高溫釬焊和電阻釬焊純鋁接頭的微觀組織及性能對比
2022-04-02 08:11:02董曉利武曉軍
電焊機 2022年3期
關鍵詞:力學性能
李 翠,董曉利,武曉軍,肖 磊
新疆工業職業技術學院,新疆 烏魯木齊 830000
0 前言
鋁表面存在的致密Al2O3氧化膜阻礙了其與填充釬料之間形成有效的冶金連接,而傳統的連接方法如弧焊、高溫釬焊、真空釬焊等,都需要使用助焊劑去除母材和焊料表面的氧化物,但助焊劑的殘留會造成接頭界面釬劑殘留腐蝕等問題。電阻釬焊是釬焊與電阻焊相結合的一種新型焊接方法,兼具電阻焊與釬焊的特點。電阻釬焊的熱量來源是電流通過工件接觸面產生的電阻熱,焊接過程中需要電極頭對工件施加壓力,在電阻熱和電極壓力作用下使釬料熔化并流入固態母材之間的間隙,并依靠毛細作用保持在間隙內并滲透進母材,冷卻凝固而形成致密的焊接接頭。通過電阻產生的焦耳熱可以有效破壞鋁表面的致密氧化膜,促進焊料在基材上的潤濕[1-2]。
電阻釬焊具有加熱速度快、生產率高、加熱集中,熱影響區小等優點,主要應用于金屬連接和精密加工領域。俞偉元等[3]采用兩步超聲波釬焊方法,使用Al-Si-Mg釬料對鋁合金進行超聲輔助電阻釬焊,研究表明,在高密度電流作用下,電阻產生的焦耳熱和相互作用力會使得釬焊過程中產生爆破現象,而通過超聲作用能去除母材表面的氧化膜,消除爆破現象。王希靖等[4]采用AlZn薄帶釬料進行鋁合金和紫銅的搭接試驗,發現在最佳工藝下,熔融釬料的溫度能保持在450~520℃,而在靠近銅側釬縫處容易產生聚集的硬脆相。楊金龍等[5]采用火焰釬焊的方法實現鋁合金與鋼的良好冶金連接,研究表明,選用Zn-xAl釬料的同時輔助使用CsFRbF-AlF3釬劑,能夠有效去除鋁合金和鋼材表面氧化膜,提高釬焊接頭力學性能,伴隨Al元素含量的提升,釬料鋪展性和填縫性也相應增大,值得注意的是釬焊接頭強度呈現先升后降的規律,當Al元素含量為15%時,釬焊接頭力學性能最佳。
