智能制造單元系統集成應用實訓平臺的開發及研究
2022-03-26 07:35:00何小英
云南民族大學學報(自然科學版) 2022年2期
何小英,王 旭
(電子科技大學成都學院 工學院,四川 成都 610000)
《中國制造2025》作為我國制造強國戰略的行動綱領,有效推進了國內智能制造領域的發展[1].而世界范圍內,智能制造正成為各國實體經濟發展的重要支撐,加快智能制造技術的落地是落實工業化和信息化深度融合,實現制造業轉型升級的關鍵[2].《制造業人才發展規劃指南》也明確指出,要加強對裝備制造業領域技能人才培養,保證智能制造產業的高效發展[3].相關調查表明,隨著智能制造業的轉型升級,75%的企業對傳統機電、數控機床專業人員的要求已經轉向于向智能機器人、高端數控機床、物聯網、工業以太網等領域的產品設計、生產與服務方面[4-6].為培養適應工業轉型升級的技術型人才,各高職院校相繼設立了智能控制技術專業[7-9].如建立工業機器人實訓設備,引入可編程控制器、智能控制系統、工業機器人等技術[10],開展機電一體化技術和自動化技術的傳感、氣動、工業網絡、步進電機等的實訓作業[11].但當前絕大部分智能制造實訓項目更多的是沿用機械制造領域和電氣自動化技術的專業實訓教學,很少涉及到智能制造領域[12].為滿足智能制造實訓需求,設計了集成PLC、電氣自動化、傳感器等關鍵技術的智能制造單元系統基礎實訓平臺,并工業以太網、大數據、云服務等實現制造全過程智能調試和監控,搭建“端-網-云”的智能制造平臺.
1 平臺設計需求
數字化技術發展,傳統手工繪圖和建模工作已經被智能化畫圖軟件和模擬軟件代替,這就要求崗位人員具備應用CAD、CAE、MES、ERP等作圖分析工具.同時,工業自動化領域的傳感器、機械加工、工業網絡控制、組態網的建立以及大數據、物聯網、云端服務的應用也成為提升智能制造數字化、信息化、智能化的必要技術手段.因此,技術人員除具備傳統的日常維護技能外,還需要掌握了設備現場調試、系統功能集成、功能開發的多功能復合型人才.
為滿足人才培養需求,開發的實訓平臺同時包括傳統的數控機場、網絡通訊、機械電氣裝調,以及現代化的物聯網、智能傳感技術、大數據和云服務、軟件編程調試技術,需應用工業機器人、數控機床技術實現終端柔性加工、引入工業以太網構建控制網絡,運用云服務網絡終端進行全流程監控,建立“端-網-云”的智能制造單元.
2 智能制造單元系統應用實訓平臺設計
2.1 平臺控制邏輯單元
當前,工業機器人被越來越多的應用于多個領域,作為先進的技術應用產品,工業機器人在各行業發揮著舉足輕重的作用.為滿足社會應用需求,培養工業機器人相關的技術人員十分緊迫,而工業機器人設計的理論知識復雜,且與實踐工作緊密相連,機器人的理論實踐教學工作必不可少.
以工業機器人為例,介紹包括括工藝焊接、數控加工、檢測識別、裝配倉儲等生產工藝環節智能制造單元系統.該系統通過以太網將原本設備層、應用層和控制層進行扁平化設計,控制設備間信息傳輸、數據信息兼容以及交換,實現一網到底的數據交換和流程控制[13].用PLC完成總控設計,利用MES系統采集設備運行工況信息,并在大數據和云網絡支持下對工藝流程進行智能監控[14],圖1為實訓平臺的控制邏輯圖.借助于計算機輔助功能軟件,在虛擬環境下快速布局,進行過程仿真,驗證構件間的配合度,提升生產效率.
