氬弧焊焊接18Ni馬氏體時(shí)效鋼(250)薄板焊接接頭的組織和力學(xué)性能研究
2022-03-31 06:10:36陳元園沈少波李嘉慶
四川冶金 2022年1期
陳元園,沈少波,汪 晨,李嘉慶
(北京科技大學(xué)冶金與生態(tài)工程學(xué)院,北京 100083)
馬氏體不銹鋼(250)是一種非常低碳的高合金鋼,最早開發(fā)于20世紀(jì)60年代,具有超高強(qiáng)度、超高韌性、良好的形成性和優(yōu)良的焊接性。同時(shí)它已經(jīng)被廣泛用于航空航天領(lǐng)域,特別是火箭發(fā)動(dòng)機(jī)殼體的制造,但是涉及這些材料的大規(guī)模應(yīng)用都需要焊接。對(duì)于馬氏體不銹鋼(250),一般采用攪拌摩擦焊(FSW)[1-3]、激光束焊(LBW)[4-6]、鎢極氬弧焊(GTAW或TIG)[7-8]等焊接工藝。鎢極氬弧焊(簡(jiǎn)稱GTAW或TIG)是以鎢或鎢合金作為電極,用氬氣作為保護(hù)氣體的電弧焊方法,它具有成本低、焊接質(zhì)量好、接頭效率高、工藝控制嚴(yán)密和靈活性高等優(yōu)點(diǎn),廣泛應(yīng)用于馬氏體不銹鋼,但是氬弧焊焊接馬氏體時(shí)效鋼也存在很多缺點(diǎn),比如焊接電流過(guò)大使得焊縫區(qū)晶粒粗大,焊絲選擇不當(dāng)導(dǎo)致焊縫夾雜物多,焊接速度過(guò)高可能使得焊縫區(qū)未焊透,所以選用合理的焊絲和工藝參數(shù)會(huì)減少和避免這些缺陷。研究表明,為了減少焊縫金屬中逆轉(zhuǎn)奧氏體的形成、提高接頭的韌性,應(yīng)采用Ti、Mo含量較低的焊絲;為了防止夾雜物、裂紋等焊接缺陷,應(yīng)限制N、H、O、S、P等雜質(zhì)含量[9];為了改善焊縫金屬的組織、提高抗裂性、增加韌度,要求焊接材料的含碳量要低于母材。同時(shí),對(duì)于不同類型的馬氏體時(shí)效鋼焊接接頭的組織性能的研究報(bào)道也很多,邵犬等[10]對(duì)某種無(wú)鈷?cǎi)R氏體時(shí)效鋼進(jìn)行氬弧焊焊接,對(duì)焊接接頭宏觀組織和顯微硬度進(jìn)行了測(cè)量,發(fā)現(xiàn)焊接接頭熱影響區(qū)的寬度隨熱量的增加而增加,焊接接頭由等軸晶和柱狀晶組成;黃孝瑛等[11]通過(guò)透射電鏡、電子衍射發(fā)現(xiàn)馬氏體時(shí)效鋼(250)焊縫處柱狀晶間存在的白色塊狀物是逆轉(zhuǎn)變奧氏體;林茂燕等[12-13]指出氬弧焊焊接馬氏體時(shí)效鋼中焊縫處的奧氏體相偏析是不可避免的,可以通過(guò)使用低鈦低鉬的焊絲來(lái)減輕奧氏體偏析相。但是目前沒有文獻(xiàn)針對(duì)馬氏體時(shí)效鋼(250)的氬弧焊焊接接頭的顯微組織和力學(xué)性能做出系統(tǒng)的報(bào)道,因此我們展開本項(xiàng)工作。
