灰鐵機體件熱裂紋的研究及預防
2022-03-29 02:24:16韓志濂張聚輝許景峰鞠欣寶
中國鑄造裝備與技術 2022年2期
韓志濂,張聚輝,許景峰,鞠欣寶
(濰柴重機股份有限公司,山東濰坊 261108)
0 前言
裂紋是發動機鑄件最危險的缺陷之一。未被發現的裂紋會隨著發動機的運行、震動而變大延伸,輕則造成部件漏水、漏油,重則導致整個發動機破損崩潰,造成無法挽回的損失。
按裂紋產生的溫度范圍,裂紋可分為熱裂紋和冷裂紋。金屬液在凝固后期,已形成固相骨架,如果此時受到應力,枝晶間裂開且又得不到附近金屬液完全補充就會形成熱裂紋。冷裂紋是指在金屬液完全凝固后,局部受到的應力超過此時鑄件的強度而產生的裂紋。熱裂紋形成在液固混合期,裂縫較寬,而且呈撕裂狀,裂紋的表面被嚴重氧化而呈氧化色,沒有金屬光澤。冷裂紋形成在完全凝固后,高溫下產生的冷裂紋也會因被氧化而呈黑褐色,且隨形成溫度的降低裂紋表面的氧化色逐漸變淡,低溫下有金屬光澤。無論程度多嚴重的冷裂紋,兩裂紋面都可嚴絲合縫虛擬地合在一起,但熱裂紋沒有這一特征,這也是快速區分熱裂紋與冷裂紋的方法之一。
我公司生產的一種V 型發動機機體毛坯,12缸,重1172kg,HT280 材質,砂芯采用冷芯盒工藝,砂型采用堿性酚醛樹脂自硬砂工藝,油底結合面朝上的底注工藝。實際生產中,在鑄件油底結合面缸與缸之間連接開檔處會經常出現裂紋缺陷,圖1、2 分別是裂紋出現的位置和形態。分析裂紋出現在鑄件毛坯的厚大處,形態符合熱裂紋特征,確認此裂紋為熱裂紋。熱裂紋有內裂紋和外裂紋之分,V 型發動機機體裂紋裂口向外,屬于外裂紋。
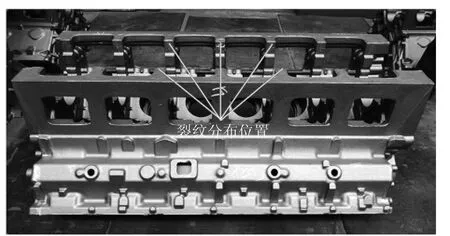
圖1 裂紋出現的位置
