板形輥位置補償模型的研究及應用
2022-03-25 01:33:26張建雷岳重祥陸佳棟錢紅偉
上海金屬 2022年2期
張建雷 岳重祥 陳 衛 陸佳棟 錢紅偉
(1.江蘇省(沙鋼)鋼鐵研究院,江蘇張家港 215600;2.張家港揚子江冷軋板有限公司,江蘇張家港 215600)
板形是冷軋帶鋼的重要評價指標,板形質量影響到家電、汽車、食品包裝等下游企業的產品質量[1]。板形檢測是板形閉環控制系統的重要環節,行業對板形檢測水平提出了更高的要求。瑞典ABB公司的分段接觸式板形儀是冷軋領域的主流板形檢測儀器[2-4]。實際應用過程中,板形輥撓曲變形、帶鋼橫向溫度不均勻、板形輥輥身溫度不均勻、板形輥幾何安裝誤差等因素會對板形檢測帶來不利影響[5],其中板形輥位置精度的影響最為突出[6]。
由于板形檢測精度受多因素影響,學者們提出了各種板形補償措施以減少板形檢測誤差。趙章獻等[7]建立了帶鋼上卷取和下卷取兩種板形位置誤差的補償模型,并將其應用于現場,板形有所改善。王鵬飛等[8]根據帶鋼失穩模型判據建立了基本板形目標曲線設定模型,通過增添附加補償曲線來消除帶鋼橫向溫度不均勻、卷形等因素對板形測量的影響。張清東等[9]利用ANSYS有限元軟件建立了分段接觸式板形輥檢測過程的仿真模型,分析了板形輥撓度、帶鋼包角、卷取張力等因素對板形輥測量精度的影響。鑒于板形輥位置精度對板形檢測的影響程度最大,因此有必要從板形輥位置誤差對板形檢測的影響入手,建立位置補償模型,提升板形檢測精度。
1 分段接觸式板形輥
1.1 板形輥檢測原理
