組合式凸輪軸徑向滾花裝配機理及連接強度研究
2022-03-29 02:18:44曹澤澤寇淑清郭繼保李金哲
中國機械工程 2022年6期
關鍵詞:模型
張 鵬 曹澤澤 寇淑清 王 濤 郭繼保 李金哲 吳 磊
1.太原理工大學機械與運載工程學院,太原,030024 2.吉林大學輥鍛工藝研究所,長春,1300223.太原通澤重工有限公司,太原,030032
0 引言
組合式凸輪軸采用新型分體式設計與集成式裝配理念,在制造精度、生產成本、生產效率、材料優化、輕量化、近凈成形及節能減排等諸多方面具有傳統鑄鍛凸輪軸無法企及的優勢[1]。組合式凸輪軸的核心技術之一為分體部件的裝配連接工藝。滾花連接工藝因具有常溫局部變形小、裝配精度高、自動化程度高及通用性強的特點而備受關注,并逐漸細分為軸向及徑向滾花過盈連接方法[2]。
裝配壓裝力是組合式凸輪軸滾花連接重要的過程參數,靜扭強度及凸輪外廓精度則是重要的裝配質量指標[3]。張弛等[4]采用模擬結合試驗的方法定性地研究了影響壓裝或扭轉工藝的因素,總結出連接區面積、分體件材料匹配程度等均對壓裝力、靜扭強度有顯著影響,然而研究未考慮各工步間殘余應力的傳遞,且壓裝模型基于切削軸齒,這與實際情況差異明顯。寇淑清等[5]采用有限元分析與滾花試驗結合相互驗證的方式,研究了關鍵滾花參數對軸向滾花過程中軸體表面應力、應變分布規律,軸齒成形、刀具負荷、裝配過盈量的影響,但研究僅針對軸向滾花過程,且未與壓裝及靜扭過程結合。已有研究多定性研究滾花連接強度的影響因素,缺乏對裝配機理的深入分析,且關于徑向滾花過盈連接的研究鮮有報道。
如何在保證靜扭強度的同時減小壓裝力是凸輪軸裝配的研究重點,而明確影響壓裝力和靜扭強度的因素,并平衡兩者的取值是首要前提。基于此,本文分別建立了滾花、壓裝及靜力扭轉的多工況子模型,并預測不同裝配參數、軸管與凸輪材料的匹配對裝配壓裝力、靜扭強度及凸輪外廓變化的影響規律,明確徑向滾花、壓裝及扭轉測試過程中軸齒變形機制和裝配連接機理。模擬與試驗結果的對比驗證了模擬結果的有效性。
1 徑向滾花過盈連接原理
根據凸輪與軸管相對硬度的不同,分為軸向滾花過盈裝配和徑向滾花過盈裝配,后者用于凸輪硬度較軸管硬度高的裝配場合,實際工況中凸輪作為配氣摩擦件,須具備高硬度、耐磨損、抗點蝕等優良的機械性能,其硬度通常較軸管硬度更高,因此徑向滾花連接工藝的應用更加廣泛。如圖1a所示,徑向滾花過盈連接包括滾花及壓裝兩步,首先利用滾花刀具在軸體外表面滾擠加工垂直于軸線的三角齒形,凸起的軸齒與凸輪內孔產生過盈,在常溫下將凸輪以一定的過盈量順次壓入軸體中完成裝配。由于彈性變形與回彈量不同,凸輪和軸體產生過盈壓配,同時軸齒與凸輪內孔形成類似花鍵連接的凹凸鑲嵌[6]。這種復合連接可同時提供摩擦與剪切阻力,連接強度較一般過盈連接大幅提高[7],如圖1b所示。
