首尾相連的自由曲面測量路徑優(yōu)化
2022-04-19 10:20:22姜闊豐陳岳坪
智能制造 2022年2期
姜闊豐,陳岳坪
(廣西科技大學 機械與汽車工程學院,廣西 柳州 545006)
1 引言
自由曲面的加工精度是以其曲面工件的曲面輪廓度來評定的,檢測是質(zhì)量最有力的保障。自由曲面的檢測一般涉及采樣樣本、采樣點分布、路徑規(guī)劃和檢測仿真等方面的問題,由檢測結(jié)果對加工的質(zhì)量進行評定。
在三坐標接觸式測量中,均勻分布的曲面測點信息可以通過UG軟件來生成,但通過UG軟件生成的曲面工件的曲面測點的默認的檢測路徑是每一行的曲面測點都是從頭到尾的順序。當進行曲面工件的檢測時,三坐標測量機讀取曲面工件的曲面測點信息,測頭在兩行間曲面測量點之間的運動路徑是:第一行曲面測點的最后一個的尾曲面測點移動到下一行曲面測點的第一個的首曲面測點,其兩行間的測頭運動基本跨越了被測曲面的兩端的距離,但曲面工件是有曲率的,曲面工件表面可以說是起伏不定的,若曲面測點的測頭回退距離設置過短,測頭在基本跨越了工件兩端距離的兩行曲面測點間的運動就有極大的風險會碰撞到曲面工件。但若曲面測點的回退距離設置較長,由于所有曲面測點都需設置相同的回退距離,那么測量時間會變得更長,尤其是當曲面測量點數(shù)非常多時,將嚴重影響曲面測量效率。
在曲面檢測方面的研究中,文獻[2]借用了Mastercam軟件,規(guī)劃仿真在機檢測路徑來提高檢測速度,降低成本;文獻[3]指出曲面檢測中,提高工件裝夾方法提高曲面檢測精度與穩(wěn)定性;文獻[4]針對復雜曲面的全局干涉問題,提出了一種基于參數(shù)曲面網(wǎng)格劃分與刀具包圍盒的全局干涉檢測算法來避免干涉,提高了檢測效率;文獻[5]通過視覺補償,修正CMM坐標系偏移量,達到提高CMM檢測安全性的目的。
