高架橋鋼箱梁焊接工藝及質量控制探討
2022-03-29 05:55:32趙俊平
科技創新與應用 2022年7期
趙俊平
(中交一公局廈門工程有限公司,福建 廈門 361021)
在高架橋工程的施工建設過程中,鋼箱梁的應用非常廣泛,且在保證高架橋承載能力、強化高架橋使用功能方面表現出了非常突出的優勢。但是,鋼箱梁焊接施工工藝的應用具有一定的復雜性。如果沒有做好相應的質量控制措施,使鋼箱梁出現變形等質量問題,那么高架橋的安全運行就會受到影響,人們的生命財產安全也會受到威脅。在這種情況下,必須要對高架橋鋼箱梁的焊接工藝進行詳細分析,并提出針對性的質量控制措施。
1 工程概況
海秀快速路(二期)工程項目,位于海口市秀英區長流組團內,為城市主干道,是海秀快速路(一期)工程的西延伸,沿長濱東十七街線位西起粵海大道東至長濱路,全長約4.397 km,其中共計8聯單跨主線橋,分別為:P17-P18(55 m)、P39-P40(50 m)、P40-P41(50 m)、P69-P70(55 m)、P75-P76(55 m)、P88-P89(50 m)、P100-P101(65 m)、P112-P113(65 m)。主線標準寬度為25.5 m。本項目主線鋼箱梁為大截面單箱多室鋼箱梁,梁高1.68~2.95 m,箱梁頂面標準寬21.6 m,箱梁底面寬度為13.1 m,兩側懸臂長度為4.3 m,鋼材材質為Q345C,單跨標準截面鋼箱梁最大重量831.52 t。本項目的鋼箱梁所采用鋼材材質為Q345C鋼,鋼材符合GB/T 1591—2008《低合金高強度結構鋼》的要求。鋼板板厚共有5種規格,分別為:8 mm、12 mm、14 mm、20 mm和24 mm。
2 高架橋鋼箱梁焊接工藝
2.1 焊前準備
2.1.1 材料復檢
海秀快速路(二期)工程項目采用的是Q345C鋼。材料在進入施工現場之后,要嚴格按照GB/T 1591—2008《低合金高強度結構鋼》和TB 10212—2009《鐵路鋼橋制造規范》中的相關要求進行復檢。復檢內容主要包含Q345C鋼材料的化學成分分析、拉伸、彎曲、沖擊和時效沖擊等[1]。只有復檢結果通過,才能夠允許Q345C鋼材料投入使用。根據鋼板選擇與母材相匹配的焊接材料,即CO2焊藥芯焊絲和CO2焊實芯焊絲。針對這些焊材,需要在出廠時具備合法、有效的質量證明書和檢驗報告,在正式焊接施工之前,需要嚴格按照相關要求進行化學成分的復檢和力學性能的復檢。
2.1.2 焊接工藝評定