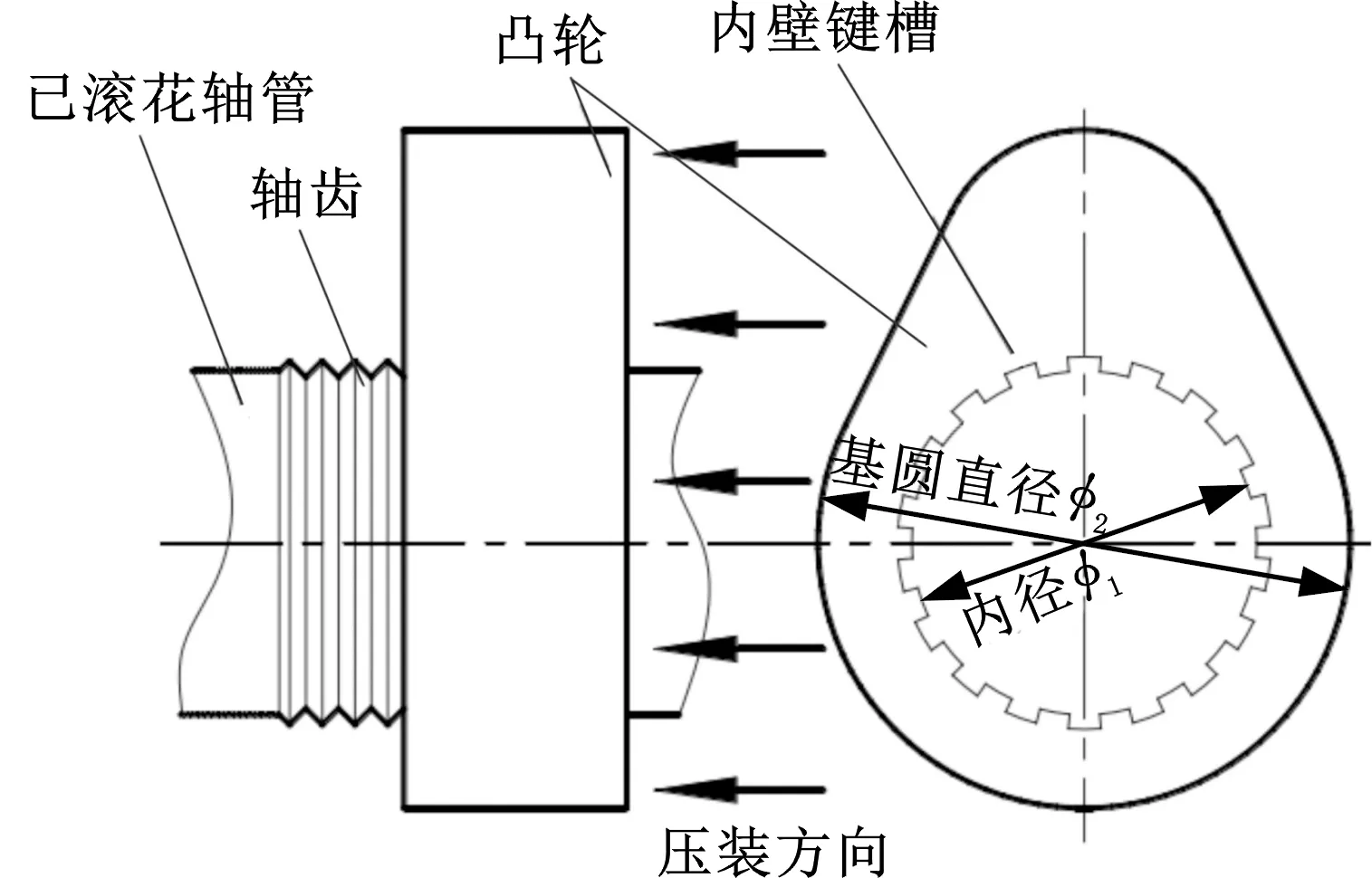
(a)徑向滾花裝配過程
壓裝時細長45鋼軸管受到較大沖擊力,易發生失穩彎曲現象,導致凸輪軸向精度及相位角精度降低;此外,壓裝時凸輪受到周向拉應力作用,導致外輪廓產生徑向位移,相同條件下壓裝力增大,凸輪外輪廓形變越明顯,增大脆性凸輪裝配損傷的概率[8],因此,應盡可能減小壓裝力。
凸輪與軸管的連接靜扭強度是組合式凸輪軸承受配氣過程周期性動態載荷而不失效的重要保證,一般以超過技術要求的強度90%以上作為連接強度標準,以本文研究的某汽車凸輪軸為例,其靜扭強度應不低于200 N·m[9]。
2 試驗過程及子模型建立
2.1 試驗過程
軸管為45鋼冷拔無縫鋼管,凸輪材料為GCr15鋼,硬度為780HV,高于45鋼硬度;軸管及凸輪的幾何尺寸如表1所示。試驗所用滾花刀具齒高為0.68 mm,齒頂角為80°,齒數為10。滾花試驗在圖2a所示的自主研制的CNC滾花裝配機上實現。中空軸管通過三爪卡盤沿裝配機軸向固定,并由卡盤帶動可周向轉動和軸向移動;兩把滾花刀沿周向間隔180°均勻分布并由內凸輪機構帶動完成徑向進給和撤刀動作。滾花過程中,滾花刀進給壓緊軸管,軸管在卡盤帶動下周向旋轉,借助滾刀與軸管表面的摩擦力,使滾刀也發生周向旋轉,從而在軸管表面輥壓區域形成一定高度的軸齒,待最終成形后,撤去滾刀完成滾花工步。如圖2a所示,凸輪由位于回轉圓盤上的夾具固定并可以靈活調整其相位角,壓裝過程中,軸管由卡盤帶動,旋轉的同時以2 mm/s的速度壓入凸輪內孔,直至8片凸輪均與軸管完成裝配。以兩個凸輪為一組,將凸輪軸切割為4段扭轉試樣用于靜扭強度測試,扭轉試驗臺如圖2b所示。

表1 軸管及凸輪尺寸參數

(a)滾花及壓裝試驗裝置 (b)扭轉測試試驗裝置
2.2 數值模擬流程
滾花、壓裝與靜扭強度分析是三個密不可分的連續過程。滾花刀齒參數及進給量決定了軸齒齒形以及軸齒的冷作硬化效應,是后續壓裝及靜扭工況的重要影響因素;同樣,壓裝后軸管與凸輪的連接特征以及冷作硬化效應,共同決定了連接靜扭強度。基于此,本文制定圖3所示的模擬流程圖,具體如下:①建立雙滾花刀對置的徑向滾花子模型,模擬軸齒成形過程,分析滾花區域應力應變分布規律,撤去滾花刀,保留軸齒單元應力及應變場;②將軸管位移及應力場傳遞至壓裝工步,建立壓裝子模型,研究壓裝力變化規律,探究軸齒變形及失效過程,明確凸輪內壁應力及應變場,分析凸輪外廓位移;③將軸管及凸輪傳遞至靜扭測試工步,加載扭矩記錄靜扭強度曲線,分析影響靜扭強度的關鍵因素。