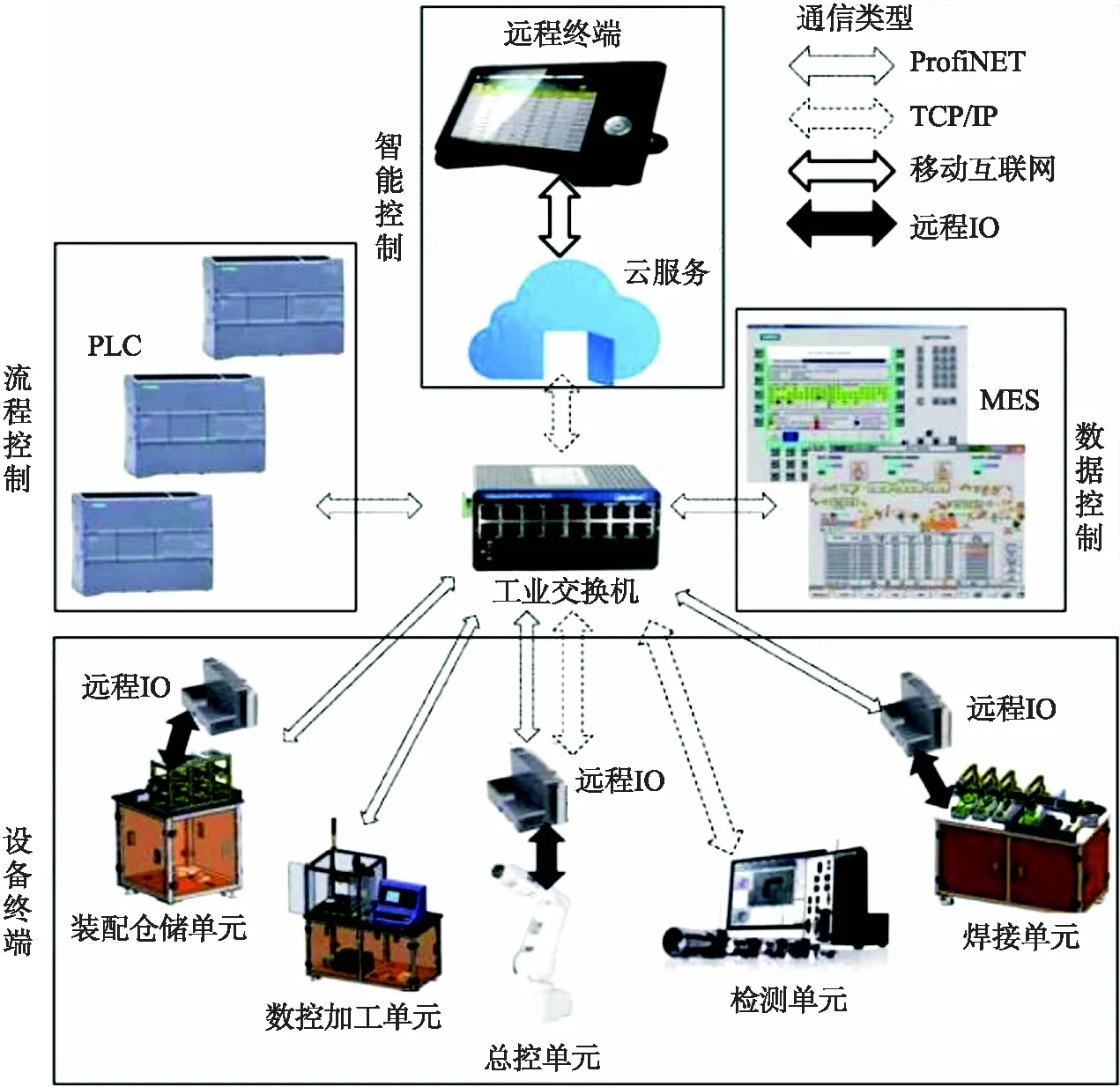
圖1 平臺控制邏輯
2.2 平臺實訓技術要點
工業機器人實訓平臺涵蓋了機械制造、遙感測控、軟件編程、組態軟件、現場總線等技術,因此需要實訓元掌握工業控制監控組態、CClink網絡通訊、OPC數據采集、步進電機驅動、工業機器人焊接操作、FX系列程序編程等綜合訓練.建設工業機器人實訓室為各種技術的理論學習和實踐應用提供了必要的環境.
WinCC組態軟件.包括WinCC組態軟件系統設置、變量選擇與數據采集,變量關聯仿真,報表腳本系統和硬件設計和軟件編程作業.
可編程控制技術.實訓過程中需要掌握傳感技術、異步電機使用方法,了解PLC軟件編程,數據傳輸和I/O連接通訊.如圖2為某一型號的步進電機驅動控程序連接圖,其中M8092為脈沖技術標志,Y2、Y3為步進電機的方向控制信號.
