鍍Ni金剛石與銅基結合劑磨塊的磨削性能和機理分析
2022-04-03 14:42:07馬金明胡玉潔曾慶林肖長江栗正新
佛山陶瓷 2022年3期
馬金明 胡玉潔 曾慶林 肖長江 栗正新
摘 要:為了分析高溫處理對鍍Ni金剛石磨塊磨削性能的影響,以銅錫合金粉和鍍Ni金剛石為原料,對鍍Ni金剛石進行1050 ℃高溫處理后,在不同溫度下熱壓燒結制備銅基結合劑金剛石磨塊,經(jīng)過摩擦磨損實驗對磨塊的磨削性能分析。研究表明:與未處理的鍍Ni金剛石相比,高溫處理的鍍Ni金剛石后磨塊的耐磨性明顯提高,金剛石與結合劑間界面結合力大大增加,當燒結溫度為750 ℃時,磨耗比是未經(jīng)過處理的鍍Ni金剛石磨塊的74.74倍。
關鍵詞: 金剛石;銅基結合劑;磨削性能;表面刻蝕;機理分析
1 引 言
由于金剛石磨料具有的特性(高硬度、高抗壓強度、良好的耐磨性),使金剛石磨具成為磨削硬脆材料以及硬質合金的理想工具。金剛石磨具不但效率高、精度高,而且硬度高、使用壽命長、磨料消耗少,同時還可以改善工作條件。因此,廣泛使用于硬質合金、高鋁瓷、光學玻璃、石材、氧化鋁、半導體材料等普通磨削工具難以適應的含鐵量低的金屬和非金屬硬脆材料。但是金剛石有一個很大的缺點,就是在燒結或者磨削過程中如出現(xiàn)溫度過高的現(xiàn)象,很容易轉化為石墨。在較低的加工溫度下,如果金剛石不經(jīng)過表面處理,則與結合劑結合強度較低。為了提高界面結合力,金剛石表面涂覆是一種有效的方法[1-3]。金剛石磨具常用的結合劑有樹脂、金屬和陶瓷3類。相對于樹脂和陶瓷結合劑,金屬結合劑的結合強度較高,提高了金屬結合劑金剛石工具的切割效率,延長了其使用壽命。金屬結合劑基體有鐵基、鈷基、鎳基、鋁基、銅基和鎢基等[4,5]。現(xiàn)在大多數(shù)金剛石工具是通過電鍍法制造的,而鍍層金屬通常是Ni或者Ni合金。但是在電鍍工藝中,金剛石僅僅被機械包裹在鍍層金屬中,鍍層金屬與金剛石的結合強度較低,在磨削過程中,金剛石磨粒或者金屬鍍層脫落都會大大降低磨削效率。所以,提高金剛石與鍍層金屬間的化學結合力是提高金剛石與涂層金屬間的結合力的有效方法[6-8]。隨著金剛石表面刻蝕技術的發(fā)明,許多研究者將這項技術應用在金剛石工具中。通過對金剛石晶體表面的刻蝕,使金剛石表面變得粗糙,增加了金剛石與粘結劑之間的接觸面積,進而提高了金剛石與粘結劑之間的粘結力[9,10]。