1 實(shí)驗(yàn)部分
1.1 實(shí)驗(yàn)材料
所研究的材料是18 %Ni(250)馬氏體時(shí)效鋼,冶煉設(shè)備是鄭州爾莫新材料科技有限公司生產(chǎn)的KZG-10真空熔煉爐和感應(yīng)爐,符合AMS6514G標(biāo)準(zhǔn),其形式為2-3 mm厚的薄板,在固溶退火條件下接收。金相組織(如圖1)由條狀的馬氏體和細(xì)小的金屬?gòu)?qiáng)化物(Ni3Ti,Mo3Ti)等[14]構(gòu)成,成分如表1所示。
1.2 硬度測(cè)試
圖2代表切割后的實(shí)驗(yàn)焊樣和拉拔樣,由于焊接件太大,所以將焊接件切割成42 mm×3 mm×3 mm的樣品。采用上海敏新檢測(cè)儀儀器有限公司生產(chǎn)的MHV-50顯微維氏硬度計(jì)對(duì)樣品進(jìn)行了硬度測(cè)試。測(cè)試之前,對(duì)測(cè)試面(42 mm×3 mm)經(jīng)過(guò)240,600,1200和2000目砂紙打磨處理,然后通過(guò)機(jī)械拋光獲得光亮表面,選取每個(gè)試樣中心作為參考坐標(biāo)原點(diǎn),在此進(jìn)行3× 3陣列的取點(diǎn)測(cè)試,顯微硬度測(cè)試參數(shù)為:載荷500 gF,保壓時(shí)間為10 s。
1.3 金相組織觀察
對(duì)試樣經(jīng)過(guò)240,600,1200和2000目砂紙打磨處理和機(jī)械拋光后,采用改性弗萊試劑(50 ml HCl,25 ml HNO3,1 g CuCl2和150 ml H2O)腐蝕樣品(時(shí)間為40 s),采用寧波舜宇儀器有限公司生產(chǎn)的MX6R正置金相顯微鏡進(jìn)行顯微組織分析。
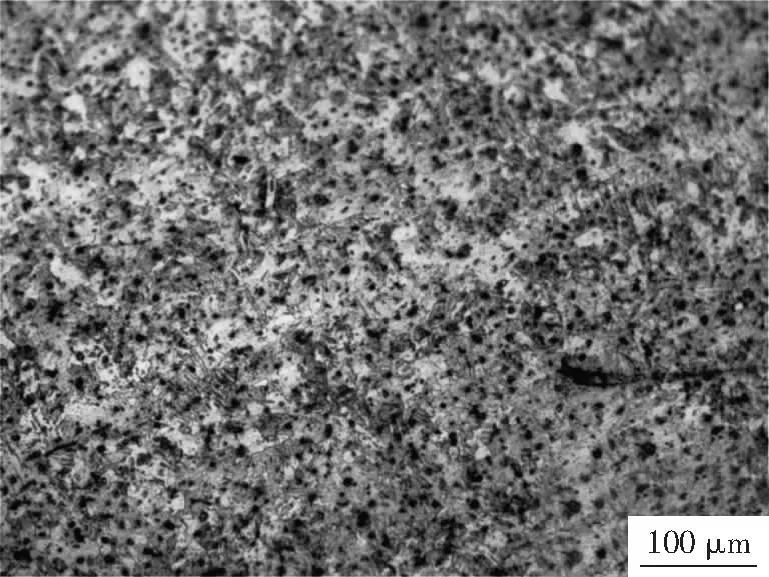
圖1 固溶態(tài)母材的顯微組織(200X)Fig.1 Microstructure of solid solution base metal (200X)
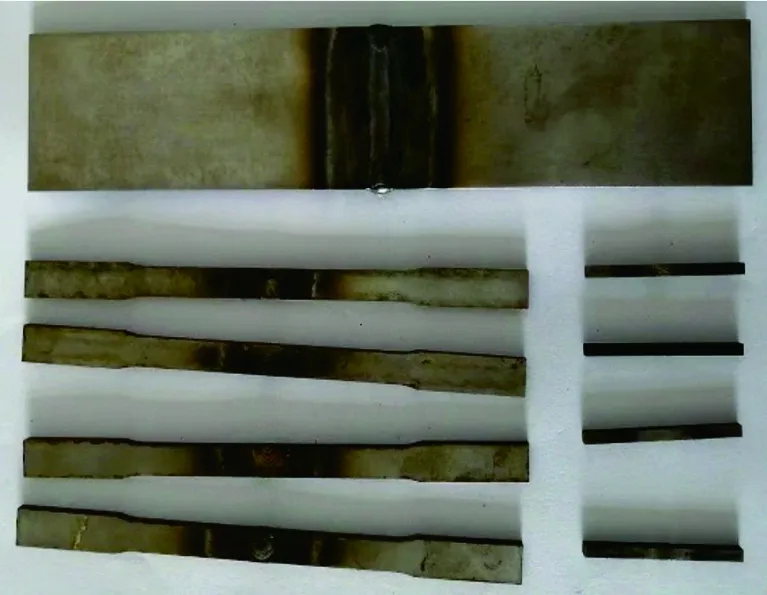
圖2 切割后的實(shí)驗(yàn)焊樣和拉拔樣Fig.2 Experimental welding and drawing samples after cutting

表1 母材和焊絲的成分

表2 焊接參數(shù)
1.4 拉伸測(cè)試