分段接觸式板形輥主要結構包括實心鋼質芯軸、壓磁式傳感器以及嵌套在內輥上的測量鋼環。板形輥簡易構造如圖1所示。芯軸沿圓周方向90°位置刻有4個凹槽,每個凹槽內部裝有壓磁式傳感器。板形輥沿輥身方向分成多個測量通道,每個通道內部有4個壓磁式傳感器,其中測量通道間留有0.01 mm的間隙,以保證每個測量段獨立進行。
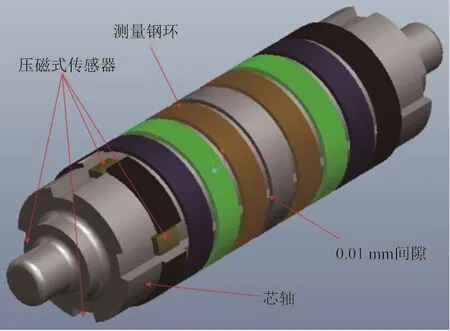
圖1 板形輥內部構造Fig.1 Internal structure of flatness measuring roll
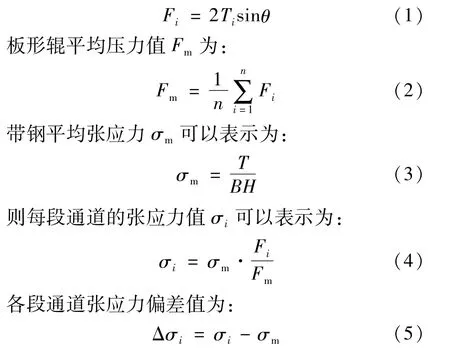
分段接觸式板形輥主要通過測量帶鋼在線張力橫向分布來表征平坦度缺陷。帶鋼與板形輥之間有一個包角,在板形輥兩側張力的作用下,輥面受到徑向壓力,并由板形輥內部傳感器檢測,輸出相應電壓。通過電信號處理轉換后,將電壓值轉化為板形輥壓力值,并通過公式計算出每段通道帶鋼張力值。
如圖2所示,假設板形輥通道兩側張力值為Ti,壓力值為Fi,i表示通道序號,板形輥包角為2θ,則張力值與壓力值存在以下函數關系:
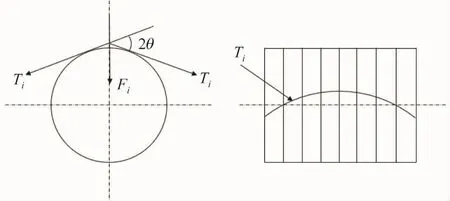
圖2 板形輥測量原理Fig.2 Measuring principle of flatness measuring roll
其中張應力偏差可視為帶鋼卸載后由于橫向延伸不均勻而產生的殘余應力。殘余應力與帶鋼平直度之間存在以下關系:

式中:εi表示帶鋼橫向纖維相對長度差,即帶鋼平直度,單位為I,相當于10-5;E為彈性模量。在軋制過程中,張應力偏差值被實時傳輸到板形監視器,顯示出帶鋼板形分布,并通過板形控制系統實現閉環控制。