許多學者已經對電場作用金屬凝固[6]的過程及釬料在基板潤濕性能變化展開了深入探究,而對于電場作用下釬焊接頭的性能改變和連接機理還很缺乏,因此本研究選擇純鋁作為母材,Zn-Al合金作為填充釬料,通過電阻釬焊的方法研究電場作用下焊接接頭的微觀組織演變規律及連接機理。
1 試驗材料和方法
1.1 試驗材料
試驗母材為1060純鋁,尺寸為20 mm×10 mm×6 mm,填充釬料為箔片狀Zn-Al釬料(厚0.6 mm),其為中溫釬料,在電阻釬焊過程中能夠達到熔點而不至于造成母材軟化,有利于得到良好冶金連接的釬焊接頭。母材和釬料的化學成分及力學性能如表1所示。

表1 1060純鋁和Zn-Al的化學成分及性能Table 1 Chemical composition and performance of 1060 pure aluminum and Zn-Al
1.2 試驗方法
試驗前,先用400目砂紙打磨鋁基體,用機械方法去除表面致密氧化膜及雜質,然后放在20%NaOH溶液中清洗2 min,再在20%HNO3中清洗2 min,進一步消除基體表面的氧化膜和雜質;隨后用丙酮徹底沖洗,最后用蒸餾水清洗。將箔片狀的Zn-Al釬料放置在上下基體之間,依靠機械裝置施加100 N的恒定壓力使其緊密連接,檢查無誤后開啟開關通以大電流,最后空冷至室溫。所用電阻焊機電源電壓380 V,最大焊接功率為80 kW,實驗裝置原理如圖1所示。
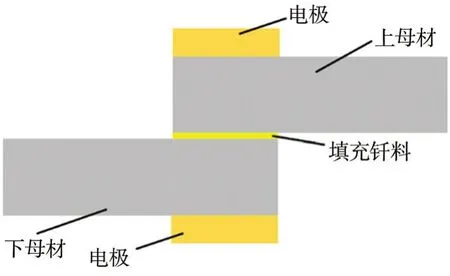
圖1 電阻釬焊搭接接頭示意Fig.1 Schematic diagram of resistance brazing joint
為了研究施加電場的作用效果,分別進行了高溫釬焊和電阻釬焊兩組試驗。在高溫釬焊試驗中,將高溫爐分別升溫至400℃、450℃和500℃,并用高溫熱電偶實時監測,隨后將試樣放入高溫爐中持續加熱10 min,完成后將樣品快速取出,并置于空氣中淬滅。在電阻釬焊過程中使用兩步電阻釬焊方法[7],第一步加載3 kA電流,加載時間1 s,實現上下母材之間的預熱及接觸條件的改善,從而改善釬焊接頭表面的顯微結構組成,提升接頭性能;第二步選擇電流為6 kA,加載時間為6 s,電阻釬焊結束后將試樣取出并在空氣中淬滅。電阻釬焊過程中電流的變化曲線如圖2所示。為了減小試驗誤差,每個試驗參數分別準備5個樣品。
