
光學防抖馬達激光切除彈簧片設備設計
2022-04-09 19:59:32石杰
機電工程技術 2022年2期
關鍵詞:自動化
石杰
摘要:目前市場上光學防抖馬達彈簧片切除手段主要兩種方式,一是人工治具切除,二是沖壓模具切除。因材料薄,易變形,此兩種方法不具備柔性生產特點,給產品多樣性生產造成了困擾。針對此情況,結合現階段工業技術和精益制造理念,再根據制造現場需求開發設計了彈簧片激光切除設備。利用激光切割手動,結合物料自動定位和精確移動,很好地將產品從物料板中分離,并可以根據程序控制,實現不同產品的共用,符合柔性生產理念。通過解決送料精度問題、定位問題、激光切割選型問題、激光參數驗證以及排料等問題,實現了設計的目的。
關鍵詞:彈簧片;柔性生產;激光切割;自動化;定位精度
中圖分類號:TG485
文獻標志碼:A
文章編號:1009-9492f 2022)02-0166-04
0 引言
疫情當下,對企業的生存帶來很大挑戰,例如訂單量萎縮、人工成本日漸增加、材料成本上漲等等。隨著企業多方面成本的增加,各行各業都秉持IE手法、精益制造理念、自動化設備換人等一系列改善手段,用于降低人工成本,降低不良品,達到消減企業成本的目的。重復的工作,精度要求高的工作,重體力的工作都將實現自動化或半自動作業,這不僅解放了重體力勞動,也大大提高了生產效率,降低了不良率,從根本上提高了公司的生存力和競爭力。
目前國外以美國、歐洲、日本等工業發達國家的激光切割已經形成了一個新興的高技術產業,工業激光器和激光切割機的銷售逐年增加,在全球的生產、銷售用于激光加工領域中有超過40%的激光器是做切割用途的。國際上具有代表性的激光切割機設備制造商有德國通快TRUMPF公司、瑞士百超BYSTRONIC、意大利PRIMA、美國WHIT-NEY公司和日本TANAKA公司等。這些國際知名公司已陸續開發出了大功率、大幅面、高速、飛行光路、三維立體、數控自動的激光切割機,并且每年都在推出新的機型。
本文以光學防抖馬達彈簧片切除方法作為研究方向,以減少公司人工成本、提升彈簧片切除速度和精度以及改善不良率為目的。由于剛開始由人工來進行切割彈簧片會比較容易造成彈簧片的變形和進行組裝后的性能差異形成的不良,而通過使用激光切割可以很好地解決這個問題,激光束照射到彈簧片的表面上時釋放的能量使材料熔化并蒸發,激光束聚集的面積小,能使局部的區域迅速加熱,熱量傳到其他部分會很少,以此來切割開的彈簧片造成的變形很小或者沒有變形。