1.2 板形輥安裝精度對板形的影響
板形輥安裝精度對板形檢測的影響不可忽略。當安裝精度出現誤差時,板形輥包角沿輥身方向發生改變,對板形檢測造成嚴重干擾,甚至會使板形閉環控制系統錯誤地調節彎輥力、軋輥傾斜等機構,引發板形缺陷。板形輥安裝位置精度主要分為平行度和水平度兩種類型。
水平度表示板形輥在豎直方向的傾斜程度。如圖3所示,當板形輥在初始位置O時,包角為θ,板形輥傳動側和操作側高度一致;當板形輥傳動側從O點向下移動到O′點,包角變為θ′,傳動側包角θ′小于操作側包角θ。假設板形良好的帶鋼通過板形輥,帶鋼實際張力σi沿橫向均勻分布,由于傳動側包角減小,帶鋼傳動側對板形輥壓力減小。根據板形輥檢測原理,壓力值減小導致傳動側張力檢測值低于實際值,即傳動側張力值σDS低于操作側張力值σOS,帶鋼兩側出現張力差,則在線板形顯示為傳動側單邊浪,反饋到板形控制系統調整軋輥傾斜糾正在線板形缺陷,帶鋼下線實際板形出現操作側單邊浪。
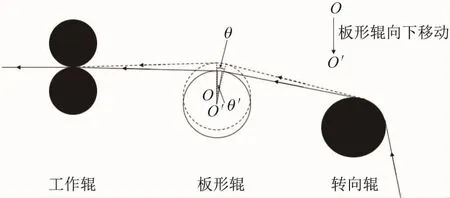
圖3 板形輥水平度對包角的影響Fig.3 Influence of horizontality of flatness measuring roll on wrap angle
平行度表示板形輥、工作輥和轉向輥之間的平行關系。如圖4所示,假設工作輥與轉向輥保持平行,板形輥位于初始位置O點時與兩者平行,板形輥包角為θ;當板形輥傳動側從O點移動至O′點時,傳動側包角θ′大于操作側包角θ。根據板形輥檢測原理,此時傳動側張力大于操作側,在線板形出現操作側單邊浪,反饋到板形控制系統調節軋輥傾斜后,實際帶鋼出現傳動側單邊浪缺陷,對板形控制極為不利。