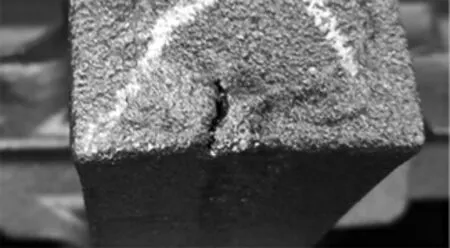
圖2 裂紋的形態
1 問題統計分析
為了方便統計,對裂紋出現的位置按圖3 方式進行了編號標注。表1 是V 型發動機機體在四個月的生產中出現的裂紋缺陷位置統計。
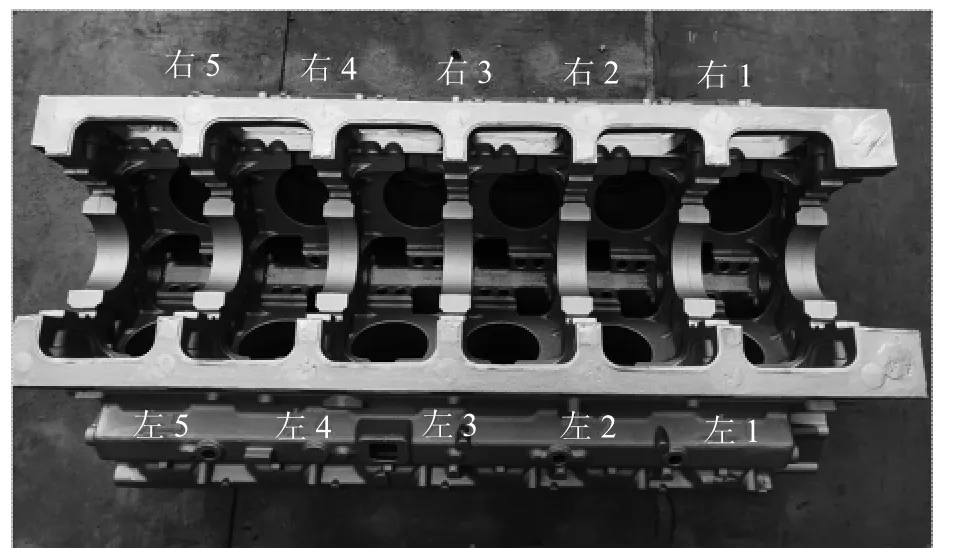
圖3 裂紋位置統計示意圖
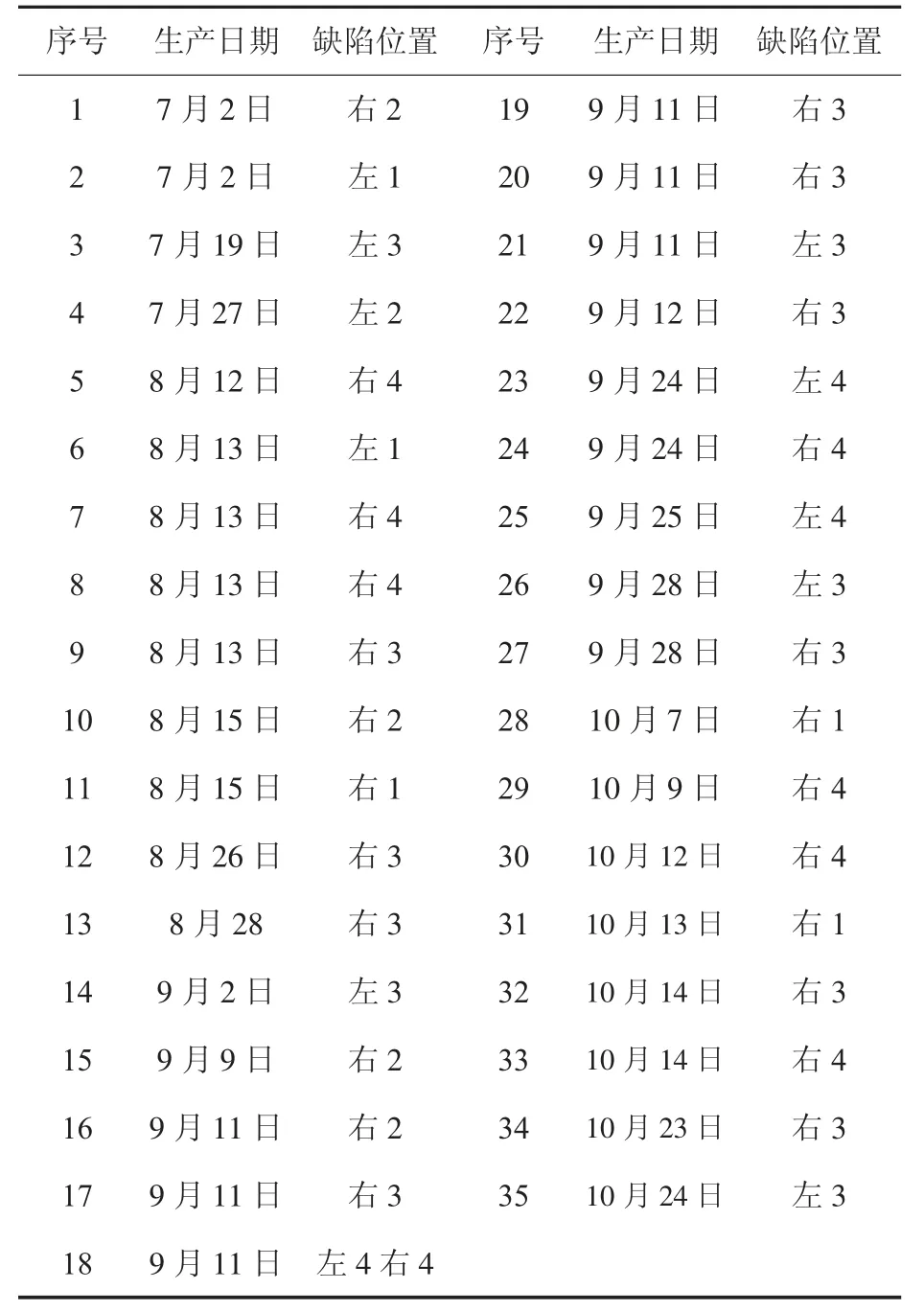
表1 裂紋情況統計
從統計數據可以看出,右側出現熱裂紋的幾率遠大于左側,比例為2.4:1;另外有一臺機體左右側都出現了熱裂紋。按時間分析,熱裂紋出現幾率并不均衡,但8 月13 日與9 月11 日分別發現了4 臺和6 臺熱裂紋的機體,較為集中,裂紋缺陷率為50%。
按照裂紋發生的相對位置進行統計(如圖4),熱裂紋主要集中在中間兩檔,占比為72.2%,尤其是第三檔位出現15 件,發生率41.7%。
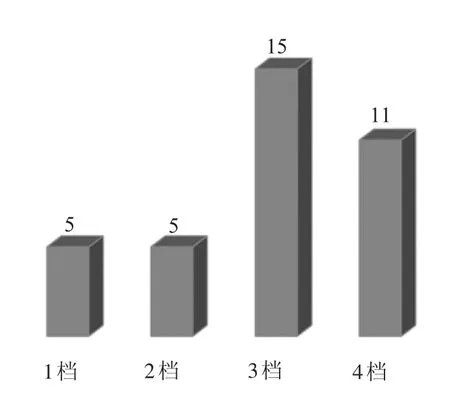
圖4 裂紋出現的檔位統計柱狀圖
通過對鐵水化學成分、爐前處理和澆注等過程對比排查分析,排除了鐵水成分波動對熱裂紋產生的影響。
2 熱裂形成機理
V 型發動機機體連接開檔處深入到芯子內部,散熱較慢,與外側壁相比,鐵水澆注后到完全凝固,時間間隔變長,形成熱裂紋的幾率更大。
V 型發動機機體采用的是底注工藝,頂部的鐵水溫度低、先開始凝固;底部的鐵水溫度高且由于鑄件的澆注重量主要集中在下部,導致開始凝固時間延遲。先凝固的頂部此時進行線收縮,頂面外側壁與開檔處受到的是收縮應力。下部的鐵水溫度高、溫差大,底部凝固時,液態收縮和固態收縮疊加一起,會產生較大的線性收縮力;此時的頂部基本已完成凝固,但由于中間芯子的存在,底部的線性收縮力因杠桿作用傳遞到頂面就會變成一個拉伸應力,當頂部的芯子不能完全抵消傳遞過來的應力時,頂部各部位受到的應力便會變成拉伸應力,若此時連接開檔處還未完全凝固,便可能形成熱裂紋。