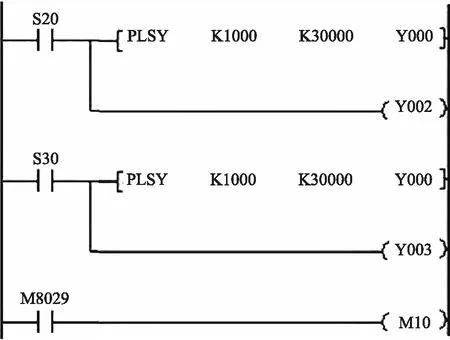
圖2 步進電機驅動程序
OPC數據采集軟件.包括FX-3U系列PLC信息采集以及三菱仿真軟件程序信息采集,構建系統仿真程序和自變量選定等.
FX系列可編程控制器.采用CClink網絡實現系統集中和遠程控制,設置各從站站號數,確定數據量鏈接方式,編寫主、從站通訊程序,分配主從站通訊地址,如圖3為主站CClink通訊程序設計流程.
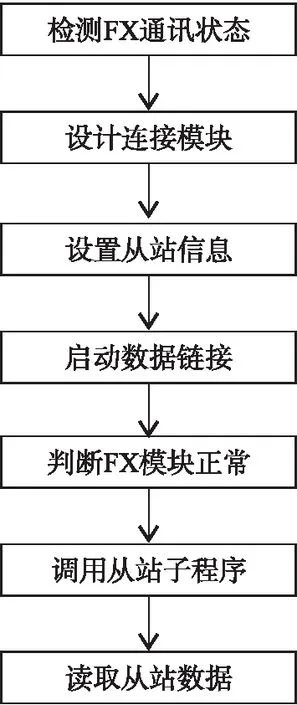
圖3 主站CClink通訊設計流程
3 工業機器人實訓項目設計
工業機器人實訓項目采用單元化結構方式,分為五個核心單元,具體為:總控制單元、焊接單元、數控加工單元、視覺檢測單元、裝配倉庫單元.各單元不僅可以通過總控室控制,也可單獨對單元進行編程調控.
3.1 總控單元
總控單元作為平臺核心單元,是各程序和流程的總控制段.總控單元的組成構建包括控制模塊、操作模塊、電源模塊、顯示終端、移動終端.其中控制模塊由兩個PLC和交換機構成,利用工業以太網實現PLC與單元IO模塊通訊,如圖4為PLC見的通信界面.操作面板提供啟停開關、故障停止鍵、自定義按鈕,由線纜連接平臺的其他電、氣控制單元.現實終端展示MES系統的運行工況,實現對整個工藝流程的流程管理、信息監控和訂單服務等功能.MES系統開發平臺,實現控制系統和硬件設備的對接,并對數據進行采集、歸納和存儲.由系統內嵌的云網絡接口進行數據傳輸,根據反饋信號對系統狀態調整,確保設備運行正常.移動終端配有遠程監控程序,利用云數據服務器對數據進行圖表化處理,實現遠程監控.
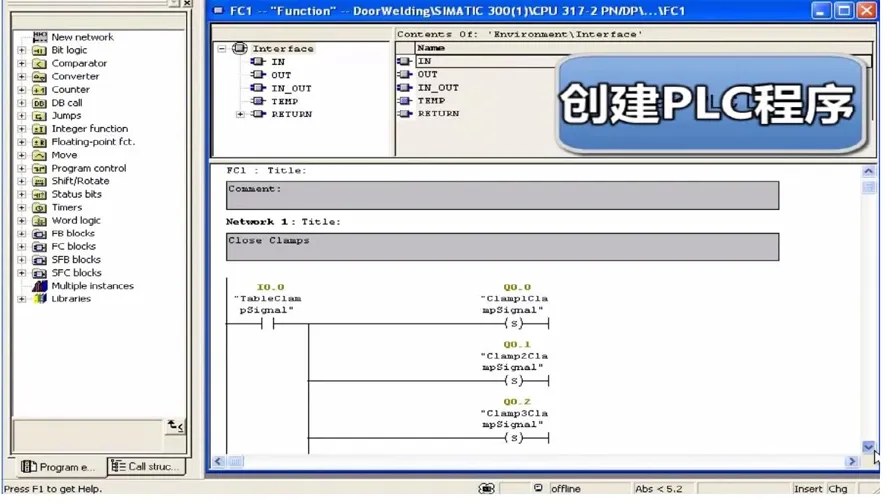
圖4 PLC通信程序編輯界面
3.2 焊接單元
焊接單元分為焊接工作臺、控制柜、輸料模塊、機械臂等.焊接單元接收到啟動信后,工件由出料倉落入帶料轉盤,將物料傳送到傳動帶末端,由機械手搬運物料至焊接平臺.平臺夾緊裝置固定工件,PLC程序發出執行信號,機器人動作,如圖5.工件焊接完成后,由機器人輸出信號,夾緊杠復位,轉盤驅動工具將工件復位,通過機械手將工件搬運至下料臺,機械手下限位信號輸出,由CClink通訊站將輸出信息傳遞給主控室,搬運機器人受到動作信號,將工件移動至數控加工單元.焊接單元中所有機械手、物料模塊和傳感器信號均由遠端IO模塊通過工業以太網傳輸至總控單元.