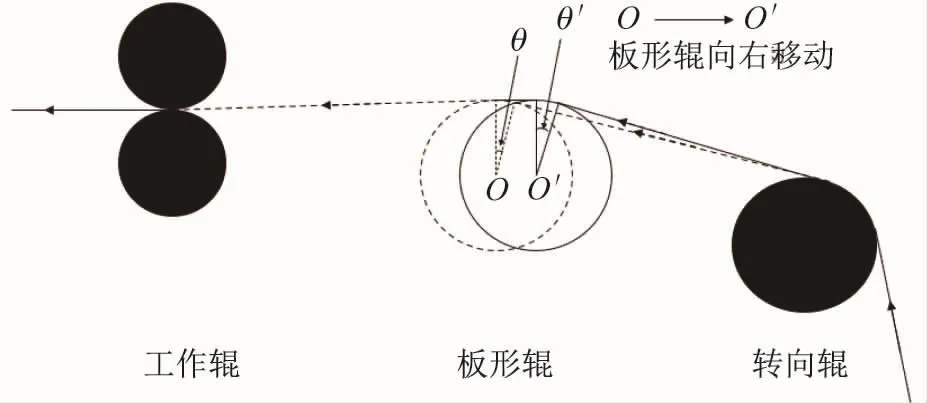
圖4 板形輥平行度對包角的影響Fig.4 Influence of parallelism of flatness measuring roll on wrap angle
1.3 板形輥包角模型及位置補償模型的建立
需要說明的是,本文所涉及的軋機板形輥不與卷取機直接接觸,因此不存在卷取過程中包角實時變化補償的問題。另外,板形輥檢測的二級程序表明,板形輥沿輥面各個通道的包角都為固定值,不會因板形輥空間位置變化而作出相關補償,從而引起板形問題。基于以上問題,本文建立了板形輥位置補償模型并應用于二級程序,實現對在線帶鋼板形的精確檢測。
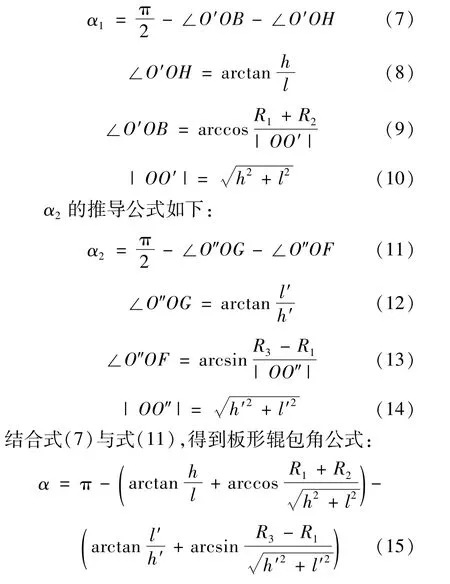
如圖5所示,板形輥包角由α1和α2兩部分組成。α1為相切于板形輥左側的帶鋼與水平面的夾角,α2為相切于板形輥右側的帶鋼與水平面的夾角。|OH|表示板形輥中心與上工作輥中心的水平距離,用l表示;|O′H|表示板形輥中心與上工作輥中心的垂直距離,用h表示;|O″G|表示板形輥中心與轉向輥中心的水平距離,用l′表示;|OG|表示板形輥中心與轉向輥中心的垂直距離,用h′表示。R1為板形輥半徑,R2為工作輥半徑,R3為轉向輥半徑。其中α1的推導公式如下:
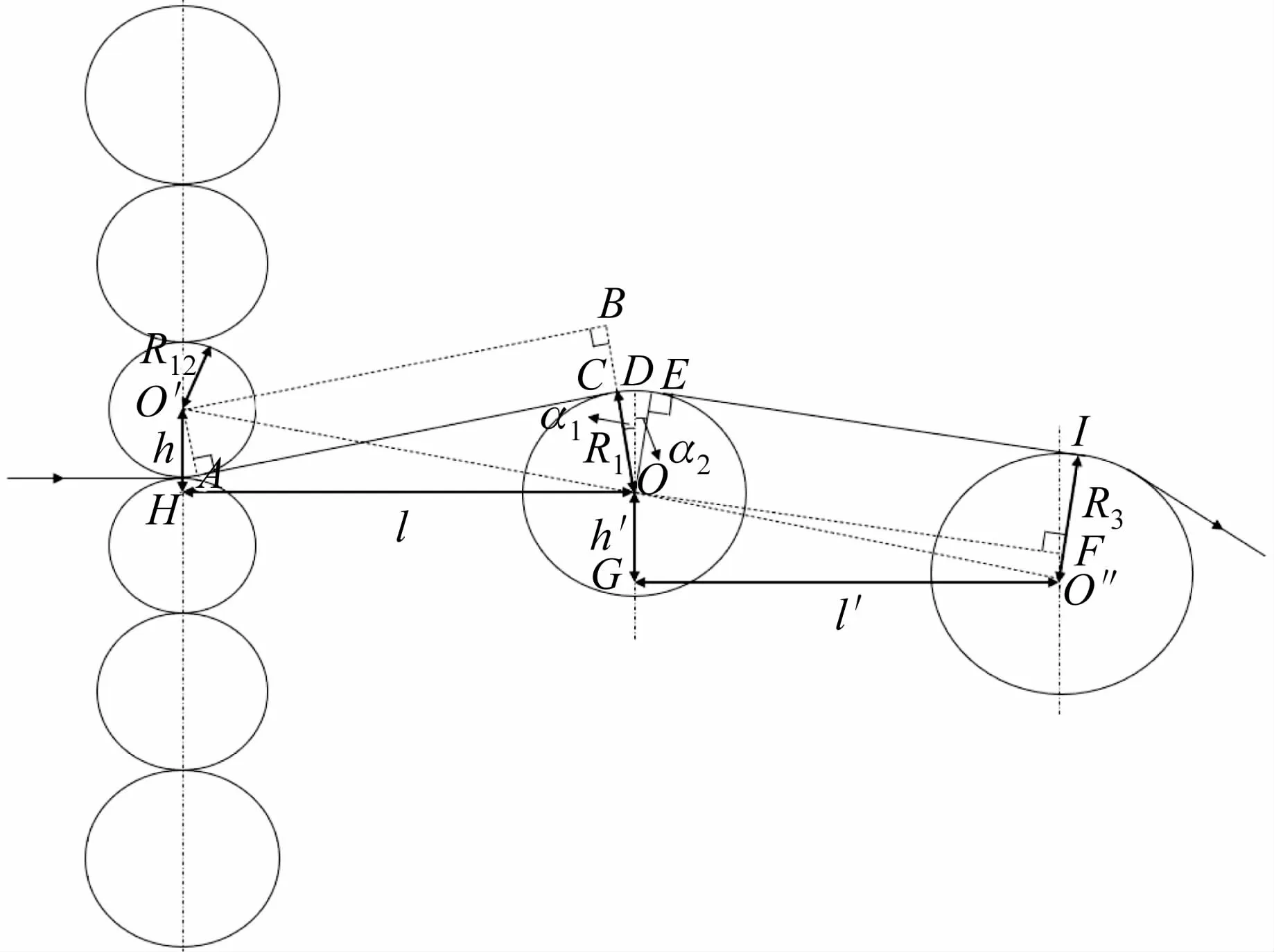
