橋式起重機大梁與端梁開裂分析及處理
2022-04-13 03:32:16張誠
銅業工程 2022年1期
張 誠
(江西銅業股份有限公司貴溪冶煉廠,江西 貴溪 335424)
1 引言
橋式起重機是國民經濟生產和流通領域物資裝卸、裝卸、吊裝的基本工具。由于這種起重機在高空作業,作業范圍能掃大范圍區域,因此受到用戶的歡迎,得到了很大的發展。為了能滿足各種使用場合的起重使用性能要求,分為各種類型的電動橋式橋梁起重機,主要類型包括:電動葫蘆單梁同軸橋式重型起重機、電動葫蘆雙梁同軸橋式重型起重機、單主梁雙梁橋式重型起重機、電動葫蘆橋式雙梁同軸橋式重型起重機。目前使用范圍最廣的還是電動葫蘆雙梁同軸橋式重型起重機[1]。橋式起重機已成為中國核電站、水電站、重工業、化工、冶金等行業重要的起重設備,它的安全使用性直接程度影響著整到生產企業的安全性和生產管理能力[2]。在近期某大型冶煉廠橋式起重機使用過程中,發現吊車梁及端梁出現開裂現象,為防止裂縫進一步擴大,本文通過現場調查檢測,根據缺陷狀況,結合現場情況分析缺陷產生的原因,制定了維修計劃。
2 橋式起重機的結構原理
2.1 橋式起重機結構形式
橋式起重機金屬結構主要由端梁欄桿、大梁、移動平臺等構成[5]。結構又分為箱梁拆裝和單梁拆裝,各種金屬起重機的主梁多采用雙梁箱型結構,如圖1。
雙梁箱型起重機的端梁一般也是箱梁,有三種結構形式,這三種結構形式的特點有下面幾點。
(1)A結構形式:雙梁箱梁吊車剛性好,制造和裝配方便。
(2)B結構形式:雙梁橋式起重機結構不一般。不同于端梁的橫截高度,主梁安裝在端梁頂面以下。在高度有限的地方使用最多,但是端梁的橫截面可以很容易地改變。
(3) C結構形式:這種大型起重機的基本結構形式,通常承載力較低,提升能力較高。雖然經過車輪的氣流系數增加,車輪對大氣壓的阻力減小,但是金屬框架車的整體硬度卻大大下降。
本次研究中所考慮的橋式起重機為雙梁橋結構形式,基本由橋體、大車、小車行走裝置、電氣設備及附件組成,長31.5m。這個機構有一個16t的主起升和一個10t的起升兩套起升機構,裝在一輛大車上,它的轉向裝置驅動整個起重機來控制設備的橫梁。圖1顯示了橋式起重機橋架的結構形式。
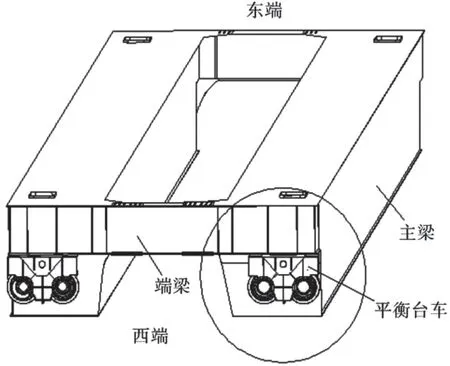
圖1 橋式起重機橋架結構
橋式起重機正常工作載荷不損傷后梁柱。前梁開裂的主要原因是施加載荷。端梁時,附加載荷僅發生在輪對位置,且水平輪固定性較差,輪子受壓嚴重,軸張力不減,端梁開裂。
2.2 橋式起重機工作原理
橋式起重機是一種起重運輸設備,可減少繁重的體力勞動,提高工作效率并實現安全生產。它同時可以在一定高度范圍內通過垂直向上提升和或者水平下降移動整個物體,具有可以間歇連續運動和重復操作較長周期的兩種特點[6]。起重機產品可以根據其具體主要用途和整體結構功能特點對其進行不同分類。按照其主要用途不同可以細分為普通船舶起重機,建筑船舶起重機,冶金船舶起重機,鐵路船舶起重機,港口船舶起重機,造船船舶起重機,橋式吊車起重機等。