拉伸測(cè)試按照GB/T228.1-2010標(biāo)準(zhǔn)進(jìn)行,試樣的零件圖如圖3所示,試樣的承載方向平行與棒材的擠壓方向。拉伸實(shí)驗(yàn)設(shè)備:美特斯工業(yè)系統(tǒng)(中國(guó))有限公司生產(chǎn)的E45.305微機(jī)控制電子萬(wàn)能試驗(yàn)機(jī),測(cè)試溫度:室溫溫度,拉伸速率:2 mm/min。

圖3 拉伸樣尺寸Fig.3 Stretch sample size
1.5 掃描電鏡組織和斷口觀察
本實(shí)驗(yàn)采用德國(guó)卡爾蔡司納米技術(shù)公司生產(chǎn)的EVO-18鎢燈絲掃描電鏡和加配布魯克Quantax電制冷能譜儀(EDS)來(lái)完成微觀組織分析(晶粒、第二相的形態(tài)、分布和尺寸),同時(shí)對(duì)普通拉伸斷口進(jìn)行觀察。
2 結(jié)果與分析
2.1 焊接接頭宏觀組織和金相組織
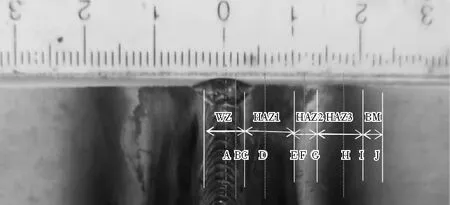
圖4 氬弧焊焊接馬氏體時(shí)效鋼(250)焊接接頭Fig.4 Argon arc welding of maraging steel (250) welded joint

圖5 氬弧焊焊接接頭不同位置的金相組織Fig.5 Metallographic structure of different positions of argon arc welding joints
圖4為馬氏體不銹鋼(250)氬弧焊焊接接頭,我們可以用白色實(shí)線大致劃分WZ(焊縫)、FZ(熔合區(qū))、HAZ(熱影響區(qū))、BM(母材);由于熱影響區(qū)的劃分比較復(fù)雜,我們可以從焊接接頭外觀形貌主要?jiǎng)澐譃槿齻€(gè)區(qū)域,HAZ1代表離焊縫最近的黑色區(qū)域I,HAZ2代表白色區(qū)域,HAZ3代表離焊縫最遠(yuǎn)的黑色區(qū)域II;為了便于研究該焊接接頭的顯微組織,我們?nèi)∫恍┚哂写硇晕恢玫慕鹣鄨D進(jìn)行研究,分別用A,B,C,D,E,F(xiàn),G,H,I,J表示(由于A,B,D,F(xiàn),H位于各區(qū)域中心位置,我們用紅色虛線代表它們的實(shí)際位置;由于 C,E,G,I,J位于各區(qū)域邊緣位置,我們用白色實(shí)線代表它們的位置)。A位于焊縫中心,它的金相組織(圖5(A))主要由等軸晶和逆轉(zhuǎn)變奧氏體構(gòu)成[10-11]。