圖5 板形輥包角計算示意圖Fig.5 Schematic diagram of calculating wrap angle of flatness measuring roll
下面假設板形輥水平度和平行度同時出現誤差。如圖6所示,板形輥操作側位置不變,傳動側從O點偏移到O1點,水平偏移量為Δl,規定向右偏移為正;垂直偏移量為Δh,規定向上偏移為正。則此時板形輥傳動側中心O1與工作輥中心O′之間的水平距離變為l+Δl,垂直距離變為h-Δh;板形輥傳動側中心O1與轉向輥中心O″之間的水平距離為l′-Δl,垂直距離變為h′+Δh。

圖6 板形輥位置偏差示意圖Fig.6 Schematic diagram of position deviation for flatness measuring roll


根據每段通道測定壓力值Fi及包角αi/N,計算得到每段通道實際張應力值:

式中:Bi表示每段通道寬度;H表示帶鋼厚度。則各段通道張應力偏差值可表示為:

根據張應力偏差值Δσi即可得到每段帶鋼的相對長度差,即帶鋼板形平直度:

2 板形輥位置補償模型在現場的應用
對生產現場1 450 mm單機架六輥軋機進行試驗調試。該單機架采用26段等寬式板形輥,單段寬度為52 mm,如圖7所示。
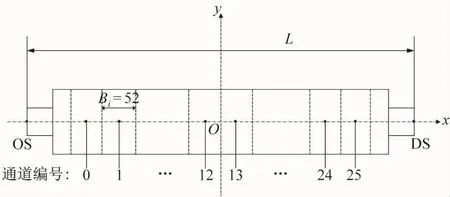
圖7 板形輥檢測通道分布示意圖Fig.7 Schematic diagram of distribution of detection channels on flatness measuring roll