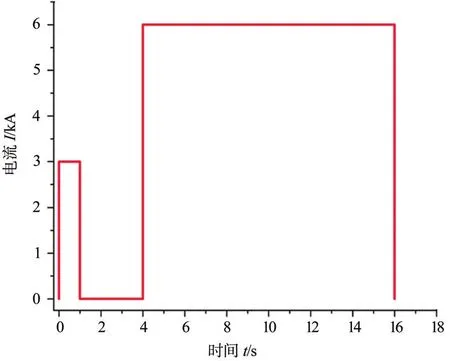
圖2 電阻釬焊過程中的電流分布狀況Fig.2 Current distribution during resistance brazing
釬焊結束后,將釬焊接頭沿橫向剖開,用金相砂紙(80#,400#,8000#,2000#,4000#,6000#)逐級打磨,并通過金剛石噴霧劑以及精細拋光布進行拋光處理,用NaOH腐蝕劑腐蝕后做成標準金相試樣。使用Axio ScopeA1光學顯微鏡觀察,通過QUANAFEG450型場發射掃描電鏡開展更深入的研究。
2 試驗結果與分析
2.1 接頭微觀組織
高溫釬焊時由于400℃溫度較低,無法形成有效的連接;而在500℃及以上溫度,母材靠近釬焊接頭處會出現局部軟化,影響接頭性能,因此選擇450℃條件下的釬焊接頭與電阻釬焊接頭進行微觀組織形貌對比,如圖3所示。圖3a為450℃高溫釬焊接頭微觀組織,可以觀察到有兩條裂紋及少量夾雜物,這是純鋁表面致密的氧化膜(γ-Al2O3)[8]所致。雖然氧化膜很薄,但是連續且致密,同時是不導電的,這時Al電極兩端加上電勢差后仍然能激發Al內的電子作定向移動。此外,連接層中白色相的Zn含量較多,而灰色相Al的含量相對少一些,表明母材中的Al元素在高溫釬焊過程中有熔入至連接層中,連接層中的Al元素呈現長條形的樹枝狀晶結構,晶粒尺寸較大。圖3b為兩步電阻釬焊接頭微觀組織,相較圖3a,電阻釬焊接頭連接層的寬度大于高溫釬焊接頭,且Al含量也明顯提高,晶粒得到了明顯的細化,呈現出圓形的等軸晶狀結構。
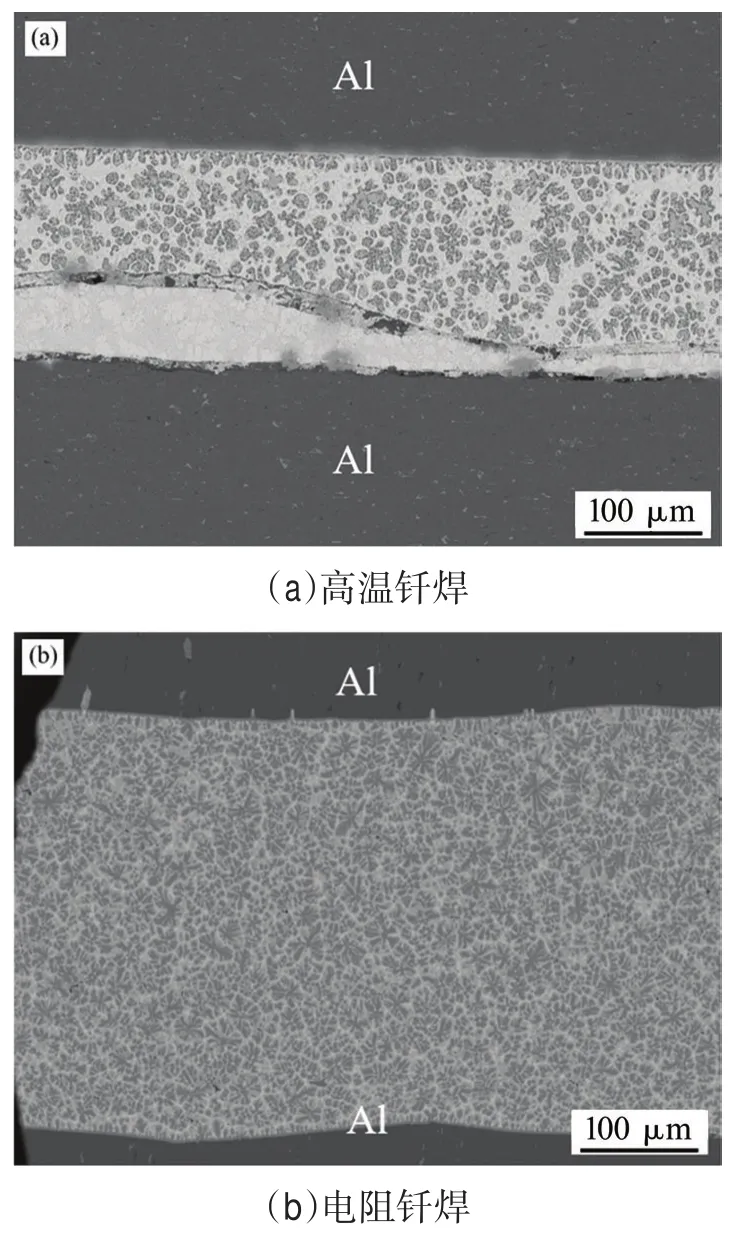
圖3 接頭微觀組織形貌Fig.3 Microstructure and morphology of joint
2.2 接頭力學性能