圖3 徑向滾花組合式凸輪軸全過程系統模擬流程圖Fig.3 Overview of the simulation methodology for predicting reliability of a radial knurling assembled camshaft
2.3 數值模擬模型簡化
為提高模擬效率,對模型進行合理簡化:①軸體和凸輪順次連接實現凸輪軸裝配,各連接過程相同且彼此之間相互影響很小,選取單個凸輪裝配過程進行模擬和分析;②基于裝配試驗及扭轉測試觀測,各過程產生的熱量很少,因此,各模型均基于單一力學分析,不涉及熱力耦合因素;③兩把滾花刀以軸管軸線為旋轉中心呈180°對置分布,刀具進給的同時在軸管的帶動下自轉,兩刀具對軸管的作用力也呈180°軸對稱分布,考慮到凸輪及軸管的幾何對稱性,可將其簡化為1/2模型;④滾花刀材料為高強工具鋼,其強度及硬度遠大于軸管材料45鋼的強度及硬度,因此,將滾花刀設置為剛體,不考慮其彈塑性變形;⑤采用適合于大變形分析的耦合的拉格朗日-歐拉網格(CEL)代替拉格朗日網格進行有限元分析[10]。
2.4 模型建立及邊界條件設置
軸管采用CEL分析法描述,網格類型為C3D8R,凸輪由拉格朗日網格劃分。將軸管固定,以滾花刀或凸輪相對軸管的運動完成各工步的動作。
各工步數值模擬三維模型如圖4所示。滾花模型如圖4a所示,將軸管內壁固定,對對稱面施加對稱約束,兩把滾花刀水平對置分布,滾花刀在向軸管中心進給的同時自轉;壓裝模型如圖4b所示,對凸輪及軸管對稱面施加對稱約束,凸輪下表面與推板接觸,側面與圓柱型凸輪夾具接觸。在壓裝模型基礎上,將凸輪夾具撤去,并將扭轉夾具加載至凸輪外表面,取消凸輪對稱約束條件,通過扭轉夾具對凸輪施加扭矩,實現凸輪與軸管的周向相對轉動,如圖4c所示。邊界條件如圖5所示:①限制軸管內壁徑向位移(UR=0);②施加周向對稱約束(UT=0)于軸管對稱面;③限制軸管上下面軸向位移(UZ=0);④推板固定,凸輪上表面軸向位移為0。

(a)滾花三維簡化模型 (b)壓裝三維簡化模型
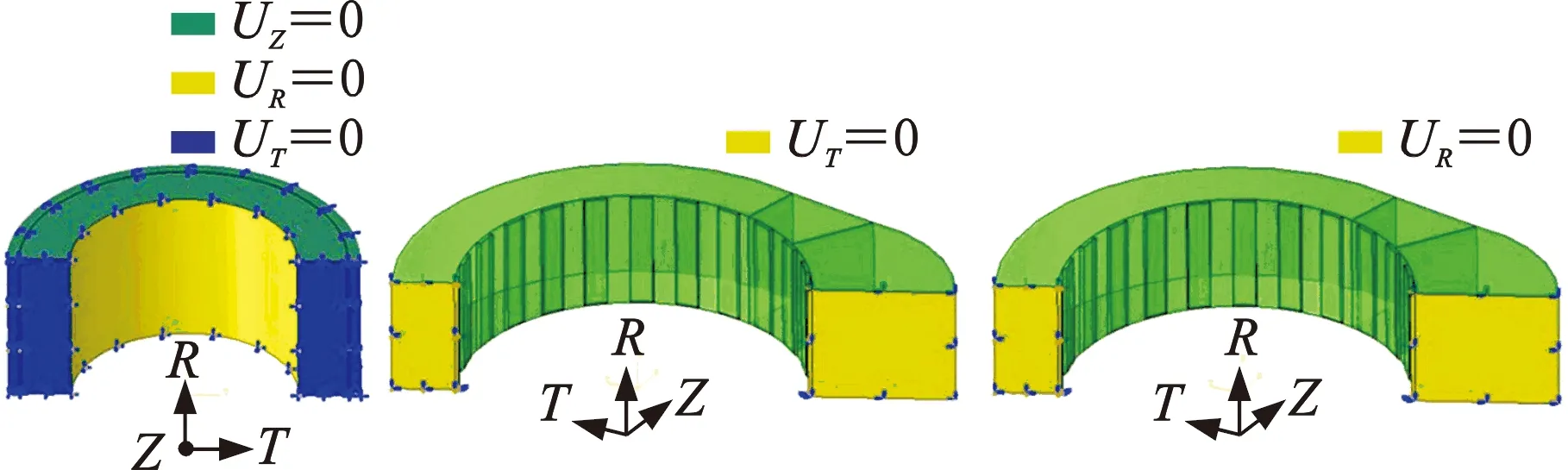
圖5 扭轉模擬邊界條件Fig.5 Boundary conditions of torsion simulation
2.5 模擬條件及Johnson-Cook材料模型
