 673(a),1 698(b)and 1 723 K(c)
3種不同澆注溫度下的流動模式基本相同,但也存在一定的差異。首先,隨著過熱度的增大,凝固區縮小,底部速度為0.1 m/s區域的面積依次減小。其次,凝固區的縮小也導致釓液流動的空間增大,有利于流場的發展,導致主流股旁的回流區面積依次增大。此外,在澆注溫度1 723 K下,寬面對稱面上主流股下方靠近薄帶出口區域的流動與1 673和1 698 K對應的流動有所不同。這是因為1 673和1 698 K兩種澆注溫度下薄帶出口附近區域已完全凝固,阻礙了釓液的流動;而1 723 K澆注溫度下主流股下方區域的釓液在薄帶出口區域沒有完全凝固,釓液仍可向下流動。
澆注溫度分別為1 673、1 698和1 723 K時液面的流速分布如圖4所示。流速整體呈現從左側輥壁向右側熔池中心區域逐漸降低的特征。輥壁附近區域,輥壁的快速運動和回流流股共同作用導致流速最大,達到了0.05 m/s以上。水口附近區域在回流流股的作用下形成了一個流速大于0.025 m/s的區域。窄面對稱面中部區域,在兩個反向流動的回流區作用下形成了一個小死區。在寬面對稱面與側封板相交的區域,由于離水口較遠,難以受到回流流股的影響,因此形成了一個較大面積的死區。
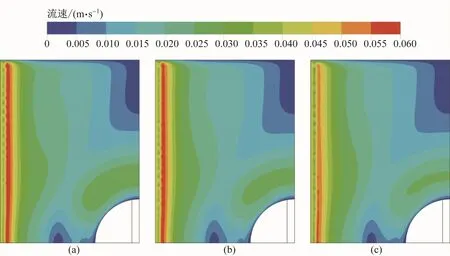
圖4 澆注溫度分別為1 673(a)、1 698(b)和1 723 K(c)時液面的流速分布Fig.4 Velocity distributions on the liquid level at the pouring temperatures of 1 673(a),1 698(b)and 1 723 K(c)
3種不同澆注溫度下的流動模式完全相同,但澆注溫度升高,凝固坯殼依次減薄,使流股更容易向下方流動,往液面回流的流股動能減小,造成液面流速依次減小。
2.2 熔池內的傳熱規律
