覆蓋式組合型插座端子多工位級進模設計
2022-04-20 09:17:32孟玉喜
模具制造 2022年3期
關鍵詞:設計
孟玉喜
(南通開放大學機電工程學院,江蘇南通 226006)
1 引言
汽車線束是汽車電路的網絡主體,連接汽車的電氣電子部件并使之發揮功能,不管是高級豪華汽車還是經濟型普通汽車,線束都是由電線、接插件和包裹膠帶等組成,它既要確保傳送電信號,也要保證連接電路的可靠性,向電子電氣部件供應規定的電流值,防止對周圍電路的電磁干擾,并要排除電器短路,從穩定性和可靠性考慮,目前對于負載大電流值的接插件而言,不同基材復合裝配形成的結構形式越來越得到廣泛運用。圖1所示為一款負載大電流值的覆蓋式插座端子,由端子基座和端蓋兩部分裝配而成,端子基座材料選用導電率高、發熱小的框架紫銅,材料厚度0.5mm;端蓋材料選用不銹鋼,其優良的力學性能能保證接插件工作時插頭插座的可靠接觸,材料厚度0.3mm。
2 沖壓工藝分析
該款覆蓋式插座端子由基座和端蓋兩部分組成,每個部分均需一副相對獨立的多工位級進模具實現成形,其中基座沖壓成形主要包含沖導正銷孔、打筋、沖4個小方孔、打商標、打四小凸點、打凸臺、切邊、頭部打扁、兩邊條折弧彎、折邊、成形等工序;端蓋沖壓成形主要包含沖導正銷孔、沖T型槽、切邊、折頭部(120°)、折彎Ⅰ(105°)、折彎Ⅱ(85°)、折彎Ⅲ(21°)、折彎Ⅳ(16°)、整形等工序;沖壓后的兩半成品后續還需進行覆蓋成形形成完整的整體制件,如果采用工序分散單獨成形的方法,需要3副多工位級進模具才能完成,生產效率會降低,而且覆蓋成形形成整體制件單獨一副模具完成,還涉及到制件二次定位問題,對制件質量也會造成一定的不利影響。因此,采用工序集中方式,利用一副模具完成整個覆蓋式插座端子的沖壓成形方法為模具設計的優選方案。但是這會給模具結構設計帶來了巨大的挑戰,兩種不同材質的帶料,除要滿足自身內部的安全、穩定、順利送進要求外,還需兼顧與對方的同步配合,確保端蓋能順利到達指定位置覆蓋到基座上面實現一體成形。所以模具結構設計是該模具設計的重點和難點。