軸管在滾花刀具及凸輪的作用下發生彈塑性變形,受到較大切向力和法向力作用,應采用基于剪切應力的摩擦模型。考慮到滾花及壓裝過程金屬變形劇烈,軸管表面滾花處產生大量新表面,經模擬調試選擇較大的摩擦因子0.28[11]。扭轉過程中摩擦因子參考無潤滑的過盈裝配工況,經調試摩擦因子選取0.2[7]。
考慮到軸齒材料在系統模擬中所處應力狀態差異較大,且會發生劇烈的塑性流動甚至剪切失效,為此采用Johnson-Cook(J-C)塑性本構準則及失效準則[12],該模型可應用于金屬準靜態塑性流動及失效過程。
由于各階段發熱量均很小,故忽略溫度的影響,J-C強度模型[13]經簡化的本構關系形式為
(1)
(2)

J-C失效模型采用損傷累積的概念來考慮隨著應變率、溫度及應力三軸度變化的載荷歷史,材料強度或剛度受損傷的情況,當損傷度達到臨界值時應力和壓力設為0,損傷程度由破壞應變ε′度量,忽略溫度影響,ε′可表示為[14]
(3)
σ*=p/σe
式中,D1~D4為材料失效參數;σ*為應力狀態參量;p為壓力;σe為等效應力。
45鋼的J-C本構模型及失效模型參數見表2[14]。
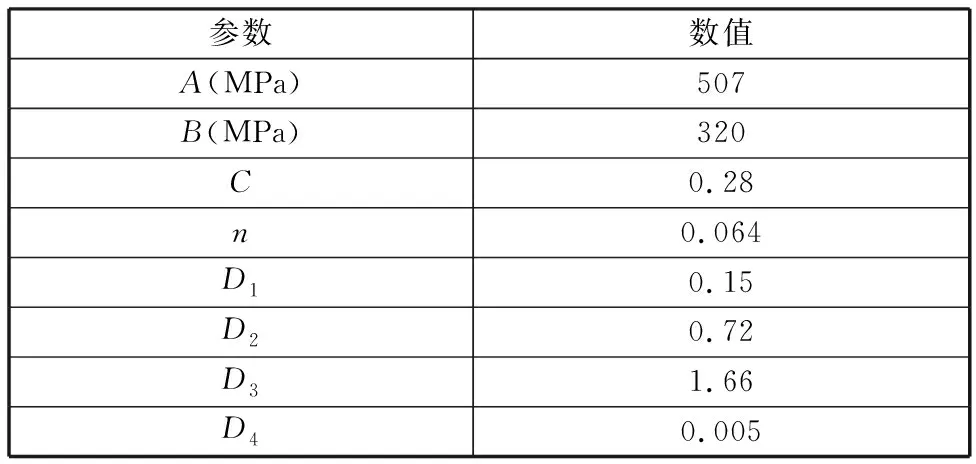
表2 45鋼J-C本構模型及失效模型參數
3 結果與討論
裝配試驗表明,裝配壓裝力與連接靜扭強度成正相關,為實現控制裝配壓裝力及保障連接強度的目的,揭示裝配壓裝力和靜扭強度關鍵影響因素成為首要問題。
3.1 滾花過程軸齒成形及殘余應力
以某型號凸輪軸為典型件,使用齒高為0.68 mm、齒頂角為80°、齒數為10的滾花刀具進行實際滾花加工及同等尺寸下的數值模擬。為得到更好的云圖顯示效果,將軸管模擬結果在周向截取15°,軸向取1/2進行分析。圖6為滾花各階段軸管等效應變云圖,塑性變形區集中于距軸管表面0.2 mm以內區域,尤其在軸管表層材料發生劇烈的塑性流動,大于1 mm深度軸管未發生任何變形,從而保持了較好圓度。如圖6b所示,在軸齒中部應變最大,此處金屬在三向壓應力下發生劇烈變形,金屬流動充分、填充性好,滾花結束前金屬已完全填滿滾花刀齒間隙。隨著滾花時間的延長,塑性應變最大的區域出現在每個軸齒的心部,應變值增大至0.5,如圖6c所示。隨著軸齒頂部與滾花刀逐漸靠近,軸齒頂部材料受到更為劇烈的壓應力。圖6e、圖6f為滾花結束后試驗及模擬的軸管徑向剖面圖,加工齒形飽滿均勻,滾花與非滾花區域過渡平滑均存在較小凸起,試驗與模擬得到的軸管變形情況高度吻合。
(a)滾花1階段 (b)滾花2階段