由于焊縫中心熱量集中使得該位置經(jīng)歷快速熔化和凝固,最終生成大量等軸晶(圖4(A)中黃色箭頭標(biāo)注的黑色晶粒);同時(shí)由于焊接過(guò)程會(huì)造成Ti、Co、Ni等合金元素的局部偏析使得焊縫局部As點(diǎn)變低,這將導(dǎo)致焊縫比成分均勻的母材更容易在較低的溫度下產(chǎn)生逆轉(zhuǎn)變奧氏體(圖4(A)中紅色箭頭標(biāo)注的小白亮塊)。B距離焊縫中心2 mm,金相組織中存在柱狀晶(圖5(B)),這是由于存在熱梯度差[12-14];C距離焊縫中心3 mm,熔合區(qū)(圖5(C)中紅色箭頭標(biāo)注)是焊縫區(qū)和熱影響區(qū)之間的過(guò)渡區(qū),寬度很窄[9-10]。鄰接熔合區(qū)邊界左側(cè)部分的區(qū)域多為樹枝狀亞結(jié)構(gòu)[10-14],并且具有發(fā)展良好的側(cè)分枝,這是因?yàn)闊崽荻却笫沟弥Э焖偕L(zhǎng),隨著遠(yuǎn)離熔合線,枝晶尺寸逐漸減小,最后到細(xì)小的等軸晶,靠近熔合區(qū)邊界右側(cè)的區(qū)域是顆粒粗大的條狀馬氏體[12-14]。D距離焊縫中心6 mm,由于焊接熱影響嚴(yán)重[15-16],處于完全的奧氏體化區(qū),冷卻下來(lái)會(huì)形成具有bcc結(jié)構(gòu)的條狀馬氏體[11-12](圖5(D)),該馬氏體耐腐性較強(qiáng),腐蝕后呈現(xiàn)淺色[15-17]。E、F、G分別距離焊縫中心10 mm 、12 mm、15 mm,由于它們的焊接熱影響溫度很高,冷卻后會(huì)生成條狀馬氏體和部分殘余奧氏體,同時(shí)伴隨著金屬間強(qiáng)化物的析出[6-8](金屬?gòu)?qiáng)化物顆粒很小且存在于晶界,光鏡下不易觀察)使得該區(qū)域易于腐蝕,在光鏡下呈現(xiàn)黑色(見圖5(E)、5(F)和5(G))。H,I分別距離焊縫中心18 mm 和20 mm,因?yàn)樗鼈冸x熱源比較遠(yuǎn),受焊接熱影響很小,所以它們的金相組織(圖5(H)和圖5(I))與母材的金相組織相似(J距離焊縫中心23 mm,處于母材區(qū)域,金相組織如圖5(J)所示),主要由條狀馬氏體構(gòu)成。
圖6揭示了氬弧焊焊接接頭的晶粒粒度,晶粒大小沿X軸呈對(duì)稱規(guī)律。我們分別用圖6中的A,B,C,D,E,F(xiàn),G,H,I,J來(lái)表示圖4中對(duì)應(yīng)位置的顆粒粒度,它們的晶粒粒度分別是22 um,16 um,10 um,38 um,17 um,18 um,16 um,16 um,21 um,24 um。從中可以看出焊縫區(qū)(WZ)晶粒粒度由大變小,焊縫中心A處的晶粒粒度最大,這是因?yàn)楹缚p中心熱量集中使得晶粒粗大,越往邊緣熱量越小使得晶粒變小;黑色區(qū)域I(HAZ1)內(nèi)的晶粒粒度最大,這是因?yàn)榭拷缚p的位置受焊接熱影響嚴(yán)重,使其生成顆粒粗大的條狀馬氏體,遠(yuǎn)離焊縫的白色區(qū)域(HAZ2)和黑色區(qū)域II(HAZ3)受熱影響小使得它們的組織與母材相似,主要由20~30 um的條狀馬氏體構(gòu)成。