圖5為澆注溫度分別為1 673、1 698和1 723 K時鑄坯中心對稱面和液面的溫度分布。溫度分布呈現從水口向四周以及沿拉坯方向逐漸降低的規律。在同一水平面上,水口下方區域的溫度高于側封板附近區域。受結晶輥強制冷卻的影響,同時熔池通過側封板向外界傳遞的熱量很少,窄面對稱面上的溫度梯度遠大于寬面對稱面。
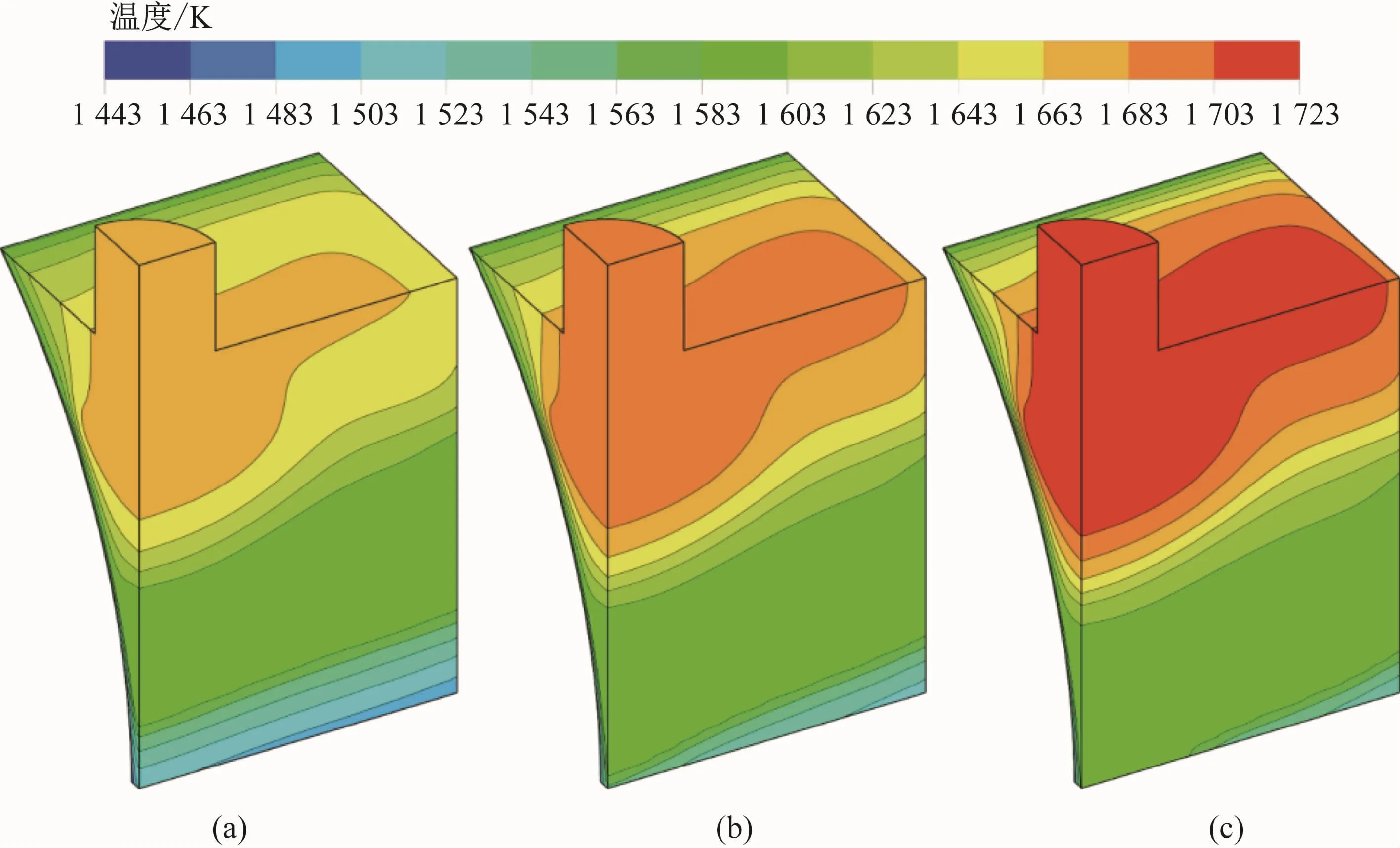
圖5 澆注溫度分別為1 673(a)、1 698(b)和1 723 K(c)時鑄坯中心對稱面和液面的溫度分布Fig.5 Temperature distributions on the symmetry planes and the liquid level at the pouring temperatures of 1 673(a),1 698(b)and 1 723 K(c)
3種不同澆注溫度下的溫度分布規律完全相同,但澆注溫度升高顯著提高了熔池的整體溫度,使凝固坯殼厚度減小。
澆注溫度分別為1 673、1 698和1 723 K時鑄坯與結晶輥和側封板接觸面以及出口處的溫度分布如圖6所示,呈現從內部往輥壁以及沿拉坯方向逐漸降低的規律。由于結晶輥的傳熱速率遠高于側封板,鑄坯與結晶輥接觸面的溫度明顯低于鑄坯與側封板接觸面的。
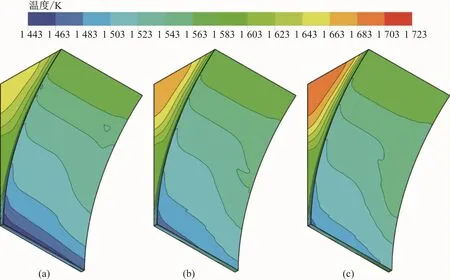
圖6 澆注溫度分別為1 673(a)、1 698(b)和1 723 K(c)時鑄坯與結晶輥和側封板接觸面以及出口處的溫度分布Fig.6 Temperature distributions on the interface of strand and casting roll,the interface of strand and side dame,and the outlet at the pouring temperatures of 1 673(a),1 698(b)and 1 723 K(c)