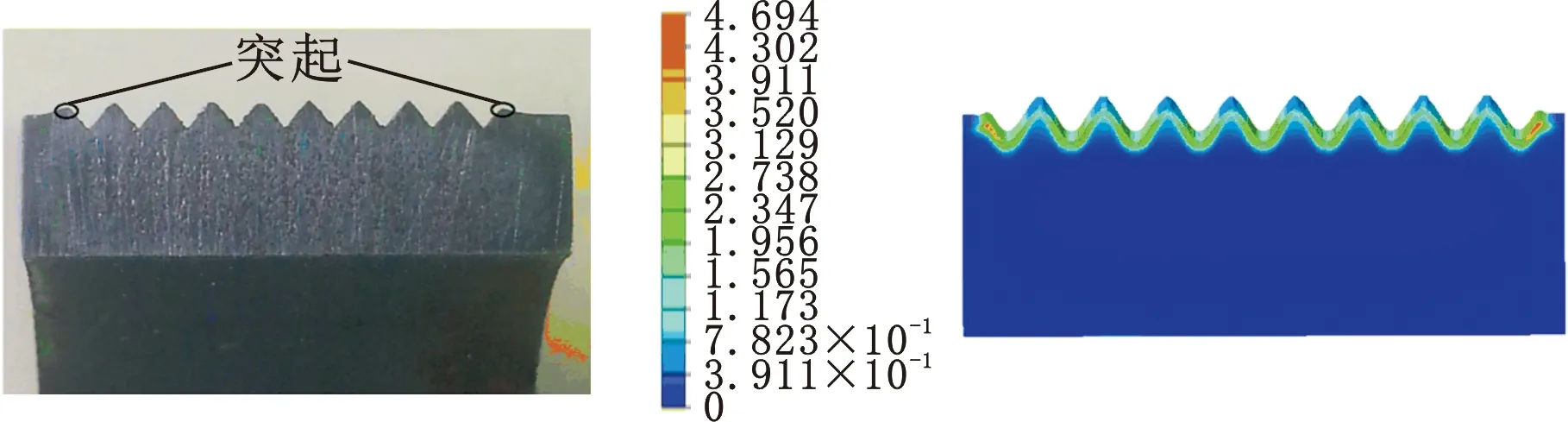
(e)真實滾花齒形 (f)模擬滾花齒形
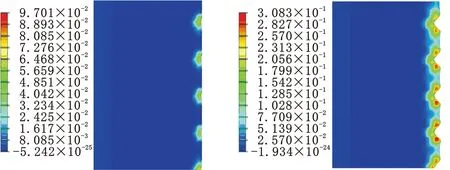
如圖7所示,滾花結束后軸管表面滾花區存在明顯的殘余壓應力,最大應力及平均應力分別為210.9 MPa和175.3 MPa。
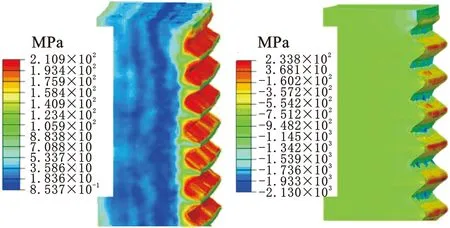
(a)軸管等效殘余應力云圖 (b)徑向等效應力云圖
3.2 壓裝過程及凸輪外廓變形分析
將軸管在滾花模擬中的應變場和殘余應力場傳遞至壓裝工步作為初始應變場及應力場。壓裝過程的Mises應力云圖見圖8,由于凸輪內壁存在類鍵槽結構,使凸輪內壁與軸管外表面的接觸不連續,部分軸齒與凸輪內壁凸起處重合,從而被凸起剪切沿著進給方向平鋪,擠壓至軸齒間隙,形成不連續的平面與凸輪形成過盈連接,該部分的劇烈塑性變形由剪切應力引起。如圖8c所示,最大應力出現在軸齒頂部,高達665 MPa,接近軸管材料的極限強度,軸齒端部可能發生斷裂而產生切屑,這一現象也在裝配試驗中出現,被截切軸齒端部以下的部分受到凸輪內壁凸起處擠壓,形成平臺,另一部分與凸輪內壁凹陷處對應的軸齒嵌入內壁凹陷處,與凸輪形成類鍵連接。因此,過盈與鍵連接耦合,顯著提高了軸管與凸輪的連接強度。
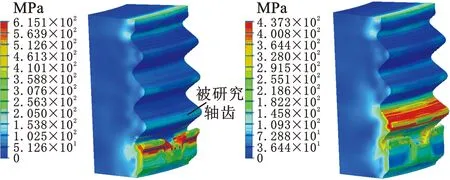
(a)凸輪軸齒未接觸 (b)壓裝1階段
模擬預測的軸齒變形與試驗結果對比如圖9所示。整個裝配連接區在軸向呈現有規律的矩形條狀分布,即前文所述不連續平面,周向為矩形齒和軸齒交替的環形分布。壓裝后軸管表面大部分區域壓配應力大于300 MPa。圖9c、圖9d為試驗及模擬裝配連接區軸向剖面圖,圖中顯示軸齒金屬在凸輪內壁剪切力作用下向壓裝方向流動,并與凸輪內壁形成過盈連接。對照結果顯示,模擬與試驗的連接形態一致。
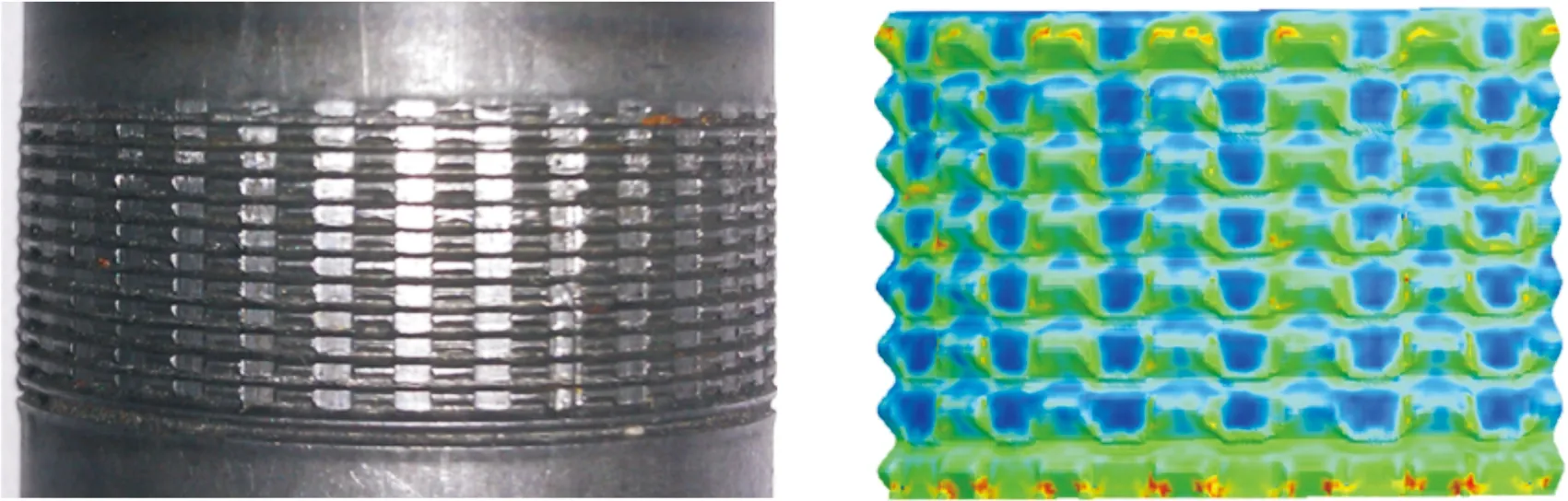
(a)壓裝試驗后軸齒形態 (b)壓裝模擬軸齒形態
模擬和試驗結果的徑向剖面如圖10a、圖10b所示,可觀察到軸齒與凸輪內孔壓配應力呈圓形虛線狀間隔分布,應力較大處為過盈連接區,無壓配應力處為材料互嵌區,裝配實物的連接區也呈現圓狀虛線的連接效果,模擬與試驗結果高度吻合。裝配結束后,軸管與凸輪接觸區域的高殘余壓應力有利于提高軸齒抗疲勞性能,可在軸齒承受周期性載荷時抑制微裂紋萌生。

(a)模擬結果 (b)試驗結果