在本文中,將結合金剛石表面鍍層和表面刻蝕技術,探索提高金剛石與金屬結合劑磨塊磨削性能的方法。研究鍍Ni金剛石預先進行熱處理和未進行熱處理,然后在不同溫度下與銅基結合劑熱壓燒結得到的金剛石磨塊,測試得到磨塊的磨削性能,對摩擦磨損實驗得到的數(shù)據(jù)進行整理分析,探索機理。
2 實驗材料及方法
2.1實驗原料
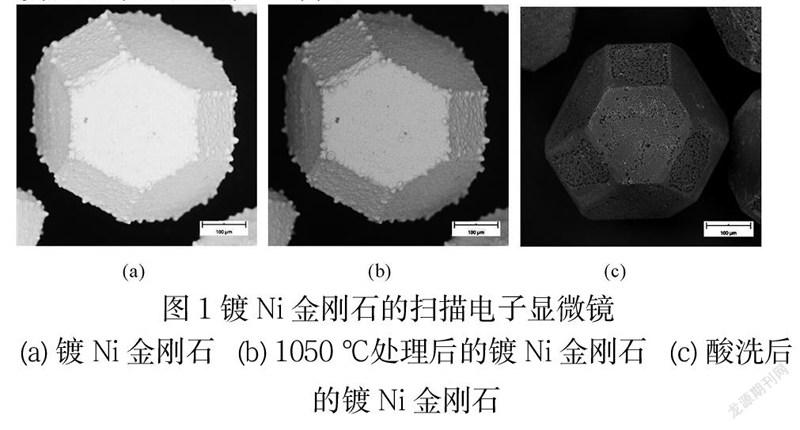
實驗原料選用南宮市鑄金焊接材料有限公司生產(chǎn)的銅錫80/20預合金粉作為固相顆粒,錫粉作為低熔點金屬。其技術特點是:銅錫合金粉呈近球型,熔點較高(通常在850 ℃以上),具有一定的強度,并能夠在低壓下保持顆粒與顆粒間的間隙,粒度為500目;錫粉的粒度也是500目。金剛石選用中南杰特股份有限公司生產(chǎn)的人造金剛石,粒度為300目,利用電鍍法在其表面鍍Ni,具體工藝見參考文獻[11],掃描電鏡照片如圖1(a)所示:Ni鍍層將金剛石完整包圍,并且在金剛石的晶面交接處和表面上有Ni刺。
2.2 鍍Ni金剛石磨具的制備
為了分析經(jīng)過高溫處理的鍍Ni金剛石對多孔金屬結合劑金剛石磨具性能的影響,首先在1050 ℃氬氣氣氛中對粒徑為300目的鍍Ni金剛石進行處理,然后將未處理的鍍Ni金剛石和處理后的鍍Ni金剛石為磨料,以銅錫合金粉和錫粉為金屬基體制作成多孔金屬金剛石磨具。其中,銅錫合金粉、錫粉為和鍍Ni金剛石粉的質量含量如表1所示。為了研究高溫處理(1050 ℃)和未高溫處理的鍍Ni金剛石對磨具性能的影響,燒結溫度選為700 ℃、725 ℃、750 ℃、775 ℃和800 ℃,進行熱壓燒結,壓力均為20 MPa、燒結時間為15 min,具體工藝見參考文獻[8]。當樣品制備完成后,使用砂紙在其表面打磨,進而去除樣品表面的氧化層,最后進行摩擦磨損實驗。
2.3摩擦磨損實驗
2.3.1實驗設備和實驗參數(shù)
實驗設備為鄭州磨料磨具磨削研究所有限公司生產(chǎn)的立式萬能摩擦磨損試驗機,技術參數(shù)如表2:
2.3.2實驗步驟