所以通過以上的問題設計研發了以送料機構、相對應的受臺、合適的激光切頭配合可編程控制器來實現激光切割機的自動送料、自動激光切割、自動排料為主要手段的自動化設備。
1 彈簧片間自動切除方案
光學防抖馬達彈簧片激光切除的設計初心是以提升彈簧片切割的效率、精度及減少人工勞動量為目的,同時送料導軌采用了雙導軌以及絲桿傳動為基礎,并且如果機器設備有故障時以快速維修為中心,實現設備每天最大工作效率生產的同時減少公司運營成本。
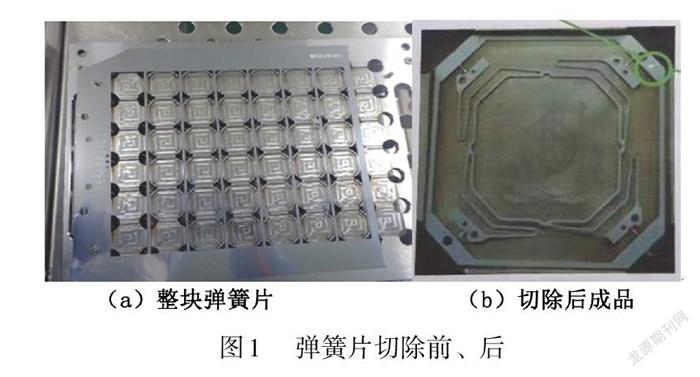
需要切割的彈簧片料板是由多個彈簧片組合成的一片整體料板,工藝流程是按順序將單體彈簧片從料板上切下,將未切除的彈簧片料板放入治具受臺并保證方向正確,由伺服軌道將料板送進激光切除機進行切除作業。如圖1所示。
1.1 初期設備設計
作為初期的比較理想的設備設計思路,會根據具體的實用性、動作方式及應用范圍展開設計。
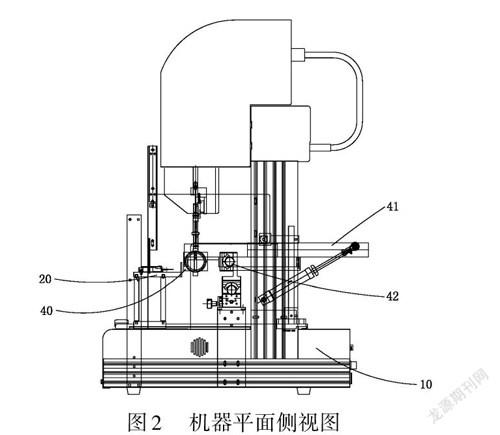
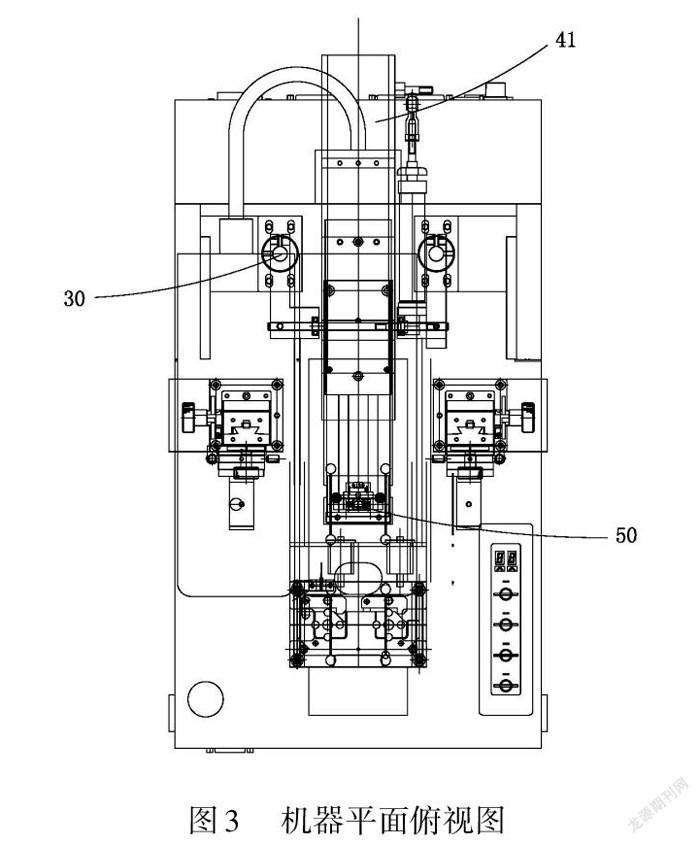
如圖2、3所示,一種激光切料設備,包括機架10以及設于機架10的送料機構20、夾料機構、激光切料機構和盛余料機構,送料機構20用于將待切料的彈簧片移動至夾料機構,夾料機構包括夾料氣缸50和夾料驅動元件,夾料氣缸50設于機架10且位于送料機構20上方,夾料氣缸50用于夾持彈簧片,夾料驅動元件驅動夾料氣缸50往彈簧片方向移動,激光切料機構用于對夾持的彈簧片進行切料,盛余料機構對激光切料機構所切下的余料進行盛放。
在對彈簧片進行余料切除時,先對激光切料機構進行精度設定,以保障對彈簧片的精確切料,由操作人員將待切余料的彈簧片放置于送料機構20,由送料機構20將彈簧片運送至夾料機構,由夾料驅動元件帶動夾料氣缸50對彈簧片進行夾持,再由激光切料機構對彈簧片的余料進行切除,在切除的同時由盛余料機構對所切下來的余料進行盛接,通過自動化操作,有效提高工作效率和產品良品率,降低生產成本,同時對所切下的余料進行收集以便于對該激光切料設備進行維護,提高使用壽命。
1.2 實際設備整體
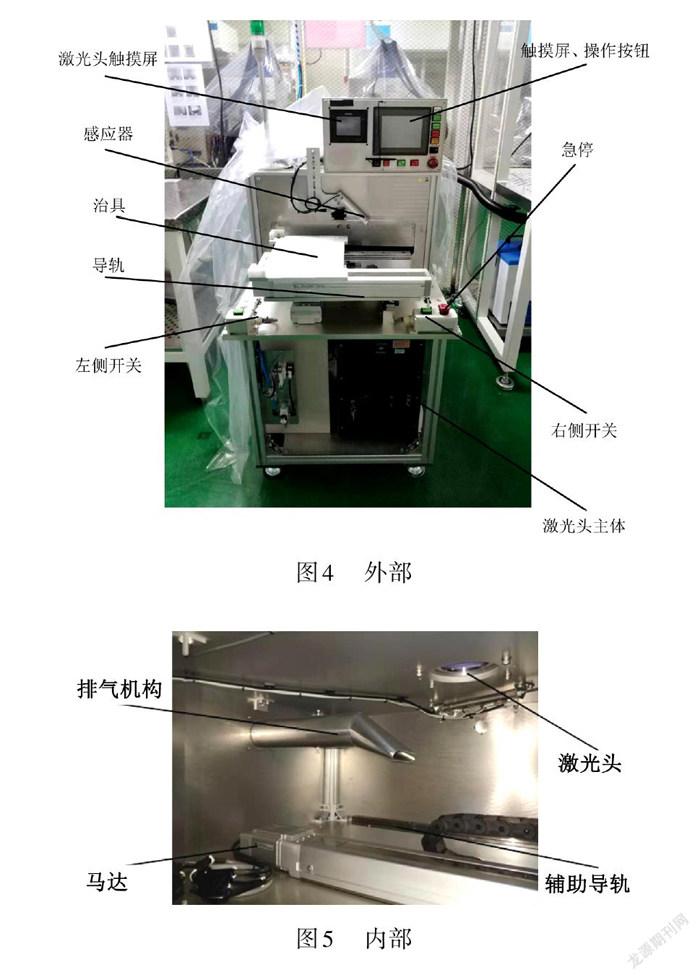
因為所需要切割的彈簧片較為輕薄,最終沒有使用夾料機構以及盛余料機構。所以目前的激光切除設備為了更簡化和方便,其構成包括機架、送料機構、激光切頭、彈簧片治具、驅動元件等部分組成。如圖4、5所示。