模擬及試驗壓裝力如圖11所示,可以看出,兩條曲線均呈鋸齒狀上升趨勢,且峰谷處對應的位移及載荷值基本相同,不同之處在于試驗結果稍大,且曲線峰值波動較大。裝配開始,凸輪首先與第一個軸齒接觸,壓裝力隨凸輪移動逐漸升高至6 kN,當第一個齒被凸輪內壁推平后(圖8a),壓裝力隨即降至1.5 kN,該力主要是凸輪內壁與軸齒的接觸摩擦力。從圖11中可以觀察到,峰值載荷隨凸輪壓裝行程增大逐漸增大,這是由于壓裝進程中各軸齒依次發生第一圈軸齒的變形過程,使得凸輪與軸管的接觸區域和摩擦力逐漸增大。比較模擬與試驗壓裝曲線波峰及波谷值,除第一個軸齒壓裝對應的峰值外,最大誤差不超過9%,試驗得到的最大壓裝力為20.5 kN,模擬值為18.7 kN,因此,模擬結果較好地預測了壓裝試驗結果。誤差主要來源于數值模擬對模型和邊界條件的簡化和設置的假設條件。如圖11所示,模擬壓裝力曲線相比試驗曲線,在位移上發生了偏移,這是由于凸輪內壁與軸管接觸的凸起僅建立了3層單元,否則單元過于細小會導致計算成本顯著升高,但較少的單元層導致該處變形較壓裝的實際情況小,因此對應的壓裝力曲線發生了位移負方向偏移。此外,實際壓裝過程中,軸管與凸輪無法做到理想同軸,從而壓裝偏移而導致壓裝力一定程度的增大。

圖11 模擬及試驗壓裝力曲線Fig.11 Simulation and test of axial cross-section of the joint
凸輪軸標準規定,凸輪基圓外廓誤差不超過0.3 mm,ABAQUS中U1代表凸輪的徑向位移,是衡量裝配精度的重要參數。壓裝后凸輪的徑向位移云圖見圖12,凸輪外廓的最大徑向位移出現在凸輪剛度最小即最薄處,其值為0.0425 mm,大部分區域位移在0.0268~0.0346 mm之間,無需后續精磨即可滿足技術要求,說明徑向滾花過盈連接工藝可保持較高的凸輪外廓精度。
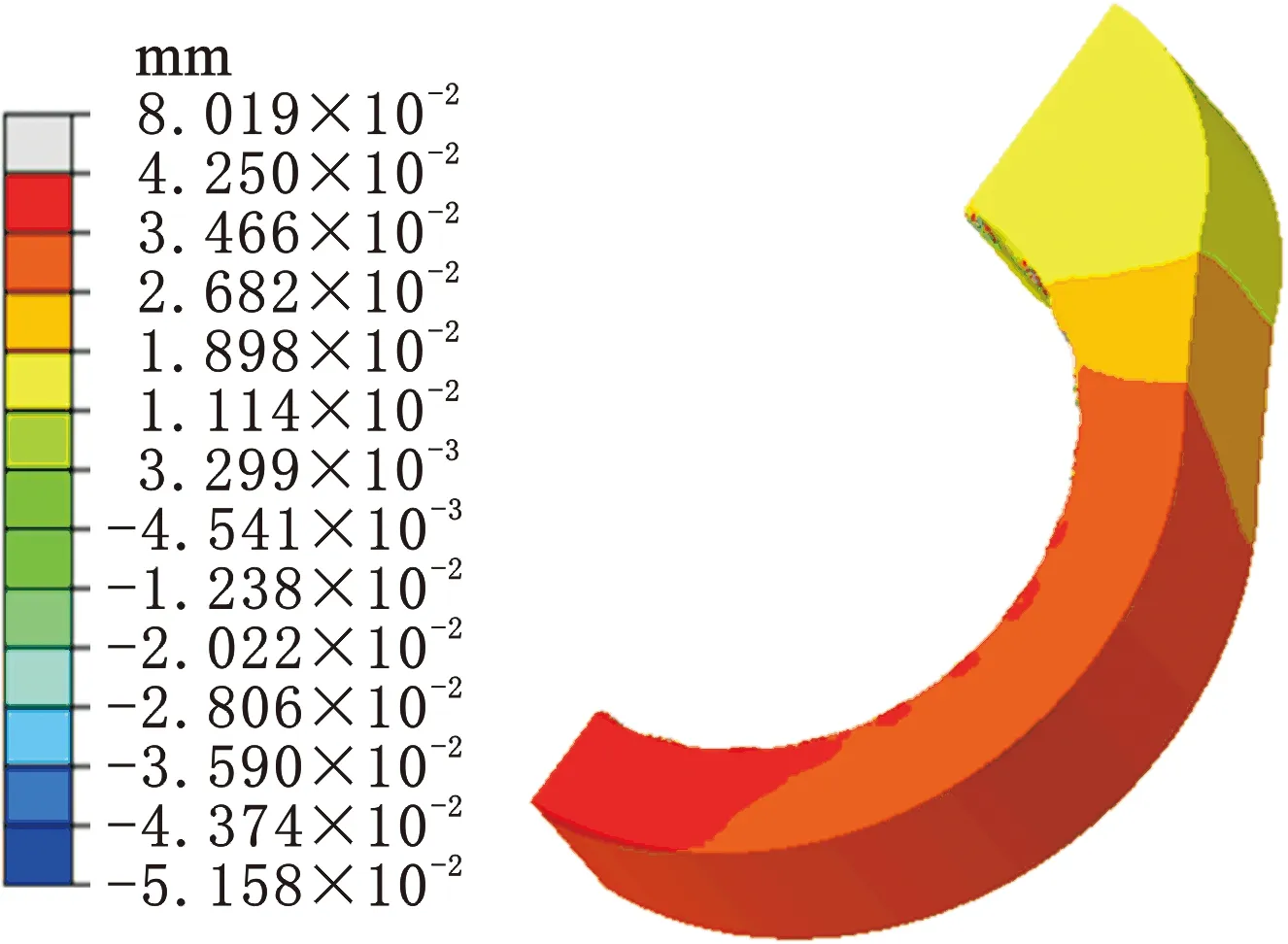
圖12 壓裝過程凸輪片徑向位移云圖Fig.12 Radial displacement contour of the cam lobe after the press-fit process
3.3 扭轉強度預測及校驗
在裝配后的凸輪軸上截取扭轉分析試樣,如圖13所示,采用QD-B1靜扭試驗臺進行破壞性扭轉試驗,規定扭轉曲線最大值為該凸輪軸靜扭強度。圖13所示為試驗及模擬輸出的靜扭強度曲線,曲線明顯分為三個階段:線性上升(軸齒彈性變形)、非線性上升(軸齒塑性變形)以及下降階段(軸齒失效)。模擬與試驗最大扭矩分別為427.2 N·m和392.3 N·m,相差6.8%,兩者均高于某乘用車凸輪軸靜力扭轉強度(200 N·m)要求的90%。最大值對應扭轉角度分別為1.15°和1.26°,模擬與試驗偏差是由有限元模型的理想化及數值化誤差引起,實際扭轉過程中測試設備與夾具間存在機械間隙也是試驗值轉角過大的原因。