高溫釬焊在不同溫度下和電阻釬焊在不同電流下得到的抗拉強度如圖4所示。可以看出,在高溫釬焊時,隨著溫度從400℃增加到450℃,釬焊接頭的抗拉強度由12.78 MPa提升至36.97 MPa,而隨著溫度進一步升至500℃,抗拉強度反而下降為30.14 MPa,這是因為400℃時溫度較低,連接層所獲得的能量不足而未能形成有效連接,當溫度升高至500℃時,由于溫度過高,在連接界面處反而出現燒蝕現象,靠近連接層的母材也出現局部軟化,使得抗拉強度反而降低。對于電阻釬焊接頭而言,隨著第二步電流強度的提升,接頭抗拉強度先增大后減小,這是由于電流的進一步增大,產生的焦耳能量過高,一方面使得晶粒粗大,惡化接頭性能,另一方面也會導致接頭的燒蝕軟化,降低接頭強度。而在電流為6 kA時獲得最高抗拉強度65.79 MPa,相較高溫釬焊時的最高抗拉強度提升了26.82 MPa。這表明電場的施加不僅能夠明顯減少缺陷,還能有效提升接頭的力學性能。

圖4 釬焊接頭抗拉強度對比Fig.4 Comparison of the tensile strength of brazed joints
2.3 電子探針分析
使用電子探針分析釬焊接頭連接層中不同相的元素含量,檢測區域如圖5所示,成分分析結果如表2所示。由圖5可知,不同相在各釬縫中占比不同,在各個相的元素含量分布也不均勻,枝晶邊緣處出現元素偏析現象[9]。結合表2可知,圖5a中的點2為深色的初晶α-Al相,其Al含量較高,相對應的在外層會包裹著灰色的共析α-Al相,而在枝晶之間則填充著白色的η-Zn相。同時也可以看出,高溫釬焊的相組織較電阻釬焊的相組織明顯粗大。而圖5b中Ⅰ和Ⅱ區域的Al含量有較明顯的提高,表明母材處有更多的Al在電阻釬焊過程中熔解進入連接層中,形成了占比更大、含量更高的Al相,由于Zn相較于Al更軟,因而Al含量的提高有利于提升接頭力學性能。
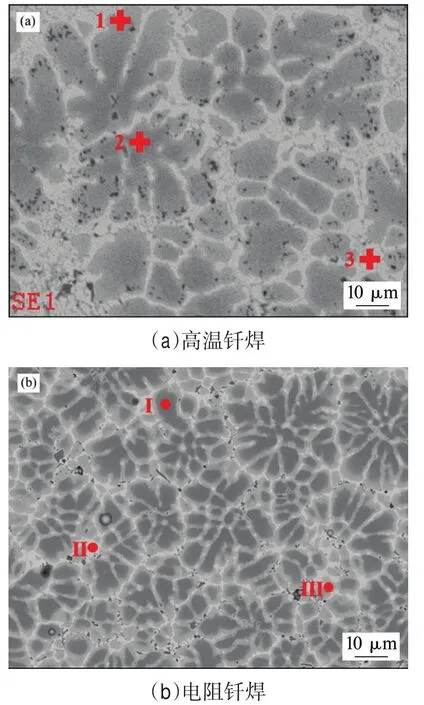
圖5 釬焊接頭局部放大圖像Fig.5 Partial enlarged image of brazed joint