本文通過MATLAB對曲面測點數(shù)據(jù)的快速處理,優(yōu)化等參數(shù)自由曲面測點的順序,從而達到提高測量安全性與檢測效率的雙重目的。
2 研究與方法
2.1 曲面測量的路徑規(guī)劃
若用UG等3D軟件設計好自由曲面的型面,根據(jù)3D數(shù)模加工出自由曲面工件,檢測判斷加工出來的曲面工件的型面和3D數(shù)模的型面是否一致時,需要用到各曲面測點的T值(點沿法矢方向偏差)來判斷。測量點沿法矢方向到理論曲面的最大距離的2倍即為曲面輪廓度誤差。
曲面工件在檢測時,若檢測路徑不合理,不僅影響檢測效率,甚至會發(fā)生測頭與曲面工件碰撞,無法完成檢測工作。自由曲面工件在檢測過程中,測頭運動沿曲面測點的法向逼近、回退,其中測頭包括觸測速度、回退速度,快速移動速度等變化過程,測頭從上一個曲面測點到下一個曲面測點的移動路線如圖1所示,圖中顯示了曲面工件上曲面測點彼此間的路徑規(guī)劃過程,其他曲面測點以此類推。其中,2段的逼近,3段的回退,4段的移動,都可以設定其參數(shù)。
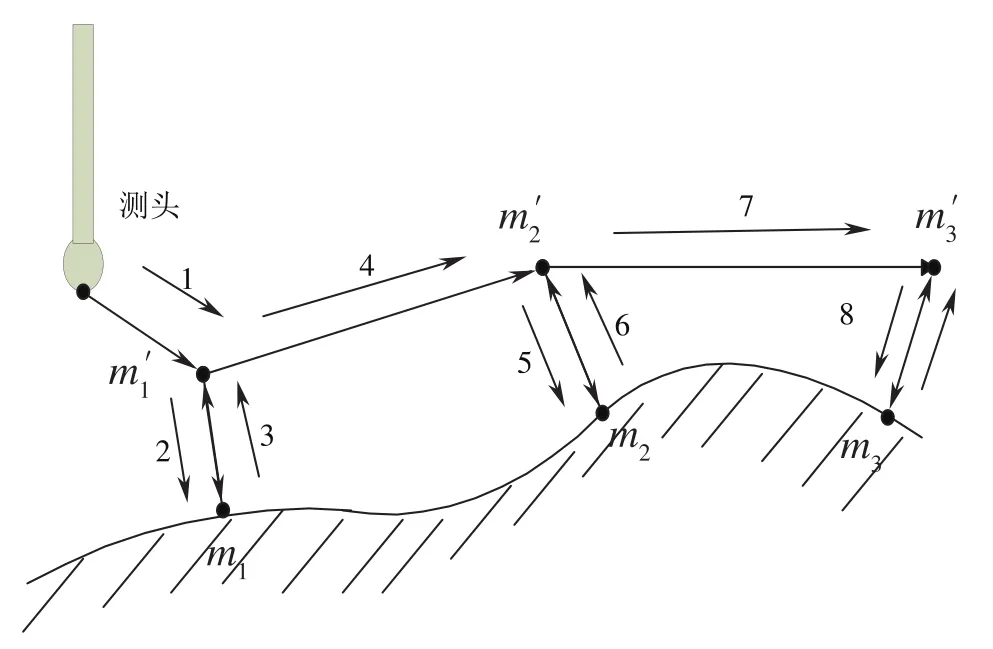
圖1 測頭在曲面上運動的路徑示意圖

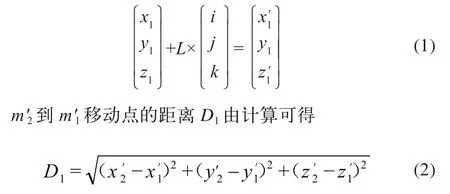
曲面測點測量的總路徑為

2.2 S型首尾相連路徑的自由曲面點數(shù)模的生成