1.3 自動激光切割工藝難點
(1)由人放料到治具時定位問題,所以需要彈簧片的定位、有無料問題。
(2)送料進行切割時送料精度問題,不能因精度問題導致產生過多不良,所以精度問題是重要的先決條件。
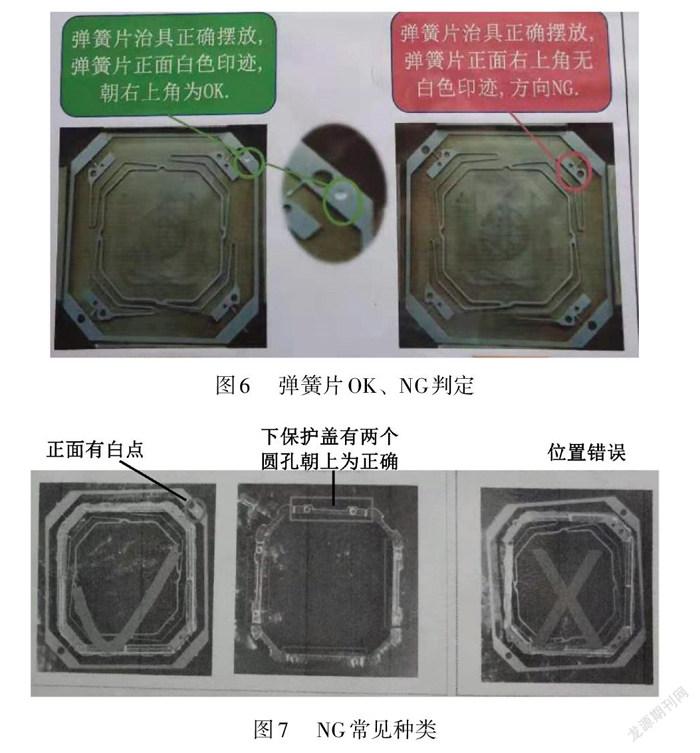
(3)由于工人長時間做重復動作,使彈簧片放反,會造成一整塊的彈簧片不良。如圖6、7所示。
2 激光切割機機構說明
2.1 激光頭
激光頭為本機器的主要機構[1],可由激光頭觸摸屏調節參數。如圖2、3所示。
激光切割機組成部件包括:(1)激光電源,供給激光振蕩用的高壓電源;(2)激光振蕩器,產生激光的主要設備;(3)折射反射鏡,用于將激光導向所需的方向,為使光束通路不發生故障,所有反射鏡都要用保護罩加以保護;(4)切割工作平臺,用于安放被切割工件,并能按控制程序正確而精準地進行移動,也就是圖2的治具。
2.2 清潔機構
激光切割時利用經聚焦的高功率密度激光束照射工件,使被照射的材料迅速融化[2]、汽化、燒蝕或達到燃點,同時借助與光束同軸的高速氣流吹除熔融物質[3-4],所以當激光切割機激光頭對彈簧片進行切割時,會產生刺激性氣體,氣體通過排氣管道排出,如果不及時將氣體排出就可能會對操作的工人產生危害。
2.3 切割工作平臺治具的設計
彈簧片切割時精度是最為重要的一環,而彈簧片治具就可以很好地起到定位作用。為了確保切割時的效率和品質,讓操作工人可以更快地完成一次操作,通過圖6實驗得出的較快而且切割準確的定位方式,當彈簧片沿著左邊的擋塊放下時,可以剛好放在兩個定位銷上進行定位,操作簡單并且效率較快,可以節省大量時間,如果出現微小定位誤差時調整也相對快捷。
2.4 送料機構
送料機構包括送料盤和送料馬達,送料盤設有與彈簧片對應的放料槽,將彈簧片放置于送料盤的放料槽內,再蓋上保護蓋后,由送料馬達帶動送料盤移動至切割機內部,在完成切料后,送料馬達將會帶動送料盤內切好的彈簧片送到原點,由操作人員取出彈簧片,并將余料拿走清理。
3 控制系統
3.1 常見控制方式
在目前市場上,大多數激光切割機都是由數控程序[5]進行控制操作,或者做成切割機器人。激光切割技術作為一種非常精密的加工方式,幾乎可以切割所有的材料,包括薄金屬板的二維甚至是三維的切割。