該橋式裝卸起重機主要廣泛應用于工礦企業的裝卸車間、倉庫、鐵路、港口及其他大型貨場的固定式大跨度起重物料的運輸裝卸。橋式桁架起重機的主要的重金屬結構之一是起重橋式桁架,該起重橋的桁架可以水平直接安裝在起重車間兩側的由豎直的立柱所構成支撐的橋架軌道上,并且機體可以在其軌道上前后雙向移動[7]。除橋架之外,還有手推車,其配備有舉升機構和運行機構,可攜帶舉起的物品沿鋪設在橋架上的軌道行進。由手推車的左右操作,橋架的前后操作以及提升機構形成的三維空間范圍是橋式起重機所載貨物的服務空間。橋式起重機工作流程圖如圖2所示。
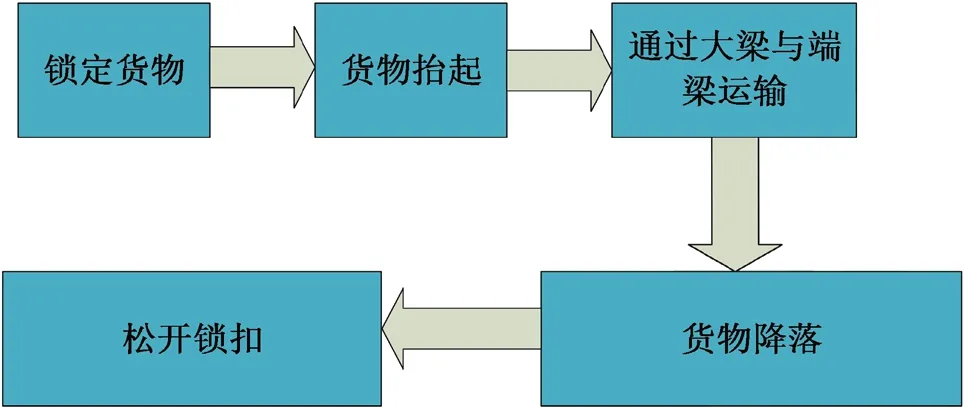
圖2 橋式起重機工作流程圖
3 橋式起重機大梁與端梁開裂分析
3.1 斷裂理論分析
2019年12月24日上午工作人員按計劃對6#行車大車聯軸器(北面)進行更換檢修,在對聯軸器中心校正的同時,對南面大車減速機進行檢查,發現南面大車減速機處的主梁與端梁連接部位側板有開裂現象,通過進一步的全面檢查,發現端梁與側板連接的焊縫已開裂,裂紋一直延續到底部;南面底部主梁與端梁的連接腹板也發現裂縫;北面主梁與側板連接的焊縫也有裂縫,具體開裂情況如圖3所示。

圖3 橋式起重機大梁與端梁開裂圖片
3.1.1 斷裂特征分類
為了便于理論研究,本次研究將橋式起重機的大梁與端梁等實際部位的故障簡化為平面或大平面裂縫[8]。根據吊車大梁和端部大梁的強度和斷裂特征,將裂縫分為三類,如圖4所示。

圖4 橋式起重機大梁與端梁裂紋分類
(1)Ⅰ型(張開型)裂紋:這類裂紋的特征是垂直裂紋表面的拉應力和垂直裂紋擴展面。受外力的影響,裂縫向原始裂縫的方向擴展。
(2)Ⅱ型(滑開型)裂紋:這種裂縫的特征是剪應力 R與裂縫表面平行,但與裂縫擴展面垂直。受這一外力的影響,裂縫擴展偏離裂隙附近的方向,形成一個角。
(3)Ⅲ型(撕開型)裂紋:這類裂紋以與裂紋表面相平行的剪應力 R為特征,但也平行于裂紋擴展的前緣,從而形成裂紋表面。這一外力的作用通常會使裂縫向原始裂縫擴展。
3.1.2 斷裂力學分析
本次研究中包含了描述平面應變斷裂狀態的斷裂力學規則“N”。這里的解釋是應力強度因子在物體的裂紋載荷下,是表示裂紋尺寸的獨立參數[9]。通過確定裂紋周長來確定應力尖端的強度,應力場在裂紋或缺陷尖端處不斷擴大,最終成為構件損壞的基礎。客體在裂紋擴展過程中會產生一定的阻力,只有當N達到或超過臨界值時,才能可靠地擴展和失效。主要破斷裂的臨界條件為N>Nc。因為 Nc是裂紋材料抗宏觀破壞(或裂紋擴展)的參量,它被稱為斷裂韌性,是材料本身的物理特征,顯示了其在破壞前吸收能量的能力。指材料阻止裂紋擴展的能力,它是材料強度的量化指標。當加載速率和溫度一定時,Nc是材料的特定常數,與裂縫本身的大小、形狀及外部應力無關,它是材料的固有屬性[10]。當裂紋大小得到確定時,材料的斷裂韌度越高,非穩定裂紋擴展所需要的臨界應力越大。當施加外力時,材料的斷裂韌度越高,不穩定裂紋生長的臨界閾值越高。所以它是應力強度系數的臨界值。計算力因數N的公式方法如公式(1):