開始時先稱量試樣,并且記錄試樣的質量為m;然后稱量對磨件的質量,并記錄為m;把試樣用502膠粘在主軸上的合適位置,并將含有黑色大理石對磨件的零件套上止推圈,然后根據(jù)數(shù)據(jù)調整設備的技術參數(shù)(如表2所示),設置好后啟動試驗機,開始實驗;實驗結束后,使用丙酮軟化502膠后把試樣取下,將試樣表面的膠水清理干凈后,烘干試樣;烘干試樣后,稱量試樣并記錄其質量為m,然后稱量、記錄對磨件的質量為m。最后,計算磨耗量(m- m)、磨除量(m- m)以及磨削比(對磨件的磨除量與磨塊的磨耗量之比)。
3 結果與討論
3.1 磨塊的磨耗量
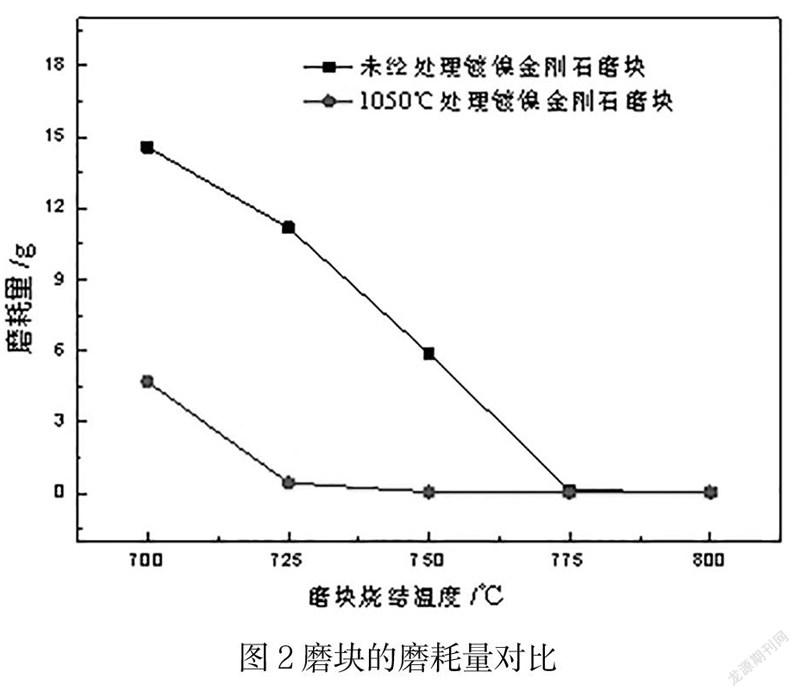
磨耗量是指在磨削實驗過程中磨塊質量的減少量,一般情況下,在相同的磨削材料、試驗和設備參數(shù)條件下,磨耗量越小,磨塊的耐磨性就越好。如圖2所示,當磨塊的燒結溫度為700 ℃、725 ℃和750 ℃時,未經(jīng)過處理的鍍Ni金剛石磨塊的磨耗量遠大于經(jīng)過高溫(1050 ℃)處理后的鍍Ni金剛石磨塊的磨耗量。而當燒結溫度較高時候,比如在775 ℃和800 ℃時,兩者的磨耗量是趨于一致的。
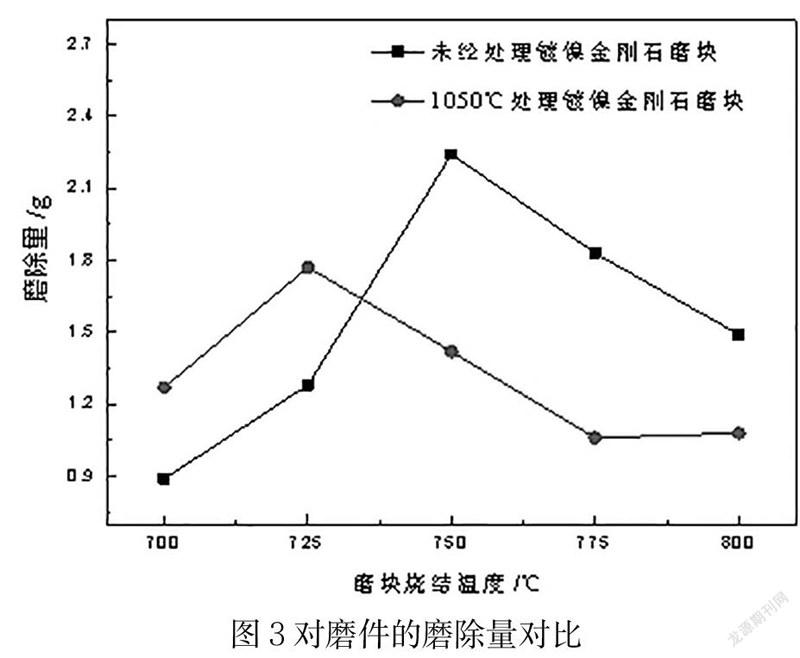
3.2對磨件的磨除量
磨除量是指在磨削實驗中黑大理石減少的質量,在相同的設備參數(shù)和時間下,黑大理石的質量損失越大,磨塊的鋒利性就越大。不同燒結溫度下的磨除量如圖3所示。從圖3可以看出,隨著燒結溫度的升高,未經(jīng)過處理的鍍Ni金剛石磨塊與經(jīng)過高溫(1050 ℃)處理后的鍍Ni金剛石磨塊去除黑大理石的質量都是呈現(xiàn)先增大后減小的趨勢。這表明,在該實驗條件下,無論是否經(jīng)過高溫處理,鍍Ni金剛石磨塊的鋒利度都是先增大后減小。結果表明:在725 ℃下燒結經(jīng)過高溫(1050 ℃)處理的鍍Ni金剛石磨塊得到的磨除量最大;而在750 ℃下燒結未經(jīng)過高溫處理的鍍Ni金剛石磨塊得到的磨除量最大。但在相同的溫度下,經(jīng)高溫處理后鍍Ni金剛石磨塊的磨除量都少于未處理的金剛石磨塊。
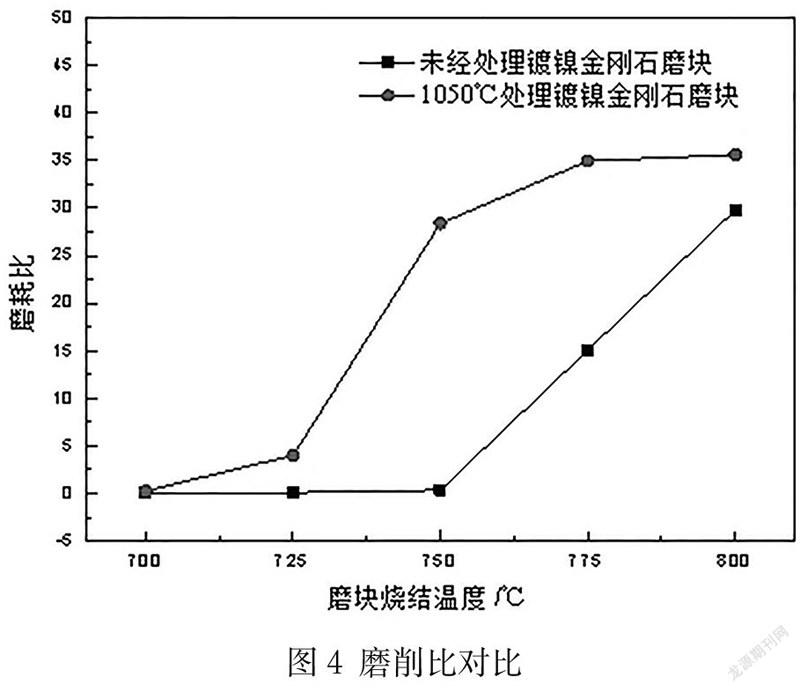
3.3磨削比