通過UG、MATLAB軟件與Excel和記事本等來生成所需要的S型首尾相連路徑的曲面測量點的檢測數(shù)模。曲面點數(shù)模的生成的詳細過程如下。
步驟1:UG軟件里,在曲面工件上通過“點集”功能生成曲面基本點,并導出原始默認順序的常規(guī)型路徑的曲面測點的 IGES 數(shù)模。
步驟2:IGES文件通過文本方式打開,復制導出含原始曲面測點信息的 TXT 文件。
步驟3:在Excel中,導入數(shù)據(jù),將無用信息刪除,只保存曲面測點的,,三列信息。
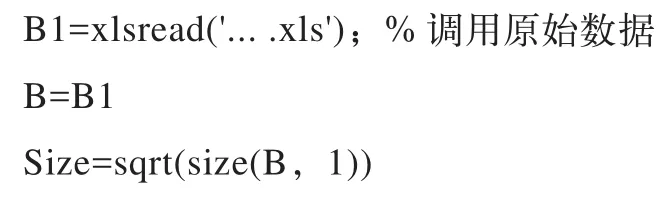
步驟4:通過MATLAB程序處理.xls文件,得到S型路徑曲面測點信息的TXT文件。
步驟5:UG中打開數(shù)模并導入“文件中的點”,選擇TXT格式,生成S型路徑的曲面測點信息,并導出S型路徑曲面測點的曲面點iges數(shù)模。
為進行實驗研究,特設計了如圖2所示的自由曲面工件,工件底座長寬為100 mm×100 mm,曲面部分的長寬為 80 mm×80 mm,生成的256曲面測點的曲面點數(shù)模如圖3所示。

圖2 原始自由曲面數(shù)模
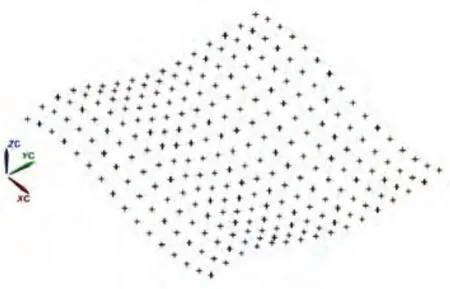
圖3 256 曲面測點的曲面點數(shù)模
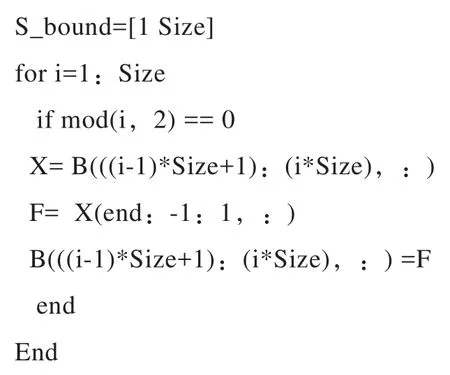
其中,用于優(yōu)化檢測路徑,更改曲面測點信息所使用的MATLAB的關鍵程序代碼如下:
3 仿真與實驗