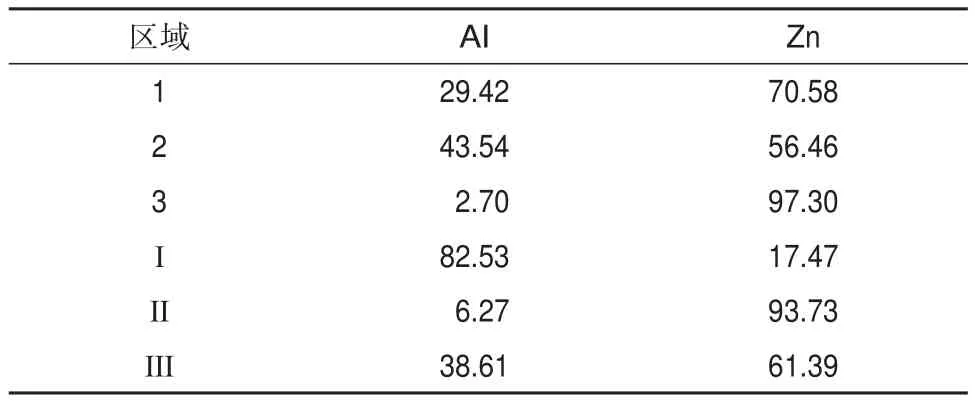
表2 圖5各標記點的電子探針成分分析結果(質量分數,%)Table 2 Electron probe component analysis results of each marker point of Figure 5(wt.%)
2.4 接頭斷面分析
高溫釬焊和電阻釬焊接頭斷口微觀組織形貌如圖6所示,拉伸試驗時斷裂均發生在釬焊接頭連接層處。由圖6a可以看到類似于河流花樣的曲線斷裂形態,為典型的解理斷裂模式[10],是一種脆性斷裂形態,分析認為這是由于Al和Zn的晶體結構屬于密排六方晶體,在拉伸過程中更容易產生解理斷裂。圖6b的中心區域分布著凹陷狀的韌窩,這是典型的韌性斷裂,同時在局部韌窩最深處能夠觀察到第二相粒子的存在,而第二相粒子通常是釬焊接頭在拉伸過程中由于拉應力的不斷升高并在第二相粒子處形成擴展,最終形成斷裂,在韌窩邊緣同樣存在河流花樣的曲線形態,由此可推斷電阻釬焊接頭拉伸過程中所產生的斷裂是韌性斷裂和解理斷裂混合型斷裂模式,因此相比于高溫釬焊,電阻釬焊的抗拉強度得到了明顯的提高。
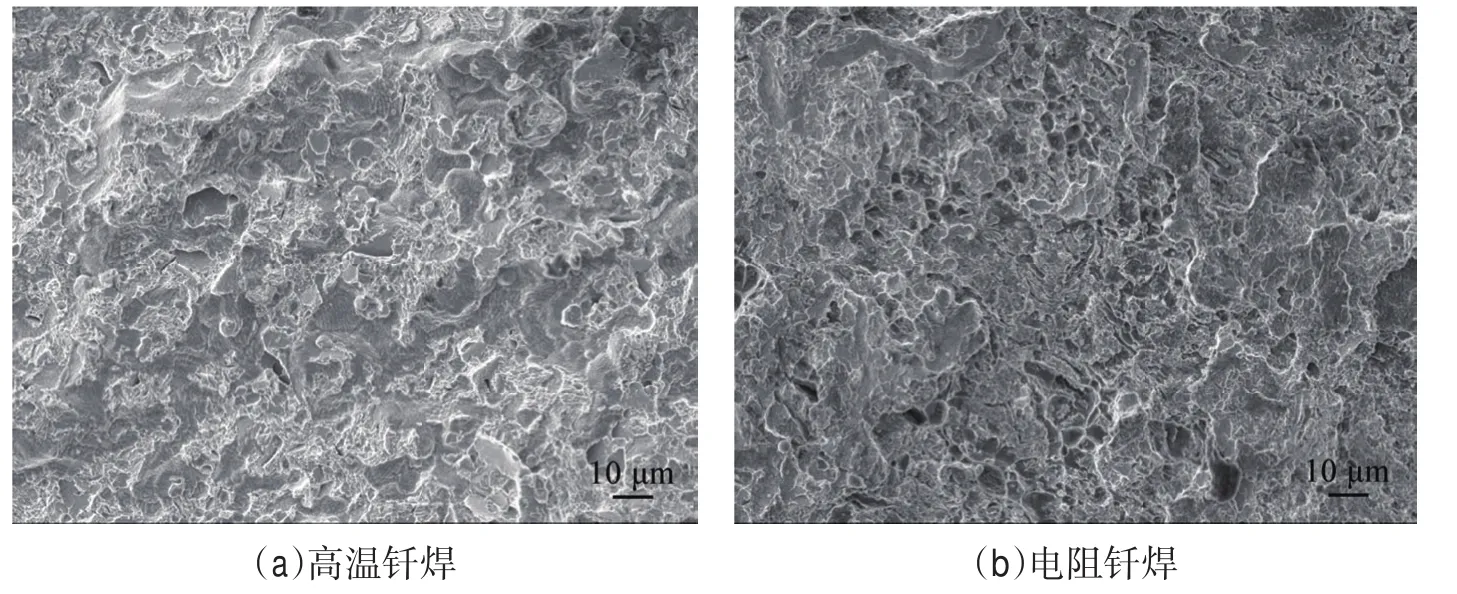
圖6 釬焊接頭斷面微觀組織形貌Fig.6 Microstructure of the cross-section brazing joints
2.5 電場在釬焊過程中的細化晶粒機制
由2.1節的分析可知,當電場被引入施加在釬焊過程中時,晶粒結構由樹枝狀枝晶結構轉變為圓狀的等軸晶結構,其面積和形貌表現出較強的一致性。在高溫釬焊時,母材中間的熔融釬料溫度較高,凝固時連接層的溫度梯度大,保溫時間長,凝固時晶粒完全生長形成發達的粗大樹枝晶(見圖7a),若是降低釬焊爐中的保溫溫度,又會導致出現熔融釬料流動性差、破除氧化膜不徹底以及母材和釬料結合不完全等問題,造成細化晶體結構和降低釬焊溫度的矛盾。在電阻釬焊初期,由于第二步施加的大電流流經母材與釬料的接觸界面,產生焦耳熱熔化釬料促使其與母材連接,而相較于高溫釬焊,電阻釬焊加熱時間短,瞬時溫度高,高強度大密度電流的流動路徑會隨著連接層的熔化而發生改變,因而在熔融的釬料中形成收縮力梯度以及在熔體中產生流速差,進而生成熔體中的剪切應力。