為了進一步確認熱裂紋形成機理,對產生熱裂紋的連接處的開檔厚度進行了檢測。圖5 是檢測方法,表2 是檢測數據。
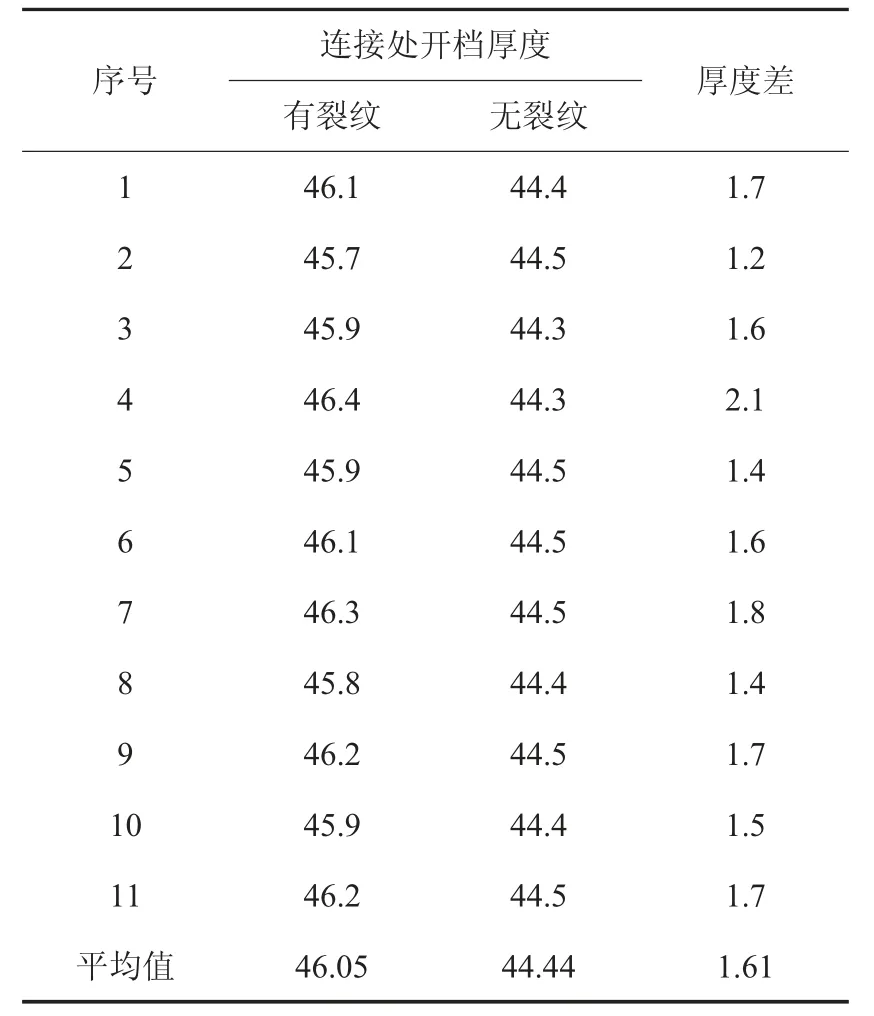
表2 開檔厚度檢測數據
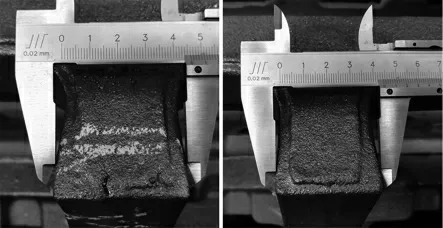
圖5 裂紋處厚度檢測
裂紋的連接開檔處厚度平均值為46.05mm,而完好的開檔平均厚度僅為44.44mm,兩者相差1.61mm,有熱裂紋的開檔處頂部普遍變厚。這表明,在凝固過程中砂芯阻力不足以抵消傳遞過來的應力而導致砂芯表面向內位移,開檔處拉伸,熱裂紋形成。
3 試驗改進過程
3.1 問題解決思路
現有工裝已經投入生產,底注工藝已無法改變,為此構思了以下幾個解決思路:
(1)改變開檔處凝固環境。增加冷鐵,加速開檔處的凝固,在應力未變換成拉伸應力前凝固完畢,提前具有了剛性強度,預防熱裂紋發生。
(2)凡是能減小合金在結晶溫度范圍內線收縮量的元素或相變都能降低鑄件形成熱裂紋的傾向。可以通過減少硫、磷等元素含量來降低熱裂紋形成的幾率。
(3)厚壁鑄件澆注溫度過高會增加鑄件的液態收縮、減緩冷卻速度,會使初晶粗化,形成偏析,進而促進熱裂紋的形成。據此可采用低溫慢澆工藝,但此工藝會導致機體的薄壁處可能出現冷隔缺陷,存在風險。
經研究分析,擇優選取了增加冷鐵的工藝進行驗證。
3.2 驗證過程
為了保證驗證效果,只在更易產生熱裂紋的機體右側增加冷鐵工藝,對比分析新工藝的有效性。圖6 是V 型發動機機體右側使用冷鐵生產的砂型。