圖6 氬弧焊焊接接頭的晶粒粒度Fig.6 The grain size of the argon arc welding joint
2.2 焊接組織各區(qū)域硬度分析
圖7揭示了焊接接頭橫截面的顯微硬度,硬度曲線呈馬鞍形分布且沿X軸呈對(duì)稱規(guī)律,測(cè)量結(jié)果也證實(shí)了焊態(tài)接頭中的組織成分存在不均勻性。我們分別用A,B,C,D,E,F(xiàn),G,H,I,J來(lái)代表圖4中焊接接頭對(duì)應(yīng)位置的硬度(每個(gè)位置測(cè)量三次求平均值)。從測(cè)量結(jié)果可以看出焊縫中心A的硬度最低是308.6 HV,這是因?yàn)楹缚p中心熱量集中導(dǎo)致晶粒粗大,同時(shí)該位置經(jīng)歷快速熔化和冷凝過(guò)程,出現(xiàn)偏析、疏松、空洞等;B,C的硬度分別為320.9 HV和324.4 HV,比焊縫中心A的硬度高。這是因?yàn)楹缚p邊緣的熱量相比焊縫中心熱量來(lái)說(shuō)較低,焊縫右側(cè)邊緣的胞狀晶粒較焊縫中心晶粒小(圖6),細(xì)晶強(qiáng)化作用顯著[17-19]; D的硬度是355.6 HV,比焊縫區(qū)域的硬度高,這是因?yàn)殡m然D位置的晶粒比焊縫區(qū)域的晶粒大(圖6),但是其組織主要由條狀馬氏體構(gòu)成(圖5(D)),而焊縫區(qū)域由于元素偏析存在大量逆轉(zhuǎn)變奧氏體(圖5(A)),所以硬度偏低;E,F(xiàn),G的硬度依次是380.4 HV、420.4 HV、418.7 HV,這是因?yàn)樵搮^(qū)域受焊接熱影響析出金屬?gòu)?qiáng)化物使得硬度變高;H,I的硬度分別是374.4 HV和368.4 HV,與J的硬度356.4 HV相差不大,這是因?yàn)樵撐恢檬芎附訜嵊绊懞苄∈沟媒M織與母材相似(見圖5(H)、圖5(I)、圖5(J)和圖6)。同時(shí)我們分別以A,B,C處的硬度來(lái)作為參考,通過(guò)計(jì)算得到該焊縫區(qū)域的平均硬度是318.1 HV;同理我們以C,D,E處的硬度作為參考,得到了HAZ1(黑色區(qū)域I)的平均硬度是353.5 HV,以E,F(xiàn),G處的硬度作為參考,得到了HAZ2(白色區(qū)域)的平均硬度是406.5 HV;以G,H,I處的硬度作為參考,得到了HAZ3(黑色區(qū)域II)的平均硬度是387.2 HV。