此外,大電流的施加使得更多母材中的Al進入到釬縫中,增加了溶質含量,溶質的富集會生成異質形核并由此產生大量的晶核,這些異質形核結點在凝固過程中逐漸長大,抑制了樹枝晶的生長,使得晶粒細化,同時熔融釬料與母材表面相接觸,在靠近母材處也會生成較大的過冷度,由均質和非均質形核產生了大量形核結點,一些依附于母材與釬料的接觸面生長,而另一些進入至熔融的釬料中,最終形成大量的等軸晶核心。這就使得電阻釬焊接頭的晶粒更加細小(見圖7b)。
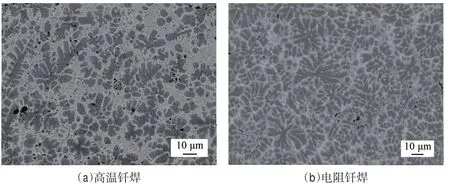
圖7 釬焊接頭放大圖像Fig.7 Magnified image of brazed joint
3 結論
(1)使用兩步電阻釬焊的方法進行鋁釬焊接頭的連接,當第二步釬焊電流為6 kA,持續時間為6 s時,能夠獲得缺陷較少,力學性能優異的釬焊接頭。
(2)高溫釬焊時,釬料通過高溫爐進行加熱,形成粗大的樹枝狀晶,釬焊接頭的力學性能較差;電阻釬焊時,大電流短時間流經連接層而產生焦耳熱,形成圓形等軸晶,接頭力學性能得到較大提升。
(3)高溫釬焊接頭的斷面呈現河流花樣的曲線斷裂形態,是典型的解理斷裂模式,是一種脆性斷裂形態;電阻釬焊接頭在拉伸過程中的斷裂以韌性斷裂為主,局部區域也產生解理斷裂的混合型斷裂。
(4)在高溫釬焊接頭中,由于凝固時連接層的溫度梯度大,保溫時間長,凝固時晶粒完全生長而形成發達的粗大樹枝晶;電阻釬焊接頭中由于電場的施加增多了溶質含量,同時在接觸面上形成較大的過冷度,提高了異質形核結點,抑制了枝晶的生長,最終得到了晶粒細小的釬焊接頭。
(5)采用電阻釬焊焊接純鋁接頭能夠有效提高接頭質量,但對于設備和工藝的要求更高,因此如何設計與之相匹配的釬焊設備以及進一步提高接頭的性能是下一步的研究的重點。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