根據海秀快速路(二期)工程項目中高架橋的結構特點,決定使用CO2氣體保護焊、埋弧焊(包括定位焊),并選取典型焊縫進行焊接工藝評定試驗。如圖1所示,按照此流程進行焊接工藝流程評定。
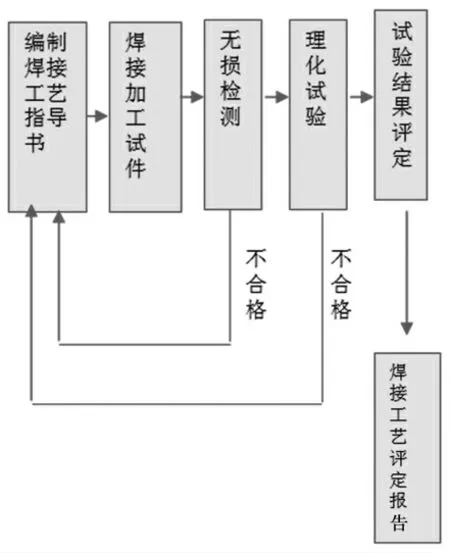
圖1 焊接工藝評定流程
對焊接接頭進行歸類,可以將其分為對接焊縫、全熔透角焊縫、坡口部分熔透角焊縫和T形接頭角焊縫。其中,對接焊縫包括:第一頂板、底板、腹板對接焊縫;第二頂板、底板、腹板對接焊縫(現場);第三U肋嵌補段對接焊縫(現場)等。全熔透角焊縫包括腹板與頂、底板間全熔透角焊縫。坡口部分熔透角焊縫包括以下兩種:第一U肋與頂板間坡口部分熔透角焊縫;第二U肋嵌補段與頂板間坡口部分熔透角焊縫(現場)。T形接頭角焊縫包括以下兩種:第一橫隔板與頂、底、腹板間T形接頭角焊縫;第二加勁肋T形接頭角焊縫等[2]。海秀快速路(二期)工程項目焊縫質量要求見表1。在完成焊接工藝評定之后,還需要根據相應的評定報告進行“焊接工藝卡”的編制,并將其下發到焊接班組,做好相應的工藝交底與工藝指導工作。
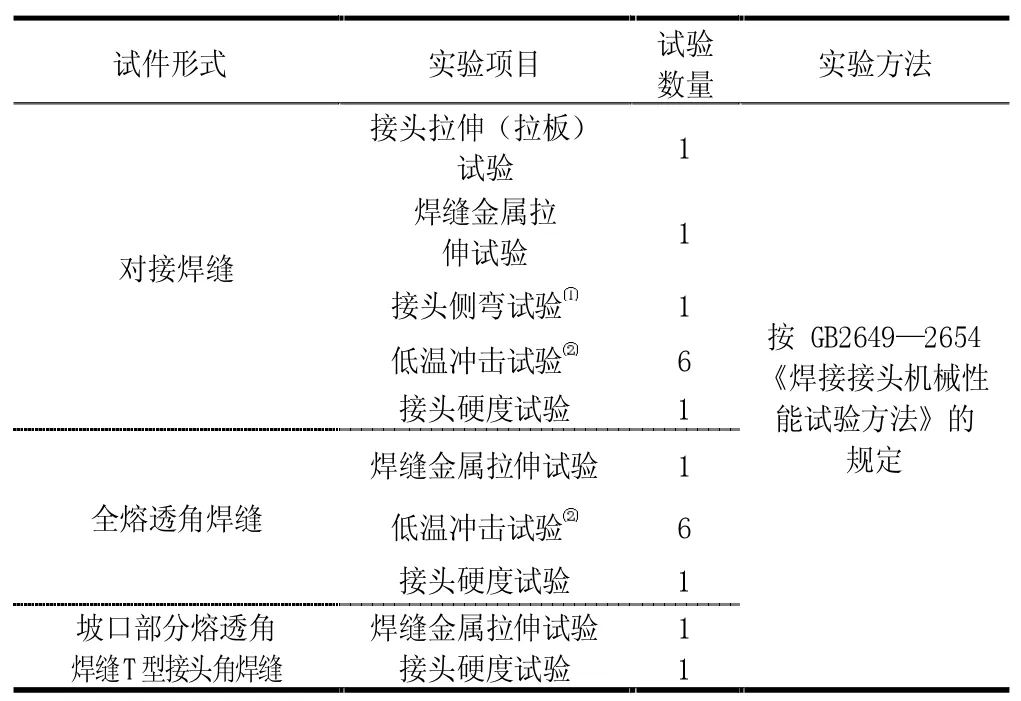
表1 海秀快速路(二期)工程項目焊縫質量要求
2.1.3 焊工培訓
在高架橋鋼箱梁焊接施工中,焊工的專業技術水平,對于焊縫質量的控制有著決定性影響,所以在正式開始焊接施工之前,不僅要選出已經考取焊工行業資格證書的焊工,還要對其進行10 d以上的焊接技能培訓,加強其對相關焊接工藝的掌握靈活度。待培訓合格后,才能進入施工現場,參與安裝焊縫的焊接。
2.1.4 焊接工藝文件的編制
在完成焊接工藝評定,并保證評定結果合格之后,進行“鋼箱梁焊接施工作業專項方案”的編制[3]。同時,將參與鋼箱梁焊接施工的各個方面組織起來,與專家一起進行專項評審,確保所有人員都認為工藝評定結果符合高架橋鋼箱梁焊接工藝要求,專項方案也符合高架橋鋼箱梁焊接工藝要求。
2.2 安裝焊接
2.2.1 坡口形式
鋼箱梁的焊接施工,需要安排在鋼箱梁分段安裝和調整之后。對接焊縫的安裝,指的是鋼箱梁分段之間面、底板的縱向、橫向對接焊縫及斜腹板間的對接立焊縫。在布置面、底板對接焊縫坡口的時候,需要采用平焊位焊接。
2.2.2 焊接順序