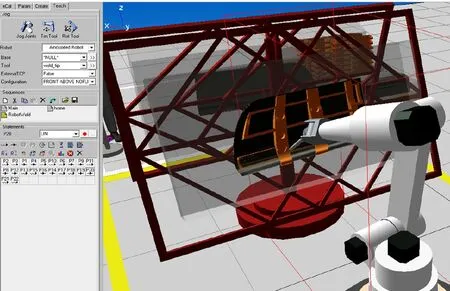
圖5 焊接機器人動作
3.3 數控加工單元
數控加工單元對零部件制定位置進行加工.整個單元配置了FANUC 0i mate-MD系列數控機床、電氣控制柜、刀庫、數控系統、遠程IO模塊.數控機床為采用典型高效銑床結構,配置高壓液壓站和防護罩.液壓站執行工件的加緊定位操作,包括了液壓卡盤、換向電磁閥.數控機床加工資接收到啟動信號后,防護罩打開,向主站發出信號,工件由搬運機器人搬運至該站臺,防護罩降落,液壓站固定工件,執行預設的加工程序,如圖6所示.數控加工單元提供了虛擬化的刀庫設計,利用屏幕顯示模擬換刀動作和道具信息,刀庫控制信號由系統提供.加工完成后,夾緊裝置松開,防護罩打開至上限位,主站接收到信號將工件搬運至視覺監測站.數控加工單元運用PLC和數據基礎技術進行多項訓練,同時加上液壓站、液壓卡盤等自動化,形成可視化的數控操作界面,有助于學員了解液壓控制工作原理.整個加工流程均通過遠程IO模塊通過工業以太網傳輸至總控單元.
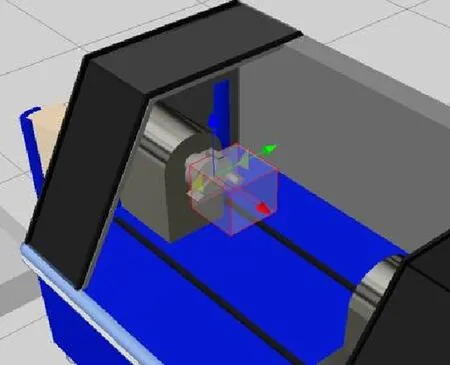
圖6 機器人加工模塊
3.4 檢測單元
視覺檢測單元由電氣控制柜、視覺檢測系統、傳送帶、智能視覺、顯示器等構成,主要對零部件識別、檢測.由數控加工站搬運的工件經傳送帶傳送至檢測位,智能視覺根據不同程序進行設置,對真實產品與目標產品進行比對,實現形狀匹配、尺寸測量、條碼識別、顏色檢測等,如圖7所示為智能視覺機器人進行產品的條碼識別.經過識別確認的工件通過傳輸裝置至裝配倉儲站,同時剔除不合格工件.整個檢測識別過程通過顯示器顯示,檢測程序的選擇、執行和檢測結果通過以太網傳輸至PLC,控制室對后續流程做出判斷.
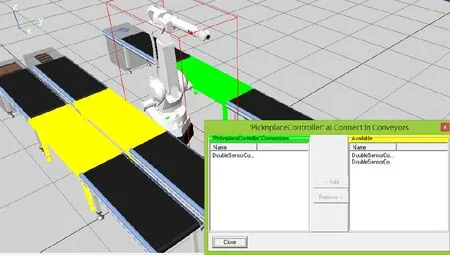
圖7 智能視覺機器人進行產品條碼識別
3.5 裝配倉儲單元
倉儲單元由電氣控制柜、配件裝置、輸送帶、機器然、遠程IO模塊等組件.送料裝置均配有傳感器用于檢測裝置上原料的條碼類型.在配料裝置裝設驅動托盤,工件傳送到位后,工業機器人退出工件,完成裝配,收回推盤,有效縮減了存儲倉位空間.實訓中聯機調試要求完成四個合格工件循環倉儲,此時需采取循環指令進行編程控制機器人.倉儲單元所有的傳感信號均由遠程IO模塊以工業以太網傳輸至總控單元.