軋機具體參數為:板形輥直徑313 mm,上工作輥直徑250 mm,轉向輥直徑400 mm,板形輥與上工作輥水平距離l為1 700 mm,板形輥與上工作輥垂直距離h為280 mm,板形輥與轉向輥水平距離l′為500 mm,板形輥與轉向輥垂直距離h′為60 mm。測得板形輥與上工作輥、轉向輥之間的水平度偏差Δh為1.3 mm,即以板形輥操作側為基準,傳動側向上偏移1.3 mm;平行度偏差Δl為0.8 mm,即以板形輥操作側為基準,傳動側向右偏移0.8 mm,如圖6所示。
選取一卷板形較好的帶鋼通過板形輥,投入板形閉環控制系統,觀察板形儀顯示圖像,并與實際帶鋼板形進行對比。其中軋機出口側帶鋼厚度為0.5 mm,寬度為1 320 mm。出口單位張力值設定為146 N/mm2,出口總張力值為96 kN。表1為模型補償前通過傳統檢測方法輸出的板形數據,其中壓力值通過每段檢測通道的壓力傳感器檢測得到,單位張力值根據式(4)計算。此時可獲得帶鋼橫向張應力分布,利用式(5)和式(6)將張應力轉化為帶鋼平直度,即最終輸出板形,如圖8(a)所示,為最初的板形檢測圖像。由于板形儀顯示操作側帶有單邊浪,軋機通過調整輥縫傾斜使操作側輥縫增大,傳動側輥縫減小,直到板形圖顯示在1個I值以內。待軋硬卷下線后,切取樣板,利用剪板機將樣板分成多條帶鋼,測量每條帶鋼的實際長度,如圖9(a)所示。可見帶鋼分條后,最左側一條最長,即帶鋼操作側帶有單邊浪。利用相對長度差公式計算平直度。圖10為根據相對長度差繪制的帶鋼平直度曲線,在模型補償前,帶鋼平直度達到6個I值,與板形儀顯示不吻合。
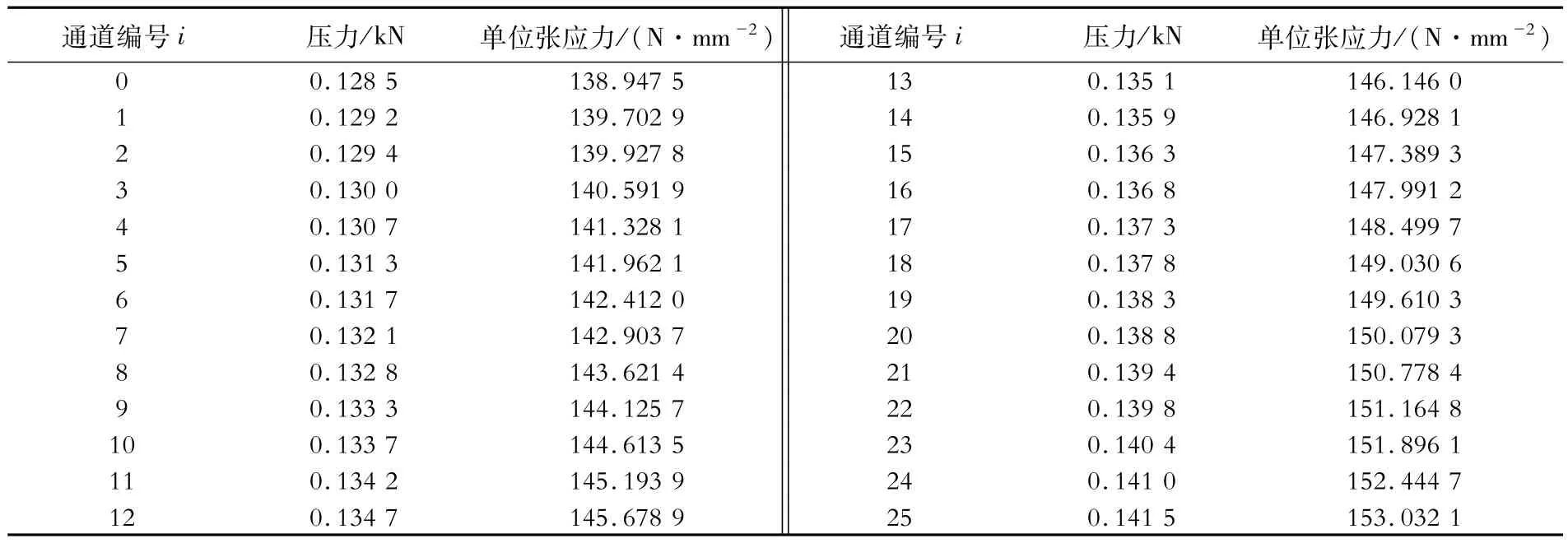