針對鋼箱梁的焊接,需要注意以下幾方面。第一,在焊接施工過程中,需要遵循先中后邊原則、先垂后平原則、先縱后橫原則、先拉后壓原則以及對稱同時原則[4]。第二,針對鋼箱梁主體內部構件的焊接,涉及橫隔板的焊接施工、縱向腹板的焊接施工以及加強勁板的焊接施工。需要注意的是,這3個部位的施工,需要嚴格按照先垂縫后平縫原則和先縱向結構后橫向結構的原則進行對稱焊。第三,腹板與頂板、底板之間的貼合要緊密,同時將組裝焊接的間隙控制在5 mm以下。第四,針對鋼箱梁的裝配,需要先在單坡口的反面,對腹板和頂板、底板實施定位焊,并對箱梁的兩端實施加強定位焊[5]。第五,針對鋼箱梁主體的4條主角焊,在正式開始焊接之前,需要先焊接完箱內各個構件的角焊縫,然后再將弧板和收弧板安裝到焊縫兩端。之后,在焊接兩條主角焊縫的時候,焊工需要同時操作2臺焊機。先焊接兩條主角焊縫,再焊接另外兩條角焊縫。在焊接過程中,必須要確保焊縫表面成凹形狀,并逐步向木材過渡,防止出現咬邊問題。
2.2.3 焊接工藝要點與工藝措施
在對鋼箱梁進行焊接的時候,需要加強坡口間隙與角度的控制。在對坡口間隙進行調整的時候,需要嚴格參照相關標準寬度,避免出現填充量增加,或者熱量輸入增加的情況,使焊接殘余應力變大,引起焊接變形等問題的出現。在進行打底焊接的時候,需要對電流進行嚴格控制,不能出現襯墊被燒穿的情況[6]。在焊接過程中,要最大限度地控制熱量的輸入,并優先以小線能量進行焊接。在焊接過程中,還要均等分散焊接,不能在一個部位進行集中式焊接。在焊接的時候,需要從結構中心開始,逐步向外焊接。如果板厚存在明顯的差異,需要先焊接厚板,再逐步過渡到薄板。海秀快速路(二期)工程項目中試板厚度及相關施工要求見表2。如果選擇氣體保護焊,一旦風速在2 m/s以上,就需要采取針對性的防風措施。例如,可以為了保證局部防風效果,使用擋風板和防風雨棚。
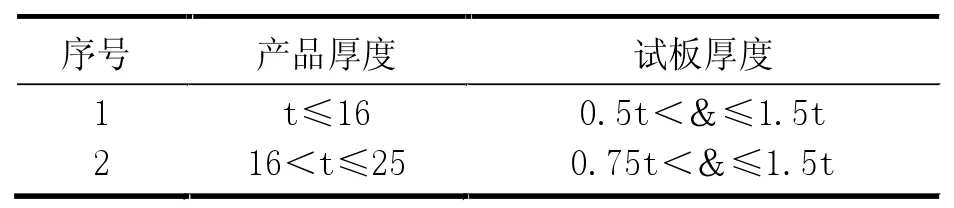
表2 海秀快速路(二期)工程項目試板厚度
2.2.4 產品焊接試板
如果對接焊縫橫向受拉,可以先對對接接頭長度進行分析,并以此為基礎進行產品試板的安裝。之后再對產品試板進行探傷,確認沒有問題后,再進行相應的接頭拉伸試驗、接頭側彎試驗以及焊縫金屬低溫沖擊試驗,確保其符合焊接工藝評定中的相關規定。
3 高架橋鋼箱梁焊接施工質量控制
3.1 制定明確的質量控制目標
在高架橋鋼箱梁焊接施工中,要想加強對焊接施工質量的控制,需要制定明確的質量控制目標。首先,創建高架橋鋼箱梁焊接施工技術質量領導小組,由項目經理任命領導小組的組成,由項目總工和質檢工程師任命領導小組的副組長,進而通過這一領導小組將施工單位的優勢充分發揮出來,提高鋼箱梁安裝施工的科學合理性。其次,嚴格按照高架橋鋼箱梁焊接施工標準與質量保障體系中的相關要求進行施工作業。再次,加大新型鋼箱梁焊接施工工藝的研發與推廣,加大新型焊接施工材料的應用,借助先進焊接施工工藝與新型焊接施工材料的優勢提高高架橋鋼箱梁焊接施工質量。最后,做好鋼箱梁焊接施工的管理工作,通過科學合理的管理措施,來加強施工質量的控制,提高鋼箱梁焊接施工的品質。