磨削比是指工件去除的磨除量與磨塊磨損的質量的比值,是表征兩種材料的相對耐磨性的重要指標。在本實驗中,對磨件為黑色大理石,在其他實驗條件相同時,磨削比越大,表示磨塊的耐磨性更好。不同溫度下金剛石磨塊的磨削比如圖4所示,無論是經(jīng)過高溫(1050 ℃)處理的鍍Ni金剛石磨塊還是未經(jīng)過高溫處理的鍍Ni金剛石磨塊,兩者的磨削比都是隨著燒結溫度的提高而增大。但是在700 ℃、725 ℃、750 ℃、775 ℃和800 ℃的燒結溫度下,對比兩者的磨削比發(fā)現(xiàn):經(jīng)過高溫(1050 ℃)處理的鍍Ni金剛石磨塊與黑大理石的磨削比一直高于未經(jīng)過處理的鍍Ni金剛石磨塊與黑大理石的磨削比。
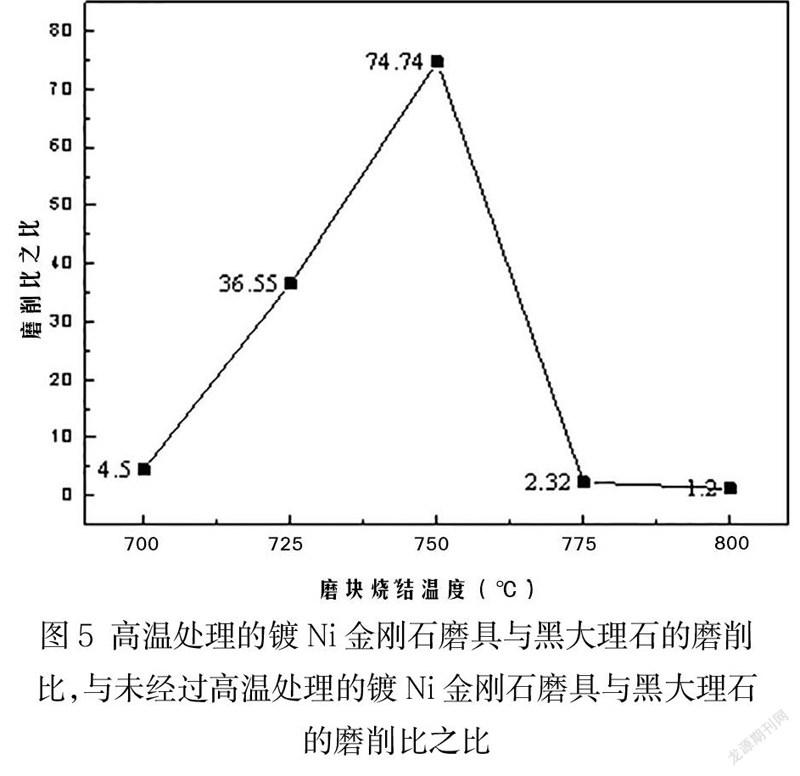
不同溫度下金剛石磨塊的磨削比之比如圖5所示,從圖5中可以看出:在燒結溫度為700 ℃、725 ℃、750 ℃、775 ℃和800 ℃時,經(jīng)過高溫處理(1050 ℃)的鍍Ni金剛石塊與對磨件的磨削比,與未經(jīng)過高溫處理的鍍Ni金剛石塊與對磨件的磨削比之比都大于1。結果表明:在燒結溫度為750 ℃時,磨削比之比最大為74.74。而且,磨削比之比整體呈現(xiàn)出先增大后減小的趨勢。
4結果分析
由上述實驗結果可知,在700 ℃、725 ℃、750 ℃、775 ℃和800 ℃的熱壓燒結下,經(jīng)過1050 ℃高溫處理的鍍Ni金剛石磨塊的耐磨性顯著提高,在750 ℃時提高最明顯,這說明對鍍Ni金剛石進行高溫處理確實能提高磨具的耐磨性。如圖1(c)所示,將經(jīng)過1050 ℃高溫處理的鍍Ni金剛石表面做凈化處理,在掃描電子顯微鏡下觀察其微觀形貌,發(fā)現(xiàn)金剛石表面出現(xiàn)了許多空洞,這使得金剛石的表面粗糙度和比表面積增加,進而金剛石與金屬能充分潤濕,發(fā)生化學反應。同時,金剛石表面的空洞可以與鍍層形成一定的錨固結構。在化學結合與機械嵌合的共同作用下,金剛石與鍍層界面之間的界面結合力將大大增強,從而提高了磨具的耐磨性。
5結論
(1)經(jīng)過高溫(1050 ℃)處理的鍍Ni金剛石,在制備成多孔金屬基結合劑金剛石工具之后,它的耐磨性提高明顯。特別是磨塊在燒結溫度為750 ℃的時候,經(jīng)過高溫(1050 ℃)處理的鍍Ni金剛石磨塊的磨耗比是未經(jīng)過處理的鍍Ni金剛石磨塊的74.74倍。