在公式(1)中所受應力由F表示,與裂紋形狀和加載方法有關的形狀修正系數由S表示,L和R為裂紋長度系數。
公式(1)表明,對于某一裂縫,臨界裂縫的大小取決于應力 F。為防止進一步產生失穩和裂紋發展,需要對應力集中區域進行分析,將應力減至最低。
3.2 大梁與端梁有限元分析
采用SWK軟件對橋吊的斷裂問題進行了建模,并利用SWK有限元軟件對其主梁和端梁進行了SWK分析,研究橋式起重機橋架部位斷裂問題。
3.2.1 建立有限元模型
首先建立起重機橋的梁和端梁的三維模型。該金屬橋為箱形雙梁結構,基本由兩個主梁和兩個端梁連接而成。梁頂和底板縱向采用角焊連接。梁體內部主要由一塊大木、一小塊木料和一塊加固板組成。將主梁與端梁通過連接板焊接在一起,端梁用抗剪螺栓固定,使橋梁形成一個剛性的金屬箱結構。主梁端梁采用普通碳鋼制造,拉伸強度為220~460MPa,彈性模量為280 GPa。在有限元分析中,首先對網絡進行分割,在模型中采用混合曲率雅可比點型網絡5。最大元素為850mm,最小元素為165mm,并且網格質量高,劃分網格后,有69,530個節點和27,450個元素。
3.2.2 載荷分析
質量負荷包括主梁、后軸梁和金屬機架結構,它們對計算結果有重要影響。橋上主梁自重為G1=18.5t,底盤金屬重量為G2=11.2t,本研究中所用起重機最大承載能力為G3=36t。起重吊車在起升過程中要經常起重制動,根據動能原理,需要額外的力來抵抗這些變化,所以要往相反的方向加速,就必須抵抗速度的變化。所以,起重機的主梁和懸梁在起重過程中受到的沖擊載荷最大。吊車水平運轉,當起動或突然停車時,將產生一種動力水平荷載(T),通過小輪子作用于橋梁結構。大梁和端梁水平動載荷T,計算公式如公式(2)。

在公式(2)中m為起重機啟動或制動時的加速度,加速度a=0.45m/s,k為水平動載荷系數。
3.2.3 確定開裂原因
由于橋式起重機及其附屬部件的重力載荷是恒定的,輸送電荷是不斷變化的,橋梁和橫梁的軸承載荷是機械零件,所以,在車輛左空轉極限位置時,所產生的各種載荷應按實際位置解析為不同的運行條件,從而進行載荷組合分析。大梁與端梁實測有限元計算值如表1所示。

表1 大梁與端梁實測有限元計算值
通過表1可以看出,在相同工況下,計算值與實測值非常接近,說明有限元模型是正確的。經過綜合調查和計算,找出了梁和端梁的開裂原因。主要原因:在氣刨和氣刨過程中,發現角焊縫在焊接過程中偏于電弧焊,從而使成形時焊縫不熔合,焊接質量不好,對應力焊縫不進行焊接。在設備的長期高負荷運行中,大梁經常上下振動,從而導致主應力焊縫不被焊接,側板被拉開。次要原因:由于維修人員缺乏專業素養,未采用間歇焊接等操作方法,導致局部過熱,對主梁有一定影響,主梁可能會下撓,導致焊縫開裂。
4 橋式起重機大梁與端梁開裂處理方法
4.1 大梁和端梁加固