3.2 制定針對性的質量管理辦法
在高架橋鋼箱梁焊接施工中,要想加強對焊接施工質量的控制,需要制定針對性的質量管理辦法,借此強化高架橋鋼箱梁焊接施工質量控制。而且,制定針對性的質量管理辦法,還可以提升施工單位的核心競爭力,使其在日益激烈的市場競爭中占據一席之地。在制定質量管理辦法的時候,不僅要對施工質量監管予以重視,還需要加大相應的施工質量考核力度,預防施工現場各類質量事故的發生。
3.3 加強鋼箱梁安裝焊接質量的控制
在高架橋鋼箱梁焊接施工中,要想加強對焊接施工質量的控制,就需要加強對鋼箱梁安裝焊接質量的控制。首先,在鋼箱梁安裝焊接過程中,要對相應的天氣因素以及環境因素進行嚴格地控制,降低外界溫度、濕度以及風力對焊接施工質量的影響。同時,加強整個安裝焊接施工過程的監督與控制,如果發現焊接施工環境不理想,則要另行安排時間進行安裝焊接。其次,對安裝焊接施工過程中使用到的焊絲進行嚴格檢查,如果其強度不符合要求,或者復檢不通過,那么要嚴禁將其應用到安裝焊接施工當中。海秀快速路(二期)工程項目中焊接材料的質量控制要求見表3。最后,加強對非法操作的控制,如果發現倒焊、塞條等非法操作的存在,要進行嚴厲地懲處[7]。同時,在安裝焊接施工中,每完成一條焊縫的焊接,都要進行相應的質量檢查。
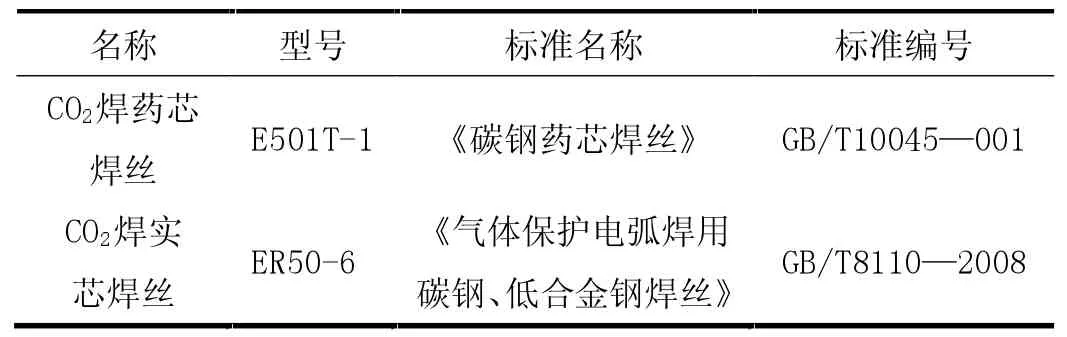
表3 海秀快速路(二期)工程項目焊絲質量控制要求
另外,在高架橋鋼箱梁焊接施工中,要想加強對焊接施工質量的控制,在選擇鋼材方面,還需要優先選擇具有以下特點的鋼材:第一屈服強度高,第二抗拉強度高,第三可焊性好[8]。只有這樣的鋼材,才能夠降低實際施工中鋼材的消耗量,降低鋼材的運輸成本以及安裝成本。
4 結束語
綜上所述,在高架橋鋼箱梁施工過程中,焊接是一項非常重要的施工工藝。但是,鋼箱梁的焊接施工具有一定的復雜性,對于焊工人員的技術要求比較高。對此,要正確應用焊接施工工藝,并加強對焊接施工質量的控制,進而將整個高架橋的運行優勢充分發揮出來,就必須要嚴格按照相關流程和順序進行焊接施工。與此同時,還要制定明確的質量控制目標、制定針對性的質量管理辦法和加強鋼箱梁安裝焊接質量的控制。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39