根據(jù)式(3),借助MATLAB和Excel等軟件對自由曲面進行檢測路徑的仿真,其中常規(guī)型路徑曲面測點的回退距離設置為10 mm,S型路徑曲面測點的回退距離設置為3 mm,計算得出的路徑長度及其彼此間的比值關系見表1。
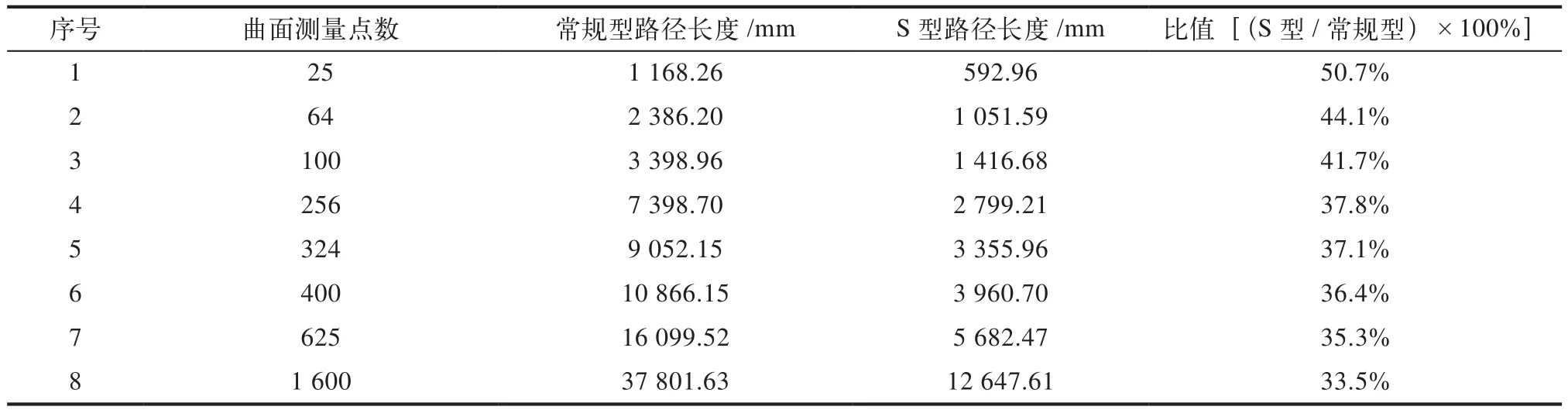
表1 路徑長度計算表
實際實驗中,等參數(shù)曲面檢測實驗在海克斯康Leitz Reference HP三坐標測量機 (PC-DMIS軟件,MPEE =0.9+/400 μm)下進行,選擇測球直徑為5 mm,默認定位和回退距離為2.54 mm,移動速度為20 mm/s,觸測和回退速度為2 mm/s。PC-DMIS軟件部分檢測參數(shù)設置的情況如圖4所示。
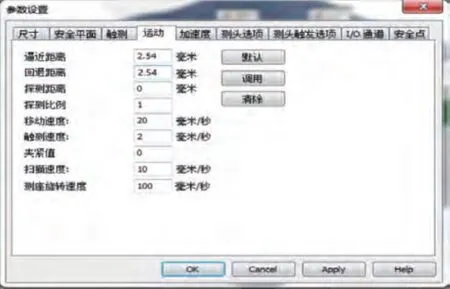
圖4 三坐標測量機的部分參數(shù)圖
為了保證是在同一坐標系下進行多次不同點數(shù)、路徑的曲面測點的實驗,有效避免因坐標系的建立所帶來的影響,特設計實驗步驟如下。
步驟1:導入原始曲面數(shù)模,校驗標準球、建系。
步驟2:導入第一個曲面點數(shù)模,插入矢量點,生成曲面測點信息,其中常規(guī)型路徑曲面測點設置回退距離為 10 mm,S型路徑曲面測點設置回退距離為3 mm。
步驟3:運行 PC-DMIS 測量程序。
步驟4:對曲面測點信息進行評價。
步驟5:保存測量文件,導出Excel報告文件。
步驟6:另存為新文件,先刪除測量點的程序,再選擇刪除CAD信息,選擇“點”刪除,重新導入新的曲面測點數(shù)模。繼續(xù)測量。
步驟7:重復步驟2~步驟6。