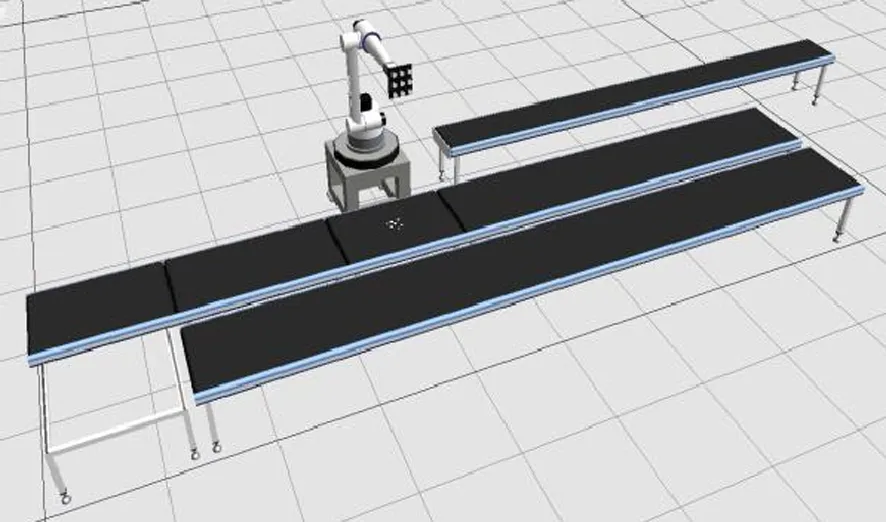
圖8 機器人裝配模塊
4 平臺實訓教學效果
平臺為智能控制制造實訓教學提供了良好的硬件和軟件支撐.計算機輔助設計實現了虛實結合;工業機器人和工具虛擬化實現了設備端的柔性化;MES系統和工業以太網實現了信息傳輸的可視化和工藝流程的可控性;大數據和云服務支撐滿足了數據傳采集、傳輸、存儲的云端化和智能化;平臺的實訓環境復合學生自主學習、個性發展和創新能力的培養.
在實訓教學過程中,在硬件搭配和電氣接線方便要求學生自測PLC以及機器人輸入/輸出信號地址,每個項目要求掌握系統PLC控制、監控組態控制、機器人編程算法,強化對系統的綜合控制能力.為滿足單機和聯機控制,要求主控單元和分單元采取合理的并聯設計.實訓室采用CClink通訊可編程控制器系統,學生可自行進行綜合性技術的訓練,包括系統布設和控制方案的設計等,擴寬控制技術,對實訓編程進行深度研究.
從實訓效果看,學生認識到加工工藝和設計工藝對智能制造生產過程重要性,有利于培養學生的協作能力,積極掌握新工藝、新方法.實訓室投入使用以來,使用率達到90%以上,盡管不通過學員在學習進度、知識掌握方面存在差異,但最終都能完成全部實訓項目,且提高了學生的社會崗位適應能力,為后續定崗學習和就業奠定了基礎.
5 結語
文中開發了一套模塊化、易擴展,操作靈活的智能制造集訓應用實訓平臺.平臺集成PLC控制、測控傳感、自動控制、數控加工、智能檢測等模塊,利用工業以太網和物聯網實現信息交互,由MES系統實現工藝流程的可視化,接入到云服務平臺完成遠程聯控.平臺以自動機器人項目為例,分析了工業機器人總控制單元、焊接站單元、數控加工單元、視覺檢測單元、裝配倉庫單元、具體功能模塊,有助于讓學生全方位認識智能制造工業技術,實現學生機電一體化技術的全面應用、開發和集成,達到機電一體化認知、設計、調試和維修能力的綜合提升.
猜你喜歡
裝備制造技術(2020年12期)2020-05-22 09:25:38
表面工程與再制造(2019年6期)2019-08-24 06:40:04
福建教育學院學報(2019年4期)2019-06-12 08:39:10
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
商周刊(2018年18期)2018-09-21 09:14:46
計算機測量與控制(2017年6期)2017-07-01 16:23:53
電子制作(2017年8期)2017-06-05 09:36:15