研究發現起重機具有較大的橫向咬合力,因此增大了梁和端梁的橫截面積,可以提高梁的彎曲模量和梁端的橫向強度,已成為起重機吊車梁的基本原理。因為吊車大梁是同時發展的,而大梁的裂縫集中在角箱板的兩端,所以在加固時只對大梁的極限支承兩端進行加固。通過計算原始設計的裂縫位置和應力,并與改進設計進行比較,說明改進設計是合理的。在加固后的橋梁結構的有限元分析結果中,當相同的12 t在側向力的作用下,在交叉端,橫梁處承載轎廂和梁腹板彎曲部分的等效應力為47.4 MPa,而之前未加固時達到31.8 MPa,大梁和端梁承受重量提升了43.6%,效果非常明顯,表明加固方案是合理的。
4.2 焊接修復處理方法
同時考慮到這兩種情況,該車需要進行快速修復該車大梁與梁柱端梁的內外轉彎,有效地消除梁柱端結構與大梁之間的裂縫根源。但此車已連續使用很多年年,臨近該車報廢處理年限,做較大的裂紋修復在經濟上已不劃算,考慮該車廠方在使用幾年后就出現可以自行更換新加工設備的可能,建議只將該車大梁與梁柱端梁間的裂紋進行作反覆修復后做加強板的處理,即在端梁裂紋修復處理時采用鋼板焊接的加工方式對該車大梁與梁柱端梁間的加強板裂紋進行反覆加強修復處理,加強板施工工藝如下。
(1)在裂縫擴展方向鉆一個直徑10mm的邊界孔。
(2)用砂輪機清除原焊縫,在凹處磨出新的裂紋,然后重新焊接。
(3)用研磨機研磨焊縫和鋼筋表面,使其相對于鋼筋板平整。
(4)焊接加固板的水帽,然后填上水帽,最后焊接加固板周圍。
(5)焊條應采用ES8501焊接工藝,加強板為O331,厚度 H=8 mm,塞孔直徑25 mm或30 mm,間距110 mm,建議采用焊劑分布法進行布置。
(6)加強板的主梁施焊安裝工作一般應在兩個主梁變形板截面連接處同時一起進行,在鋼板施焊前的工作中如需要將兩個端梁應同時卸下,視卸載組織方式而定。可以使用兩個插槽。將頂梁置于兩根主梁連接的同一端梁上,這樣就可以抬起兩個千斤頂端梁承載位置,即可然后嚴格按照焊接工藝對大梁和斷糧開裂位置進行焊接。
5 結束語
橋式起重機大梁和端梁開裂是經常發生的事故,嚴重影響了橋式起重機的使用壽命。本次研究在有限元應力分析的基礎上,對橋架結構進行了三維建模,獲得了梁體及端梁的應力云,并對梁體中對應的應力集中區及翼緣的偏轉角進行了分析,消除了產生裂縫的原因。依照技術手段發現了橋式起重機大梁與端梁開裂的原因,并對大梁與端梁進行了加固處理,同時采用焊接方法對斷裂處進行了修復。研究發現,橋式起重機使用過程中的操作不當也是造成大梁與端梁開裂的主要原因之一,因此應當加強橋式起重機的使用規范,嚴禁猛然起吊和越級加速等違反操作規程等行為,正確的調整制動器,不可隨意的在主梁上進行電焊作業。本文最后提出針對橋式起重機大梁與端梁開裂給出了科學合理的處理方法,希望可為相關領域從業人員提供一定的理論指導。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03
建筑材料學報(2014年3期)2014-03-11 17:08:02
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