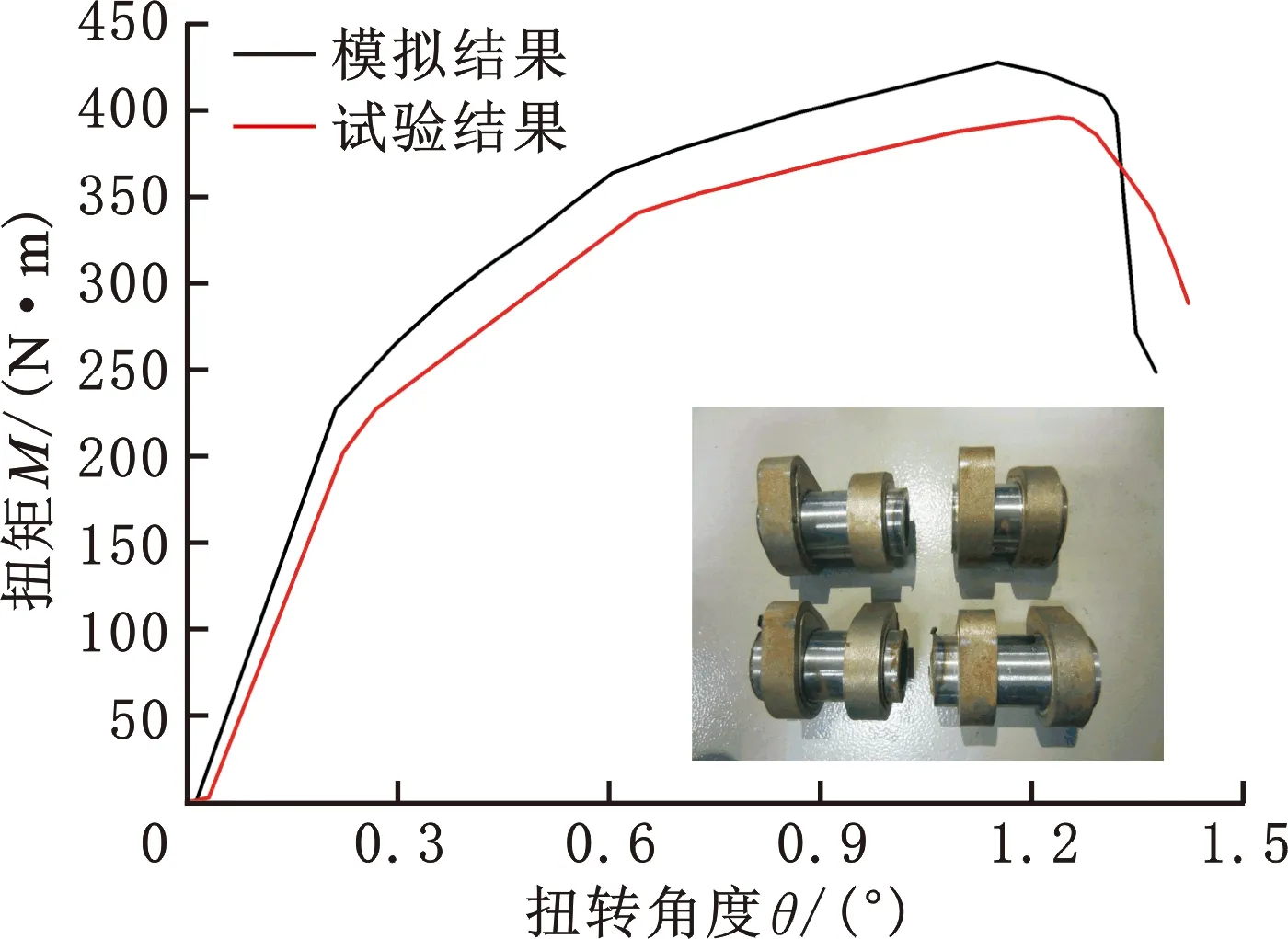
圖13 連接靜扭強度模擬與實測圖Fig.13 Simulation and measurement of static torsion strength of connection
殘余應力對軸齒材料的加工硬化和應變硬化有顯著影響。在相同的軸齒參數下,比較滾花加工硬化對壓裝力及靜扭強度的影響,建立齒高為0.68 mm,齒頂角為80°的軸齒模型,與前述滾花加工后傳遞的軸齒不同,該模型只具備軸齒的幾何形狀,而無法保留滾花后軸齒表面的殘余應力。在齒參數一樣的前提下,將直接建立的軸齒模型A(應變硬化軸齒)與傳遞軸齒模型B(非應變硬化軸齒)分別進行壓裝和扭轉模擬,兩者的壓裝及扭轉模型對比結果如圖14、圖15所示,A模型對應材料有更高的屈服強度,使得壓裝力和扭轉強度也較高,分別較B模型的模擬結果高11.8%和10.7%,這說明模擬中考慮加工硬化及應變硬化對準確預測壓裝力及靜扭強度值有顯著影響,本文進行系統的徑向滾花-壓裝-扭轉過程分析一體化模擬具有實際意義。
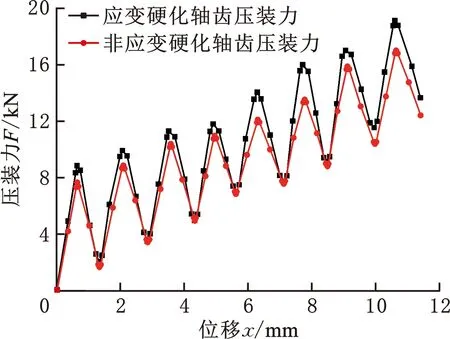
圖14 應變硬化效應對壓裝力模擬結果的影響Fig.14 Effects of strain hardening material model on the press-fit load
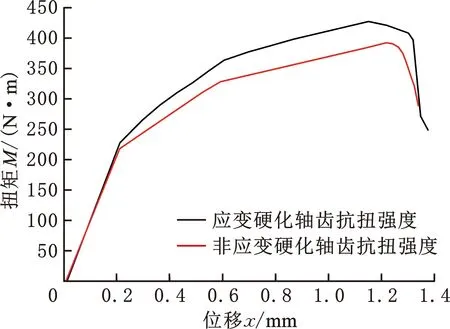
圖15 應變硬化效應對靜扭強度模擬結果的影響Fig.15 Effects of strain hardening material model on the static torsional strength
在連接區面積不超過一定量的前提下,表3給出了不同的滾花刀幾何參數及進給百分比所對應的裝配壓裝力和靜扭強度值。通過對比可知,試驗與模擬壓裝力相差在11%以內,靜扭強度值相差在10%以內,據此,判定壓裝力、靜扭強度模擬結果真實可信,該有限元模型在一定程度上可代替試驗獲取裝配壓裝力及靜扭強度。