激光切割技術在其他制造重工業領域的控制系統則需要更加精密,誤差要盡可能減小。該技術在很多的行業有非常重要的地位,比如汽車的各種車身曲線都已經是獲得了廣泛應用。德國大眾汽車公司激光切割形狀復雜的車身薄板,以及各種曲面。除此之外航空、化工、輕工和電氣電子等都有激光切割技術的身影,而它們的控制精度都顯得尤為重要,由此可想選用一套精確且實用的控制系統時,都需要經過層層篩選,進而實現更加智能、精確的自動化技術[6]。
3.2 控制系統的選用
經過討論后得出了兩種控制方式供選擇,分別是數控控制、可編程控制系統(PLC)[7]控制。而最終選定了可編程控制系統來作為切割控制,原因是可編程控制器使用時只需要經過程序員的編程就可以快速控制,它還有非常多的特點,如:可靠性高,抗干擾能力強;配套齊全,功能完善,適用性強;易學易用;系統設計周期短,維護方便,改造容易;體積小,重量輕,能耗低[8]。
所以采用的控制系統由三菱PLC、操作觸摸屏[9]和激光頭觸摸屏組成。設備操作分手動調整模式和自動切割模式,運用觸摸屏對各切割點進行獨立控制和位置調整,由于目前進行生產的彈簧片型號只有一種,所以需要調整的地方較少,減少機種切換即可減少機器的故障,從而提升產品生產效率。
手動調整模式是為設備故障調機及設備初始調整使用,技術人員通過操作觸摸屏輸入具體的位置參數至觸摸屏可調整初始數值或者送料盤移動路線數據及切割點位,保存后復位即可按照最新設置的參數運行。
4 設備解決的關鍵技術
本項目在實施過程中主要解決了以下關鍵點。
(1)送料機構的運行精確性得到保障,由伺服馬達提供動力,通過與控制系統的結合,在整個運行過程中,不但可以確保送料機構的穩定運行,而且可以高效、準確、便捷地完成整個自動激光切割工作過程。
(2)高精度的雙導軌定位為白動切割的品質提供了更好的保障,可以精確移送工件控制每個切割部件的切割精度,提高了作業銜接性和工作效率。
(3)通過對送料盤的設計改善,再配合專用的激光頭來達到自動切割的目標。
(4)解決了切割的質量,由于激光光斑小、能量密度高、切割速度快,因此激光切割能夠獲得較好的切割質量,激光切割口細窄,切縫兩邊平行并且與表面垂直,切割零件的尺寸精度可達到0.1 mm以下。
(5)清潔、環保[10]、安全、無污染。大大改善了操作人員的工作環境。
(6)使用范圍廣,除開切割彈簧片外,還能切割其他易碎的脆性材料等等。
5 結束語
綜上所述,在信息技術快速發展的過程中,激光切割技術在發展的過程中也獲得了廣泛的應用。在激光切割技術更為成熟的過程中,制造行業應用激光切割技術更能夠體現出廣闊的發展前景。而激光切割技術在各個行業應用的過程中將發展的更成熟。