圖7 焊接接頭的顯微硬度Fig.7 Microhardness of welded joints
2.3 電鏡下焊縫區(qū)的元素分布
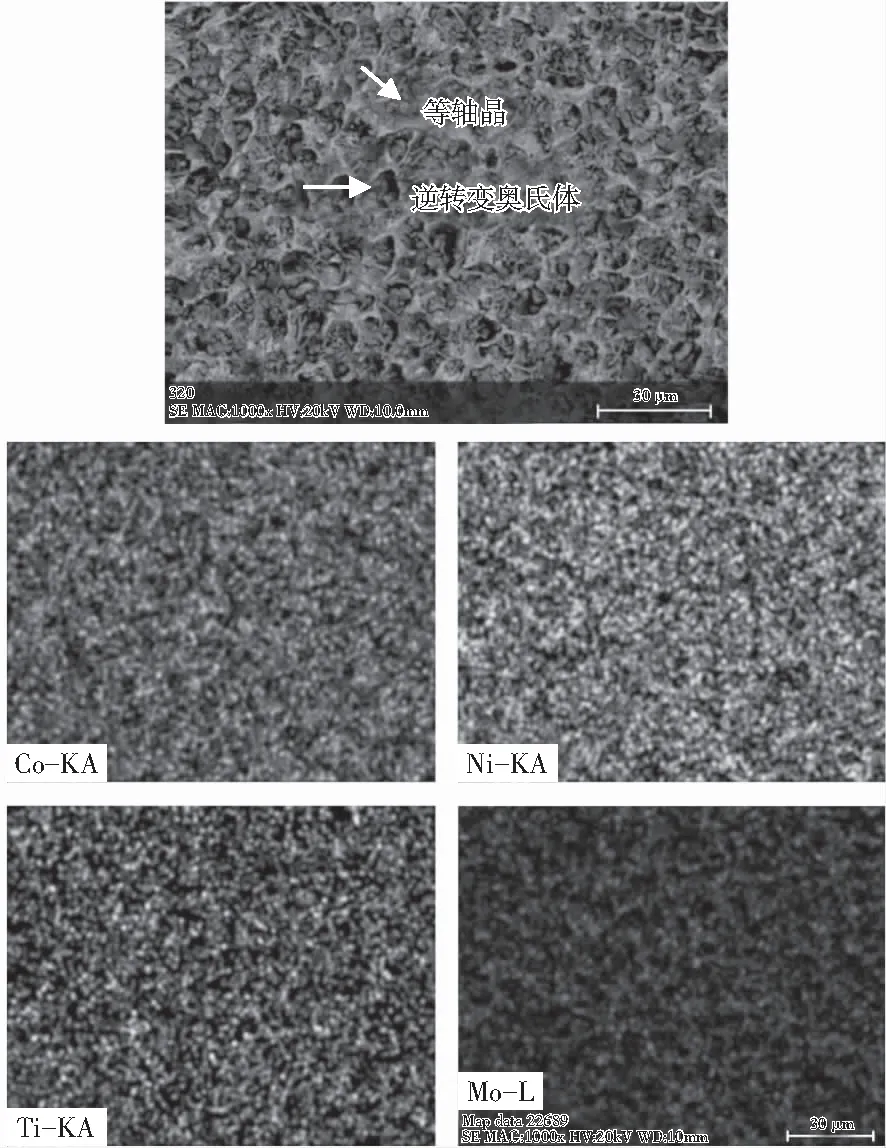
圖8 焊縫區(qū)元素分布Figure8 Distribution of elements in the weld zone
圖8中用紅色標(biāo)注的黑色部分是晶粒度大概為22um的胞狀馬氏體[15-16],黃色標(biāo)注的白色小顆粒是逆轉(zhuǎn)變奧氏體,一般位于晶界處和晶粒邊界(顆粒非常小,對(duì)鋼的韌性和強(qiáng)度有明顯的危害)[14,20]。用電鏡(SEM)在焊縫處的晶粒中心和晶界進(jìn)行分析,發(fā)現(xiàn)晶界處富含Ni、Co、Mo和Ti,存在元素偏聚,這與黃孝瑛和林茂燕[11-13]的研究結(jié)果一致,無(wú)論我們?nèi)绾蝺?yōu)化焊接工藝參數(shù)和采用低含量Ni、Co、Mo的焊材,也無(wú)法避免焊縫處逆轉(zhuǎn)變奧氏體的形成。
2.4 拉伸實(shí)驗(yàn)
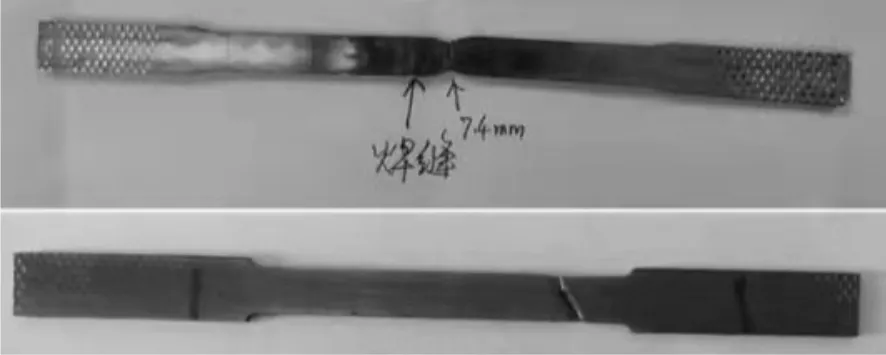
圖9 拉伸實(shí)驗(yàn)Fig.9 Tensile experiment

表3 拉伸結(jié)果
從圖9和表3可以看出,焊件的斷裂位置距離焊縫中心7.4 mm,是從HAZ1(黑色區(qū)域I)斷裂,并不是從焊縫斷裂,這與姚春臣等[14]研究不一致,原因可能是該區(qū)域受焊接熱影響嚴(yán)重產(chǎn)生軟化[15-19];從圖10(A)和圖10(B)中可以看出焊件斷裂位置與母材斷裂位置均存在又大又深的韌窩,可以證明是塑形斷裂;焊件斷裂位置的韌性比母材斷裂位置差,但是硬度基本一致,這是因?yàn)楹讣嗔盐恢檬芎附訜嵊绊憞?yán)重使得晶粒粗大(見圖5(D)),導(dǎo)致韌性變差。通過(guò)對(duì)氬弧焊焊接接頭的金相圖、硬度曲線和拉伸結(jié)果研究,我們可以得出在該焊接參數(shù)和焊材條件下,WZ(焊縫)存在嚴(yán)重的元素偏析,不利于鋼的強(qiáng)度和韌性;同時(shí) HAZ1(黑色區(qū)域I)受熱影響最嚴(yán)重,對(duì)焊接接頭的金相、強(qiáng)度和韌性危害最大,斷裂往往是從該位置發(fā)生;HAZ2(白色區(qū)域I)和HAZ3(黑色區(qū)域II)受熱影響小,對(duì)鋼的強(qiáng)度和韌性危害小。所以在以后的焊接過(guò)程中,我們要避免熱量過(guò)高,使得WZ(焊縫)和 HAZ1(黑色區(qū)域I)的區(qū)域變小。