(2)鍍Ni金剛石經(jīng)過1050 ℃處理后,金剛石表面變得粗糙,使得金剛石與金屬界面間存在化學結合與機械嵌合,在兩者的共同作用下,金剛石與鍍層界面的界面結合力將大大提升,從而提高了磨塊的耐磨性。
參考文獻
[1] J.H. Liu, Z.J. Pei, G.R. Fisher. Grinding wheels for manufacturing of silicon wafers: A literature review[J]. International Journal of Machine Tools and Manufacture, 2006,47(1):15-20
[2] 劉世敏,韓麗,馬瑞娜.不同鍍層金剛石與銅基粉末燒結制備的鋸片刀頭性能及機理[J]. 材料保護, 2013, 46(03):1-3+10+4.
[3] 肖長江, 栗曉龍, 李娟, 等. 鍍鈦對金屬結合劑金剛石節(jié)塊把持力的影響[J].電鍍與涂飾, 2016, 35(08): 407-410.
[4] 吳燕平, 燕青芝.金屬結合劑金剛石工具研究進展[J].金剛石與磨料磨具工程,2019,39(02):37-45.
[5] 王雙喜, 劉雪敬, 耿彪, 等.金屬結合劑金剛石磨具的研究進展[J]. 金剛石與磨料磨具工程, 2006(04):71-75.
[6] 周玉梅, 張鳳林. 金屬基金剛石工具中胎體對金剛石的包鑲能力[J].工具技術, 2010, 44(07):20-23.
[7] 謝志剛, 賀躍輝, 王智慧, 等. 金剛石制品的金屬胎體的研究現(xiàn)狀[J]. 金剛石與磨料磨具工程, 2006(03):71-75.
[8] 肖長江, 陳貽光, 栗曉龍, 等.鍍Ni金剛石與銅基結合劑間把持力的提高方法和機理分析[J].粉末冶金技術,2020, 38(01):25-29.
[9] 王俊沙. 鐵族金屬及其鹽對人造金剛石單晶腐蝕研究[D]. 湖南大學, 2016.
[10] 肖長江, 竇志強, 朱振東. 氧化鐵刻蝕金剛石表面形貌的表征及形成機理[J].材料導報, 2020, 34(14):14045-14050.
[11] 肖長江. 納米Si3N4/Ni 復合鍍層對金剛石節(jié)塊性能的影響. 粉末冶金材料科學與工程, 2015, 20(6): 900-905.