本文通過對激光切割機的整體設計,設計了一個結構合理的XY兩軸工作平臺,同時實現了彈簧片的自動切割,雖說目前市場上也有眾多的白動切割機,但自行設計可以更加深入研究這方面的技術,目前各種行業都在實行白動化乃至智能全自動,這些都可以為公司減輕勞動力不足的困擾。本文設計的設備具有以上所述的優良特性,極具實用價值。
參考文獻:
[1]楊伏元,汪焰,史江波.提高激光焊激光頭護鏡使用壽命的改進與應用[C]//2019中國汽車工程學會年會,2019.
[2]文楊昊.激光技術在金屬材料加工工藝中的應用研究[J].世界有色金屬,2020(23):133-134.
[3]李亞江,激光焊接/切割/熔覆技術[M].北京:化學工業出版社,2019.
[4]牛鵬勇.金屬材料加工工藝中激光技術應用分析[J].信息記錄材料,2020(11):27-28.
[5]趙士龍.數控激光切割機床和垂直進給系統設計[J].橡塑技術與裝備,2020(8):50-57.
[6]李建全.電氣工程自動化信息技術及節能措施[J].智能城市,2021(3):79-80.
[7]蔣莉莉.可編程控制器在電氣控制中的應用分析[J].科技風,2019(26):76.
[8]馮永濤,郗子瑞,李嘉鵬.PLC技術在電氣工程及其自動化控制[J].電子測試,2021(2):125-126.
[9]馮瑩彰.PLC和觸摸屏在連接器自動加工機中的應用[J].集成電路應用,2021(1):146-147.
[10]李云妹,謝祖華.激光技術在金屬材料加工中的應用[J].冶金與材料,2020(10):78-79.
猜你喜歡
經營者(2016年12期)2016-10-21 07:39:01
中國科技博覽(2016年19期)2016-10-19 14:47:24
中國科技博覽(2016年19期)2016-10-19 13:40:37
中國科技博覽(2016年18期)2016-10-19 07:01:13
中國市場(2016年36期)2016-10-19 03:40:15
科學與財富(2016年28期)2016-10-14 21:28:54
科學與財富(2016年28期)2016-10-14 19:52:27
科學與財富(2016年28期)2016-10-14 19:49:55
科學與財富(2016年28期)2016-10-14 19:33:38
科學與財富(2016年28期)2016-10-14 03:14:22