圖6 V 型發動機機體上砂型
進行了四批次共計35 臺V 型發動機機體的加冷鐵工藝試驗,所有加冷鐵的連接開檔處都未產生熱裂紋,但有4 臺機體在未加冷鐵的機體左側連接開檔處出現了熱裂紋,對比表明加冷鐵工藝效果顯著。
3.3 工裝完善使用
在模樣放置冷鐵部位加裝強力磁鐵,保證冷鐵在造型震實過程中保持位置固定。工裝正式投入使用后,連接開檔處熱裂紋缺陷基本得到解決。圖7 是正式生產時的冷鐵布置情況。
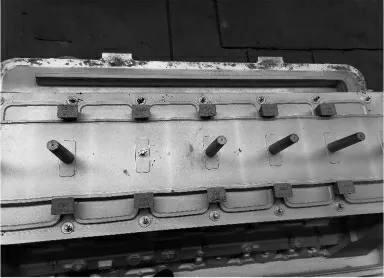
圖7 完善后的加冷鐵工藝
4 結論
(1)頂部出現熱裂紋與采用的底注工藝有關。澆注完畢后頂部溫度低于底部溫度,凝固時易產生較大應力,尤其是像V 型發動機機體澆注重量主要集中在下部的這類鑄件,凝固過程后期頂部位置所受的拉伸應力會更大,更易產生熱裂紋。
(2)在易產生熱裂紋的部位加裝冷鐵,促使其提前凝固,保證其在受到應力前具備足夠的剛性強度,可以預防熱裂紋缺陷的產生。
(3)形成各種裂紋缺陷的根本原因是鑄件凝固過程中形成的應力過大、過于集中所致。針對毛坯的結構特點,選擇合理的澆注工藝設計可以有效地減少鑄造應力的形成或消除凝固過程中應力的不良傳遞。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
山東冶金(2019年6期)2020-01-06 07:45:54
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
汽車與新動力(2015年1期)2015-02-27 12:11:01
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:27