以等參數(shù)的256個曲面測量點的實驗為例,原始曲面數(shù)模,加上在UG軟件里生成的256個曲面測點的點數(shù)模合并為一個新的工件數(shù)模,如圖5所示。
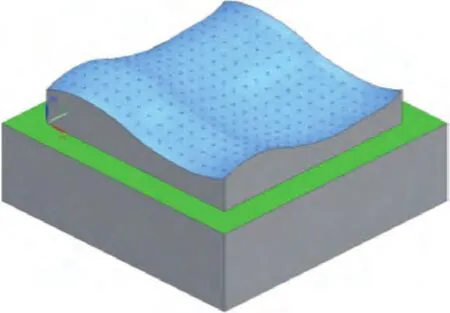
圖5 合成的256個曲面測點檢測數(shù)模
常規(guī)型路徑的256個曲面測量點的仿真路徑如圖6所示,為了有效避免發(fā)生測頭與曲面工件的碰撞,將曲面測點的回退距離設定為10 mm。
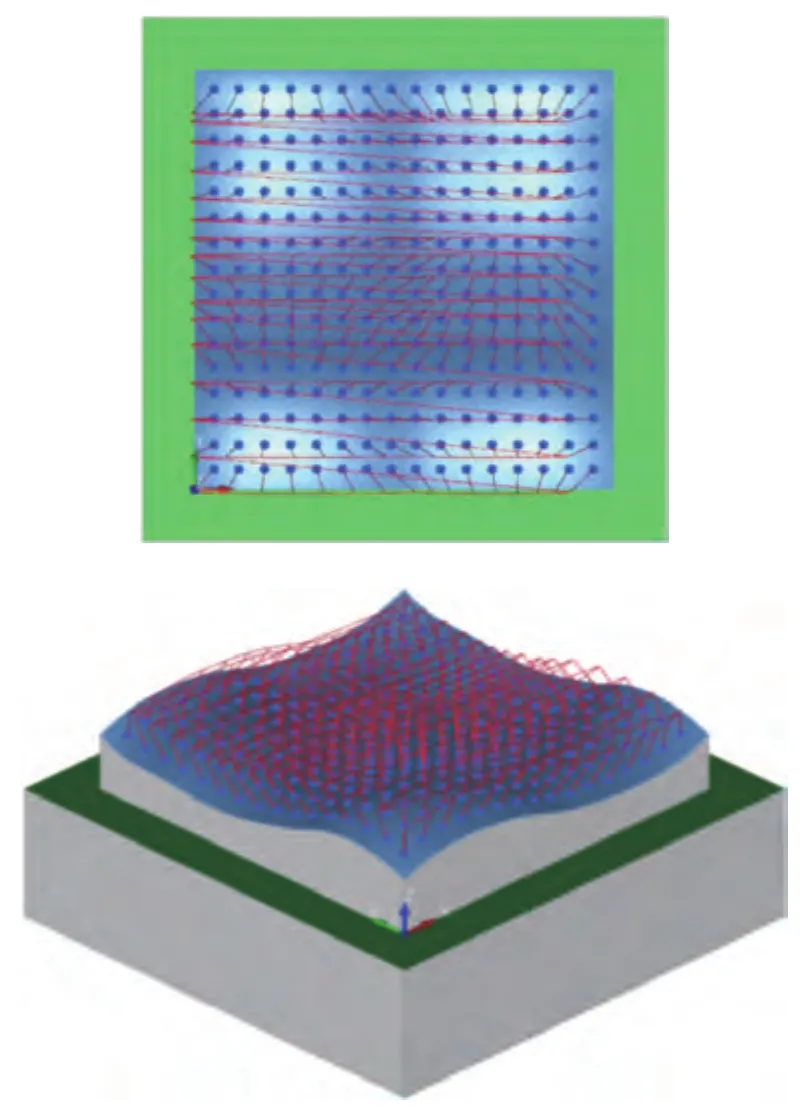
圖6 常規(guī)路徑的256個曲面測點的測量路徑
經(jīng)過優(yōu)化后的S型路徑的256個曲面測量點的仿真路徑如圖7所示,因為優(yōu)化了曲面測點的路徑,所以曲面測點的回退距離可以縮短為3 mm。
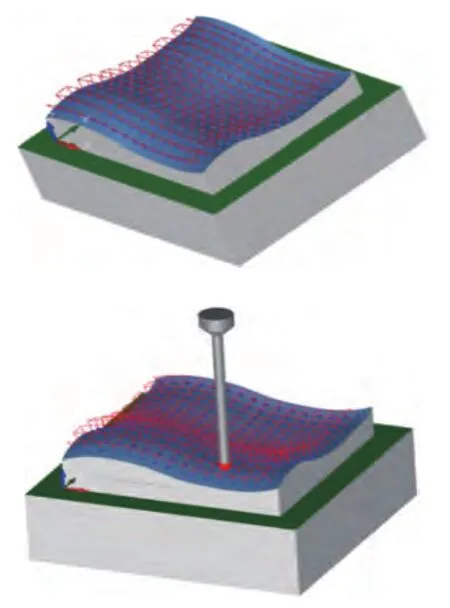
圖7 S 型路徑的256個曲面測點的測量路徑
根據(jù)其他曲面測點的常規(guī)型路徑的數(shù)模與S型路徑的數(shù)模,對曲面零件也進行了測量,測量過程的現(xiàn)場圖如圖8所示。
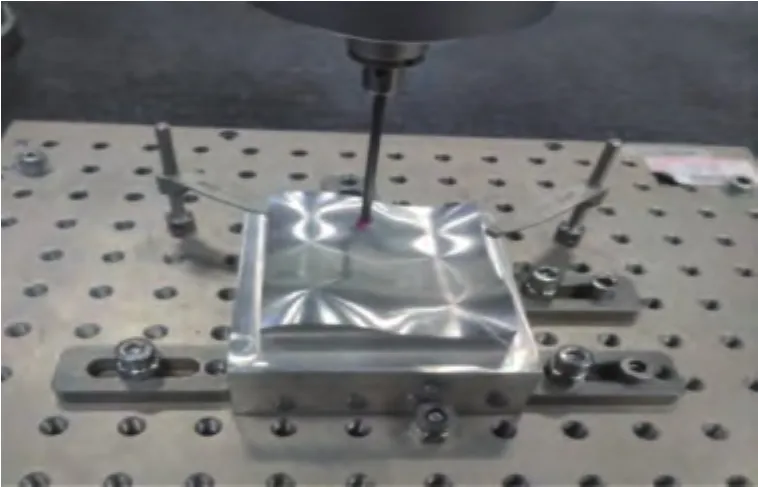
圖8 自由曲面三坐標測量現(xiàn)場
4 結(jié)果與討論
經(jīng)過多次的自由曲面的測量實驗,得到的部分實驗數(shù)據(jù)見表 2。
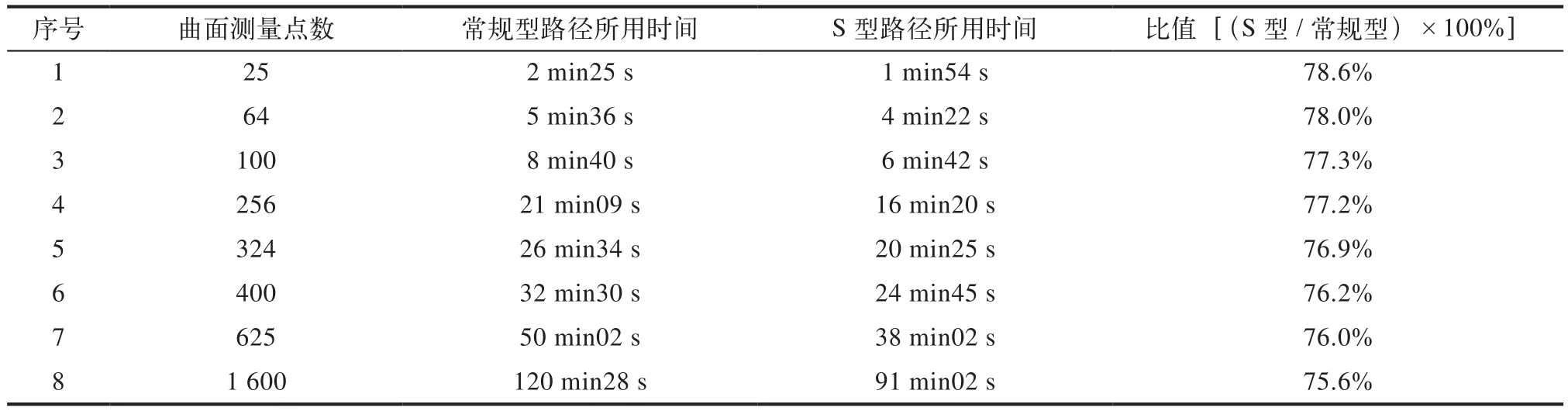
表2 各曲面測量點在不同路徑下的測量時間