3種不同澆注溫度下的溫度分布規律相似。澆注溫度升高明顯提高了鑄坯的表面溫度。此外,在鑄坯與結晶輥接觸面的右側區域,澆注溫度升高,高溫區的面積依次增大,同時沿拉坯方向的溫度梯度依次減小。這是因為隨著澆注溫度的升高,凝固坯殼減薄,水口高溫流股對鑄坯表面溫度的影響直接體現在了鑄坯表面上。
2.3 熔池內的凝固行為
圖7為澆注溫度分別為1 673、1 698和1 723 K時中心對稱面處凝固坯殼沿拉坯方向的生長規律。首先,在距彎月面3~9 mm區域,坯殼厚度快速增加;然后,在水口主流股的直接沖擊下,凝固坯殼沿拉坯方向先是有所減薄,隨后較緩慢地穩定生長,直至在出口附近區域與另一側輥壁上的坯殼嚙合;最后,完全凝固的坯殼被結晶輥軋制成2 mm厚的薄帶。
凝固終點的位置對于鑄軋過程的順利進行至關重要。如果凝固終點位置低于出口處,則凝固坯殼過薄,有引起漏液的風險;如果凝固終點位置高于出口處且距出口較遠,則會產生表面裂紋、軋制力增大、結晶輥磨損增加等諸多問題。對比圖7中3條曲線可以看出,澆注溫度升高,凝固坯殼明顯減薄。1 673和1 698 K對應的鑄坯分別在距出口6.39和1.11 mm的位置就已經完全凝固;而1 723 K對應的鑄坯在出口處仍未完全凝固,使薄帶在出結晶輥區域時存在液芯,同時坯殼溫度高,強度低,容易在拉應力的作用下斷裂,發生漏液。此外,1 698 K對應的凝固終點非常接近出口位置,若澆注過程發生波動,則很可能在出口處難以完全凝固。因此,過高的澆注溫度不利于鑄軋過程的順利進行,1 673 K對應的凝固坯殼厚度分布最為合理。
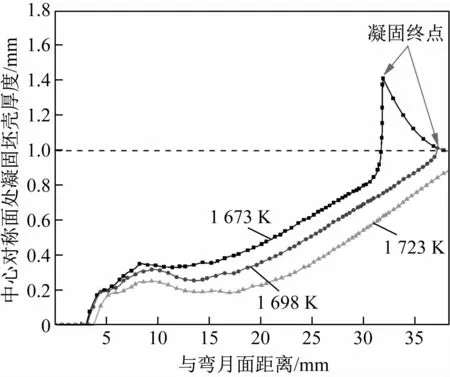
圖7 澆注溫度分別為1 673、1 698和1 723 K時中心對稱面處凝固坯殼沿拉坯方向的生長規律Fig.7 Growth law of solidifying shell along the casting direction on the symmetry plane at the pouring temperatures of 1 673,1 698 and 1 723 K