2.5 斷口形貌

(A) 氬弧焊斷口形貌(A)Fracture morphology of argon arc welding

(B)母材斷口形貌(B)Fracture morphology of base metal圖10 斷口形貌Fig.10 Fracture morphology
3 結(jié)論
1)18Ni馬氏體不銹鋼(250)氬弧焊焊接接頭具有嚴(yán)重的不均勻性,焊態(tài)下可分為4個(gè)區(qū)域:WZ(焊縫)、FZ(熔合區(qū))、HAZ(熱影響區(qū))、BM(母材);由于熱影響區(qū)的劃分比較復(fù)雜,我們可以從焊接接頭外觀形貌主要?jiǎng)澐譃槿齻€(gè)區(qū)域,HAZ1代表離焊縫最近的黑色影響區(qū)I,HAZ2代表白色影響區(qū),HAZ3代表離焊縫最遠(yuǎn)的黑色影響區(qū)II;焊縫中心主要由等軸晶和逆轉(zhuǎn)變奧氏體組成,焊縫邊緣存在大量樹枝晶;熔合區(qū)較窄,是焊縫與熱影響區(qū)的過(guò)渡區(qū)域;HAZ1(黑色區(qū)域I)組織主要由顆粒粗大的條狀馬氏體構(gòu)成;HAZ2(白色區(qū)域)的組織主要存在條狀馬氏體、殘余奧氏體和金屬?gòu)?qiáng)化物;HAZ3(黑色區(qū)域II)與母材區(qū)域的金相組織相似,主要由狹窄的條狀馬氏體構(gòu)成。
2) 焊接接頭的硬度存在不均勻性,硬度曲線呈馬鞍形,其中焊縫區(qū)域的平均硬度最低是318.1 HV,HAZ1(黑色區(qū)域I)的平均硬度是353.5 HV,HAZ2(白色區(qū)域)的平均硬度最高為406.5 HV,HAZ3(黑色區(qū)域II)的平均硬度是387.2 HV。
3)焊縫的晶界位置存在Ni、Co、Mo和Ti等元素偏析,有逆轉(zhuǎn)變奧氏體生成。
4)氬弧焊焊接接頭斷裂處位于HAZ1(黑色區(qū)域I),斷裂處韌性比母材差,強(qiáng)度與母材基本一致。
猜你喜歡
今日農(nóng)業(yè)(2021年9期)2021-11-26 07:41:24
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
發(fā)明與創(chuàng)新·小學(xué)生(2021年3期)2021-03-25 11:48:49
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
中國(guó)科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
電測(cè)與儀表(2015年5期)2015-04-09 11:30:52