以S型路徑的256個曲面測點的工件為例,借助MATLAB對自由曲面上各位置的曲面測點的矢量方向的偏向誤差值進行三維分析,得到如圖9~11的曲面誤差分布圖。
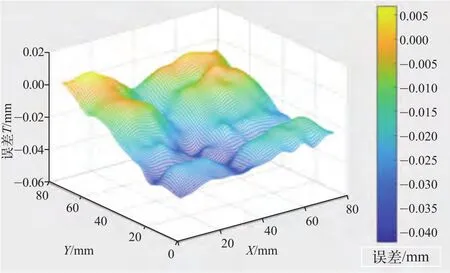
圖9 256個曲面測點誤差
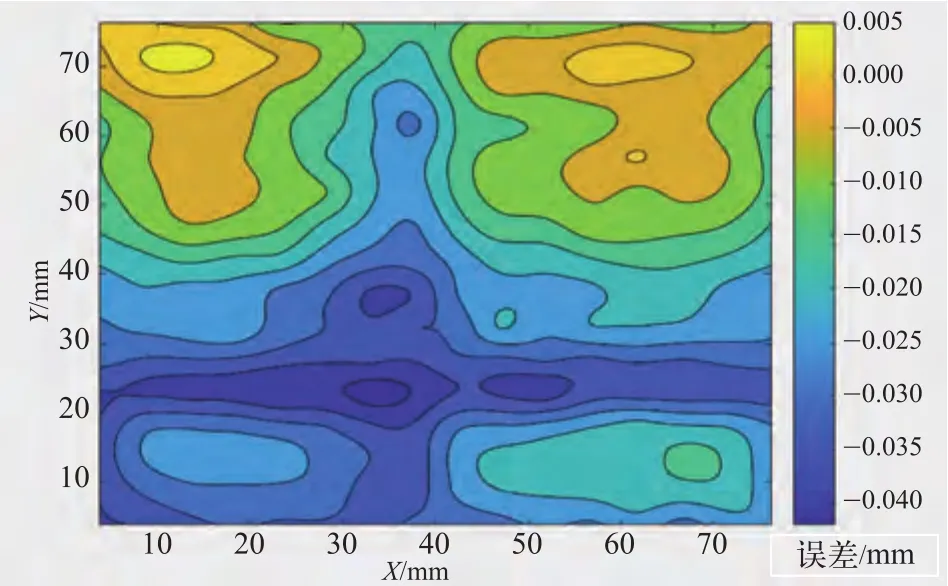
圖10 256個曲面測點誤差的等高線圖
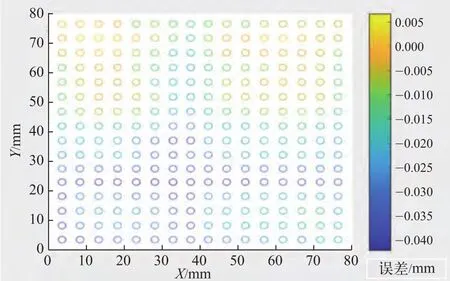
圖11 256個曲面測點誤差的散點圖
通過S型首尾相連的自由曲面檢測路徑,可以減小測量中回退距離的設置,能有效降低測量時間;同時,自由曲面測量數(shù)據(jù)點通過MATLAB的數(shù)據(jù)分析,能有效發(fā)現(xiàn)自由曲面上曲面測點矢量誤差較大的區(qū)域所在。通過仿真與實驗分析,S型的曲面路徑長度能縮短到50%以下,測量時間能縮短大約25%。
5 結(jié)束語
通過MATLAB軟件,快速將自由曲面測點的默認常規(guī)路徑改為S型首尾相連的路徑,能有效減少檢測時三坐標測量機測頭與曲面工件碰撞的風險,提高曲面檢測的安全性。通過降低對回退距離的要求,提高了測量效率,自由曲面測量點數(shù)越多,S型首尾相連的自由曲面測量路徑就越有價值。同時通過均勻分布等參數(shù)測點,也可觀測曲面測點誤差的分布情況,分析主要誤差所在區(qū)域,通過MATLAB等軟件快速生成S型首尾相連的曲面檢測路徑的檢測方式,對自由曲面檢測的研究具有重要意義。
猜你喜歡
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