表1 板形輥檢測通道壓力及單位張應力(模型補償前)Table 1 Pressure and unit tension stress of detection channels on flatness measuring roll(before model compensation)
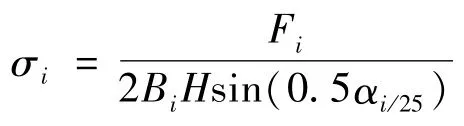
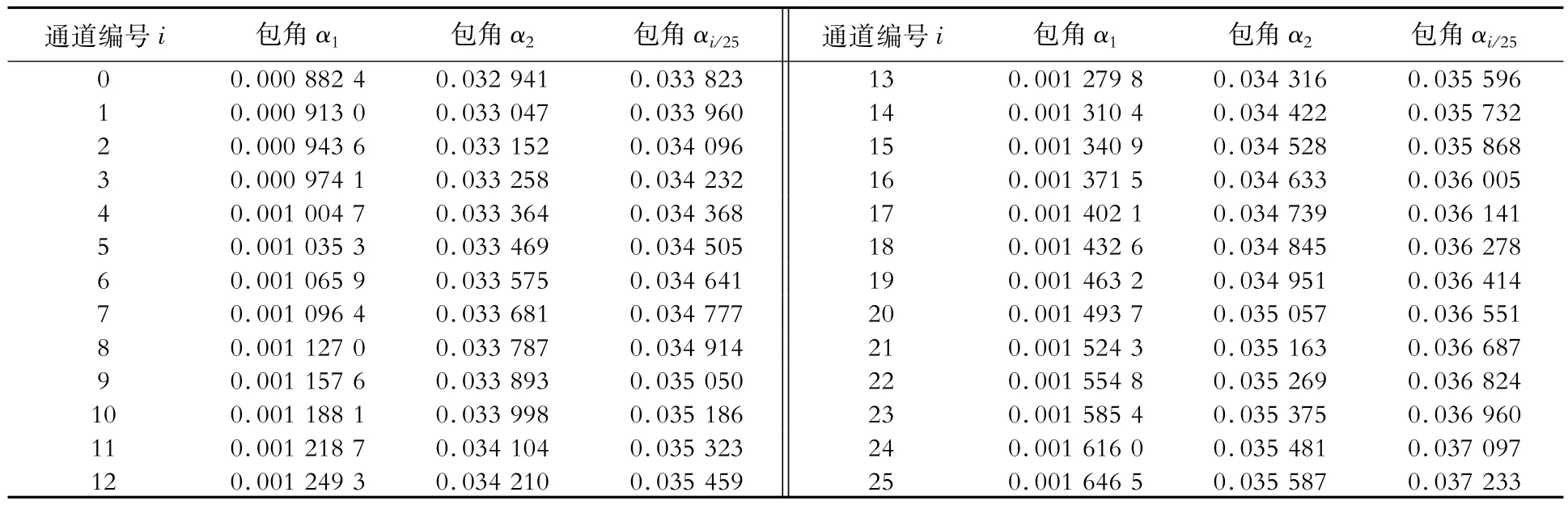
表2 板形輥檢測通道包角計算值Table 2 Calculated value of wrap angle of detection channels on flatness measuring roll
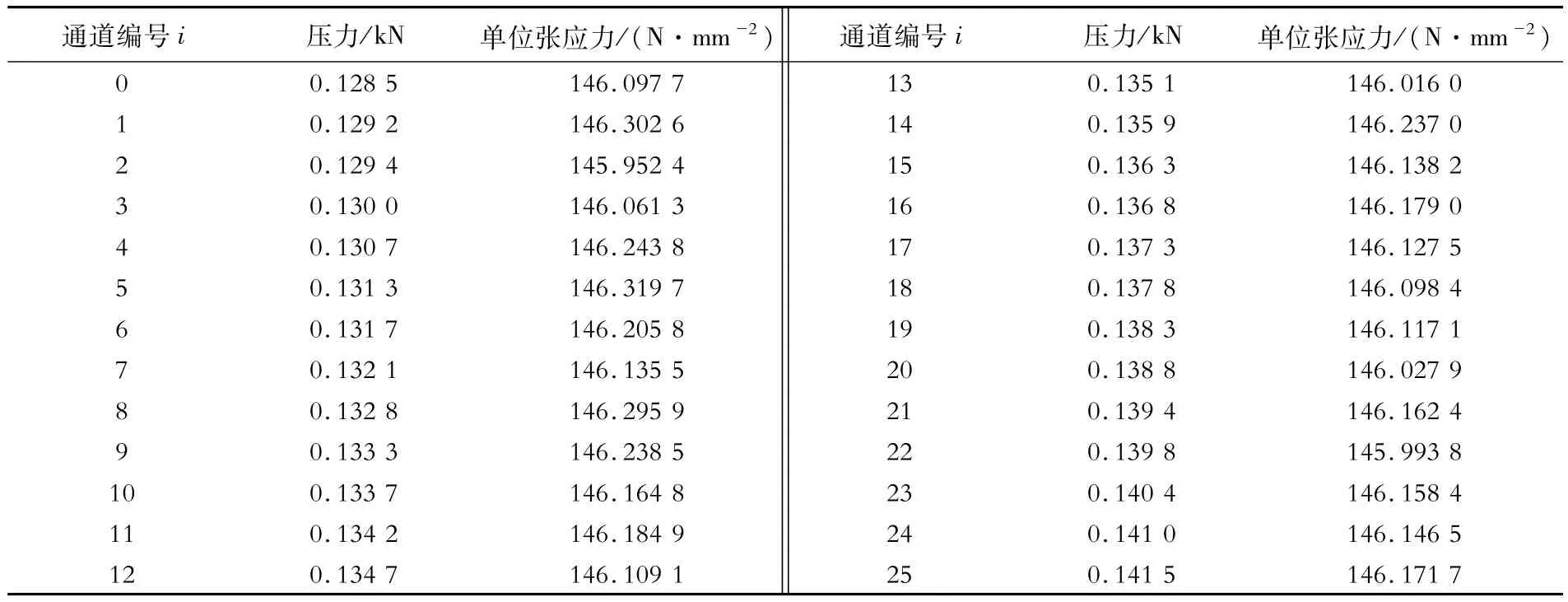
表3 板形輥檢測通道壓力及單位張應力(模型補償后)Table 3 Pressure and unit tension stress of detection channels on flatness measuring roll(after model compensation)
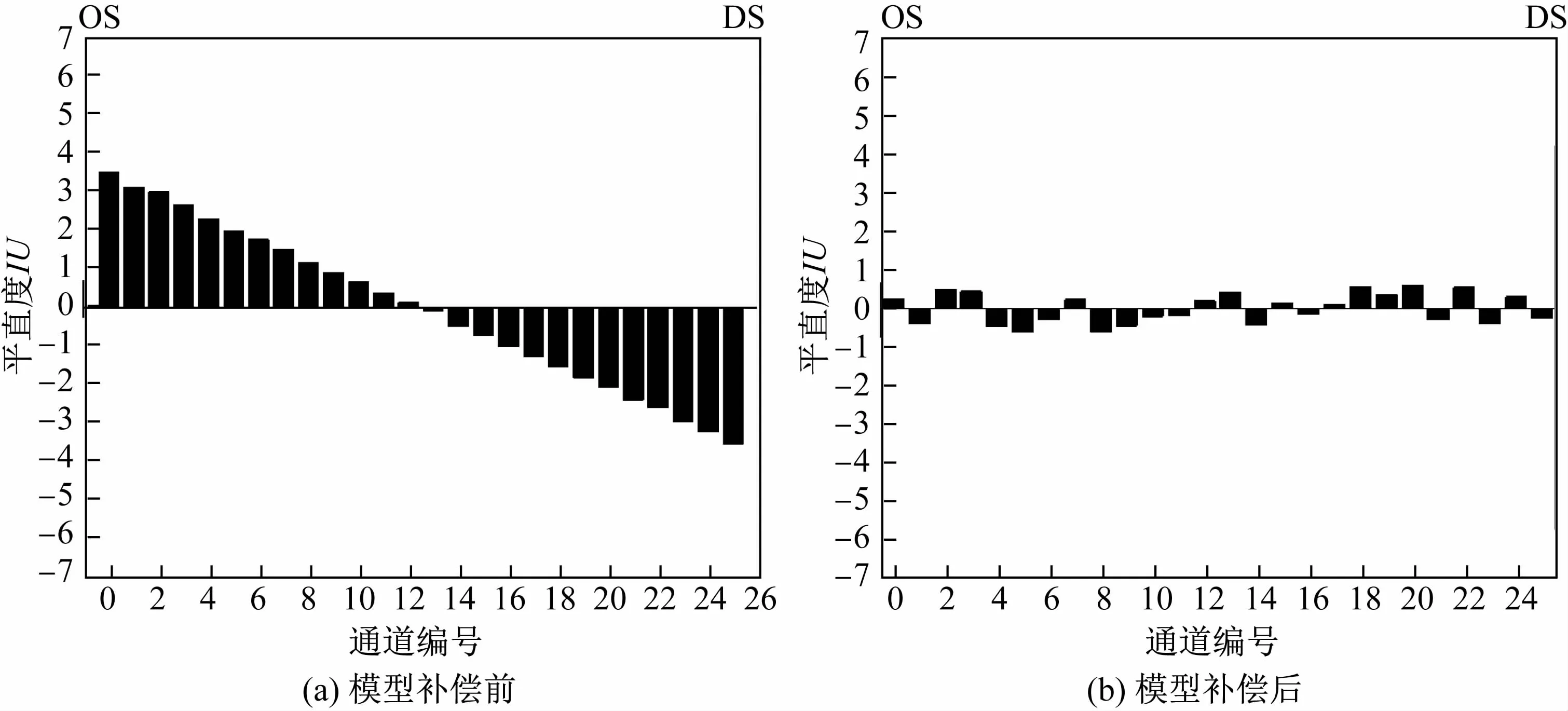
圖8 板形輥位置補償模型應用前后板形Fig.8 Flatness before and after application of position compensation model on flatness measuring roll