圖8為澆注溫度分別為1 673、1 698和1 723 K時側封板處凝固坯殼沿拉坯方向的生長規律。與中心對稱面處不同,側封板處受釓液流動的影響很小,因此凝固坯殼較為均勻、快速地生長,直至完全凝固,被軋制成2 mm厚的薄帶。
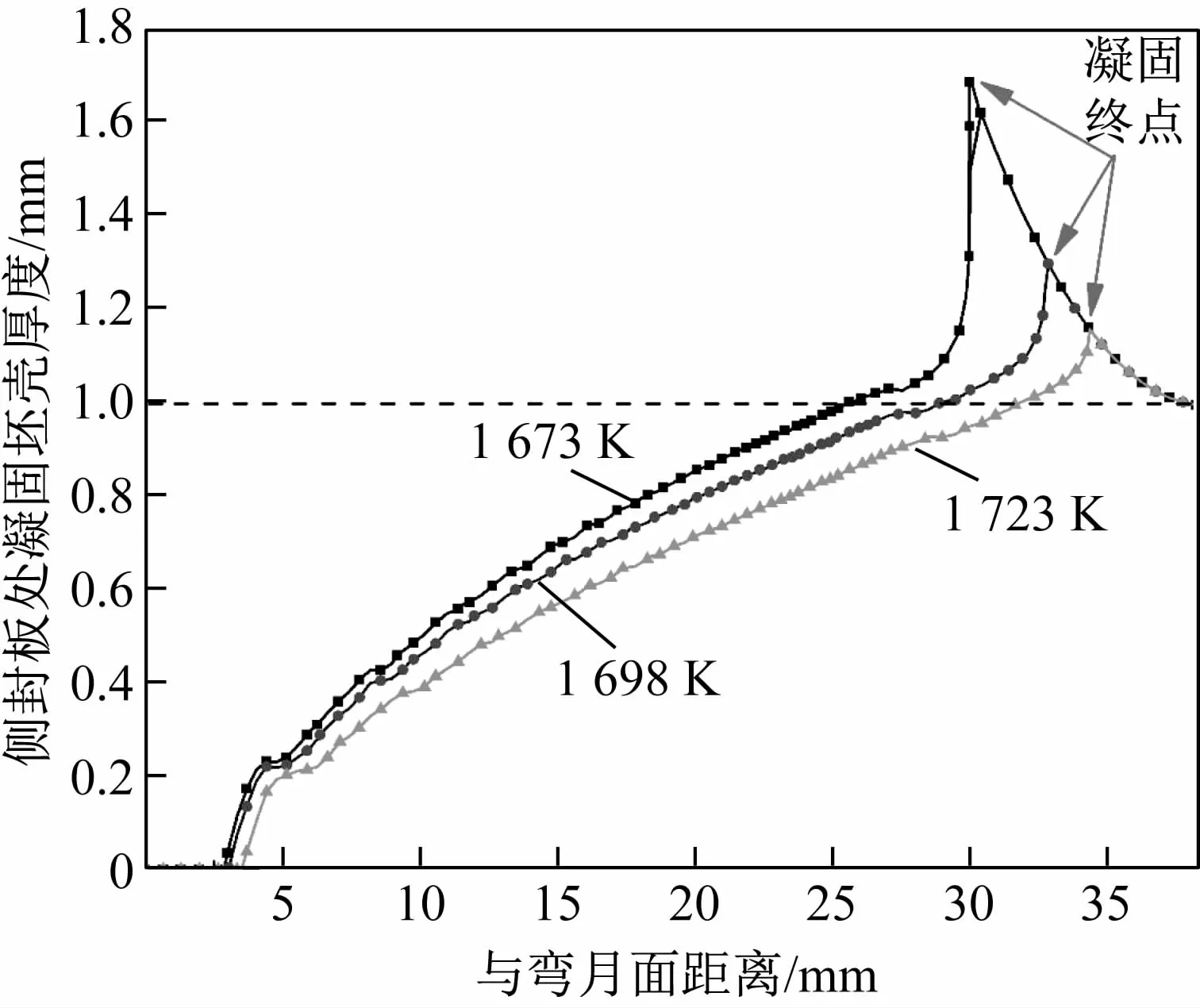
圖8 澆注溫度分別為1 673、1 698和1 723 K時側封板處凝固坯殼沿拉坯方向的生長規律Fig.8 Growth law of solidifying shell along the casting direction on the side dame at the pouring temperatures of 1 673,1 698 and 1 723 K
澆注溫度升高,凝固坯殼明顯減薄。1 673、1 698和1 723 K 3種澆注溫度對應的凝固終點分別距出口8.26、5.41 和3.89 mm,鑄坯均能在出口前完全凝固。
3 結論
(1)澆注溫度從1 673 K升高至1 698 K再至1 723 K,凝固區面積減小,有利于流場的發展,從而增大了回流區面積,減小了液面流速。
(2)澆注溫度升高,鑄坯溫度分布規律基本相同,但是顯著提高了整體鑄坯溫度,同時水口高溫流股顯著提高了沖擊位置附近區域的表面溫度。
(3)澆注溫度升高,凝固坯殼減薄,凝固終點位置下移。1 723 K對應的鑄坯在中心對稱面出口處未完全凝固,容易發生漏液;1 673 K對應的鑄坯在中心對稱面和側封板處的凝固終點分別距出口6.39和8.26 mm,分布最為合理。
(4)稀土金屬釓在結晶輥轉速為0.1 m/s和澆注溫度為1 673 K的條件下,可以獲得較合理的凝固坯殼厚度分布。