從表3中數據可以看出,壓裝力越大靜扭強度越大,壓裝力最高達24.8 kN,對應齒高及齒頂角分別為0.68 mm和55°;最大靜扭強度為468.2 N·m,超過乘用車發動機凸輪軸技術要求90%以上,但裝配參數不同,強度值差異很大。對于單個軸齒而言,齒高越高所需壓裝力越大,連接強度越大,同時,隨著齒頂角增大,裝配壓裝力及連接強度也顯著提高。然而,當凸輪與軸管尺寸一定時,尤其是凸輪厚度確定后,兩者的連接區面積即可確定,齒數會隨著單齒高度和齒頂角的增大而減少,所以當連接區面積一定時,壓裝力及靜扭強度并非與齒高、齒頂角成正比。進給量在80%~90%之間,裝配壓裝力和連接靜扭強度均隨進給量增大而增大,但超過90%后,進給量過大,會造成軸齒損壞。此外,在凸輪與軸管連接靜扭強度滿足技術要求后,減小壓裝力為主要目標,但兩者成正比關系,因此需要平衡兩者的取值。表3中1號參數組合在提高凸輪軸性能和降低潛在的凸輪片損傷風險方面優于其他參數組合。本文提到的模型方法對滾花刀參數優化設計和預測接頭連接性能意義顯著。
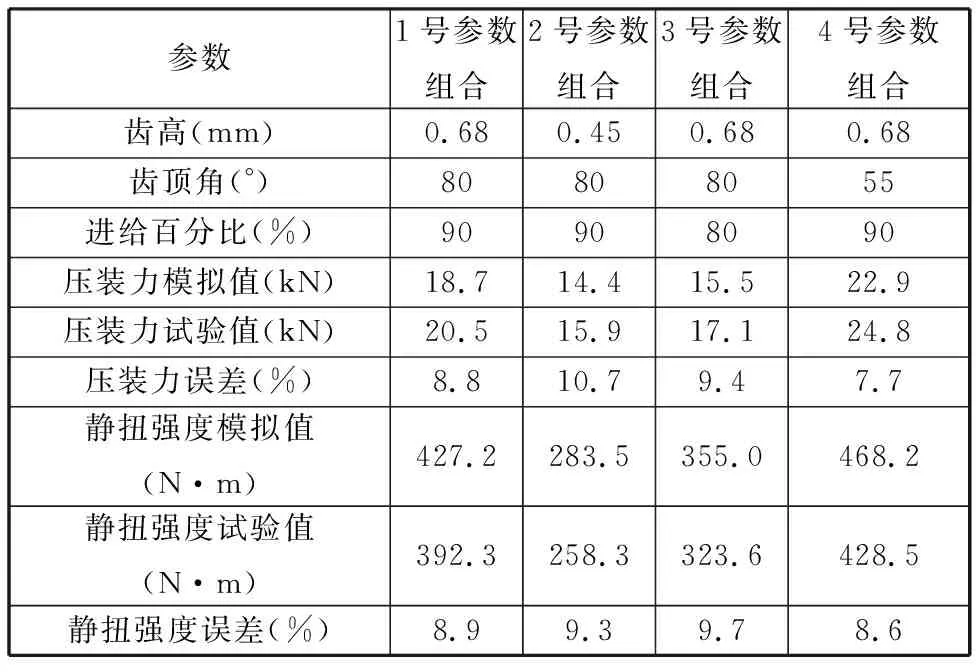
表3 模擬與試驗的對應壓裝力和靜扭強度
4 結論
通過建立滾花、壓裝和扭轉測試連續工步子模型,并進行基于應力和應變場連續傳遞的系統模擬,結合試驗驗證,定量分析了刀具齒高、齒頂角和進給量三個重要參數對組合式凸輪軸徑向滾花連接的影響。結論如下:
(1)滾花后軸齒表面存在227 MPa的平均殘余應力,壓裝后凸輪與軸管大部分連接區域壓配應力超過300 MPa,殘余應力對壓裝及靜力扭轉結果有顯著影響,進行滾花、裝配及扭轉的系統性模擬十分必要。
(2)滾花時僅軸管表面金屬發生劇烈塑性流動,內部則無任何變形,壓裝力曲線呈現波動上升趨勢。當齒高為0.68 mm,齒頂角為80°時可獲得壓裝力較小,靜扭強度較大的裝配結果,對應最大壓裝力為18.5 kN,可以預見凸輪承受較大的徑向擴徑載荷,且軸管存在失穩風險;通過模擬預測的凸輪片外廓徑向位移為0.0268~0.0346 mm,凸輪裝配精度較高。
(3)模擬預測和試驗靜扭強度曲線的最大值分別為438.2 N·m和406.5 N·m,均超過乘用車靜扭強度要求的90%以上;靜扭曲線分為線性、非線性上升及下降階段,曲線隨裝配參數的變化波動顯著,靜扭強度與壓裝力成正相關。
(4)裝配區域一定,裝配壓裝力、靜扭強度及凸輪外廓徑向位移均與滾花刀齒高、齒頂角及進給量成非線性相關。開展相同條件下模擬及試驗對比,結果顯示:軸齒成形及變形情況高度一致,多組對比顯示壓裝力及靜扭強度曲線吻合度高,誤差均低于11%,說明模擬結果真實可信。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