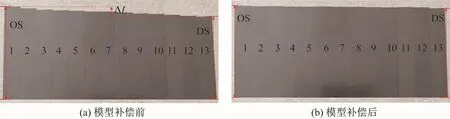
圖9 各條帶鋼長度測量Fig.9 Measurement of length of each strip
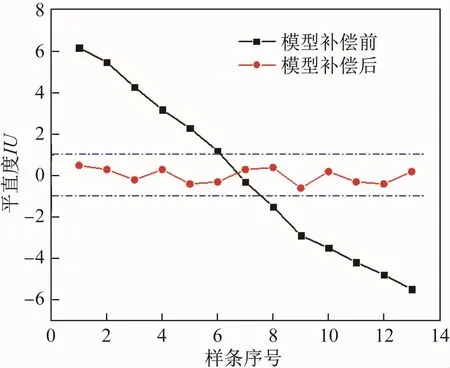
圖10 模型補償前后平直度曲線Fig.10 Flatness curves before and after model compensation
上述結果表明,板形輥位置補償模型在很大程度上提高了板形檢測精度,減少了板形控制過程的錯誤判斷與操作,提高了板形命中率,使實際板形與顯示板形更加吻合,提高了板形質量。
3 結論
(1)板形輥位置精度誤差較大,不利于帶鋼板形在線檢測,會引導板形閉環控制系統錯誤地調節彎輥力、軋輥傾斜等機構,造成最終板形與目標板形不符。
(2)針對板形輥位置精度誤差對板形檢測造成的不利影響,結合軋機設備布置特點,推導出板形輥包角計算公式,建立板形輥位置補償模型,通過控制板形輥包角沿軸向呈線性變化,解決了板形輥包角沿軸向固定而導致的板形檢測失真問題。
(3)將板形輥位置補償模型應用于某單機架六輥軋機的生產實踐,通過對比模型補償前后帶鋼的實際板形分布與在線板形,得出采用補償模型的實際板形與在線板形更加吻合,平直度誤差基本控制在1個I值以內,驗證了板形輥位置補償模型的準確性,顯著提高了板形命中率,減少了板形控制系統執行機構的錯誤操作,提高了板形質量。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
海峽科技與產業(2016年3期)2016-05-17 04:32:12