3 排樣設計
排樣設計是在工藝性分析的基礎上,根據沖壓件的特點確定工藝方案。主要考慮沖壓件的工序數、工序間的組合方式以及工序順序的安排。
3.1 端子基座排樣設計
端子基座的成形主要包含制件前段壓接導線用的兩U形彎,制件后段起對插功能的方形成形和彈舌成形,共分18工歩進行,帶料寬度45.1mm,步距29mm。端子基座排樣設計(Ⅰ帶)如圖2所示。
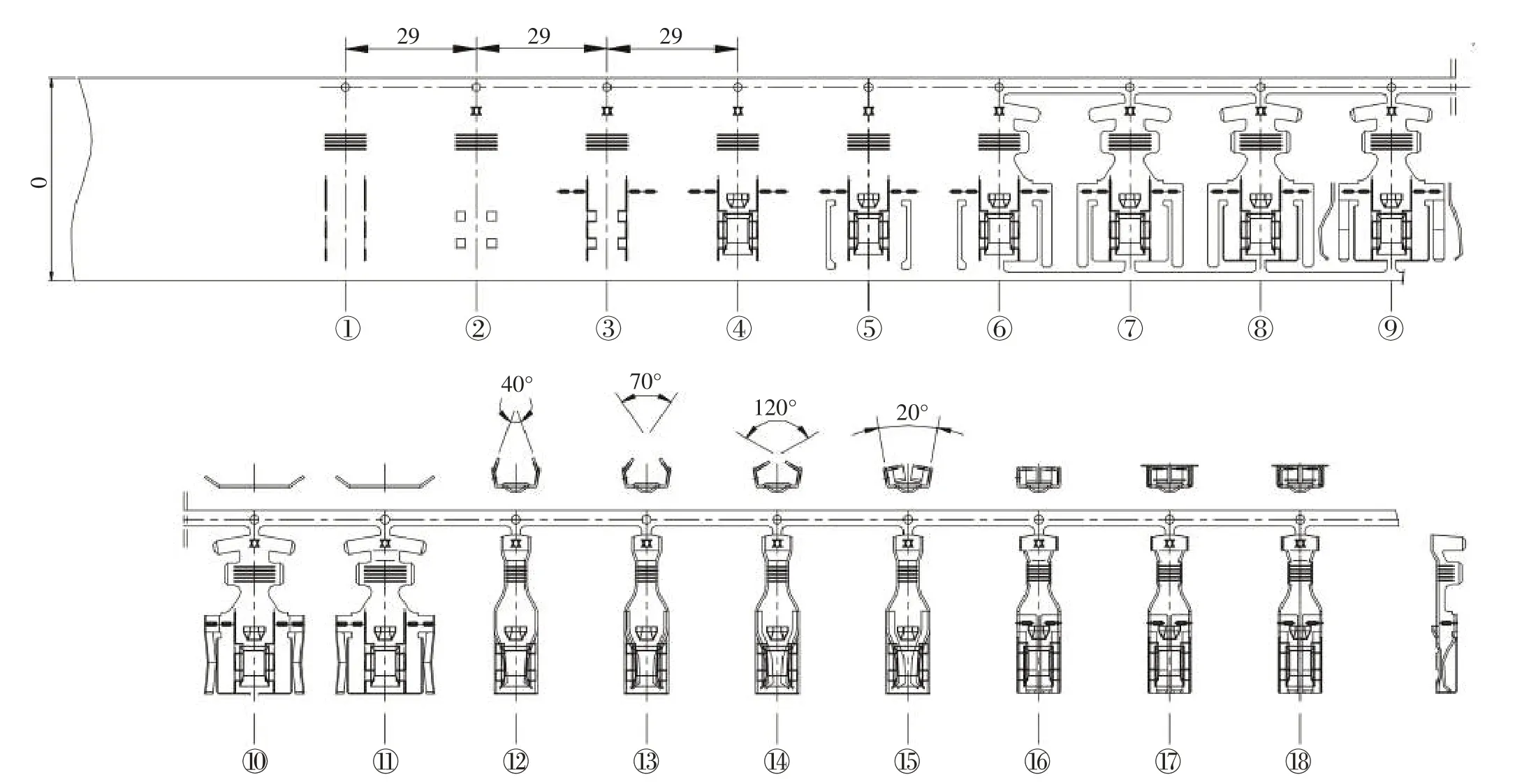
圖2 端子基座排樣設計(Ⅰ帶)
3.2 端蓋排樣設計
端蓋的成形主要是起彈性支撐作用的彈舌的分步逐一成形,彈舌成形由折頭部、4次折彎、整形等主要工步組成。設計為12工步,帶料寬29.5mm,步距25.5mm,采用框形雙側載體、雙側導正的結構,可使帶料的強度達到最佳,為成形后的端蓋半成品順利送進基座之上提供了有力保障。端蓋排樣設計(Ⅱ帶)如圖3所示。

圖3 端蓋排樣設計(Ⅱ帶)
4 模具結構設計
根據兩根帶料的排樣設計及基座與端蓋的位置關系,模具采用二合一的整體結構,兩根帶料在模具中呈一橫一縱排布,而且兩副模板一長一短,所以模架外形呈“L”狀。成形基座的凹模板由排樣圖可知約570mm左右,設計為整體的話,剛度較差,模板易變形,影響模具精度,如果通過增加模板厚度解決的話,會增加模具自身重量,制造加工更困難,加工成本也更高,因而采用一分為二的方法將基座凹模板分為兩部分。
導向設計是該模具結構設計的重要一環,上下Z向采用模內、模外同步導向設計,模外采用模架上的5組大導柱導套,模內采用12組?14mm的小導柱導套,X、Y向除使用傳統的導料釘、導正銷等之外,設計了4組“工”字槽,采用精密“工”字塊實現下模主要模板與下模座的固定連接,確保各凹模板之間的相對精密位置關系。級進模結構如圖4所示。
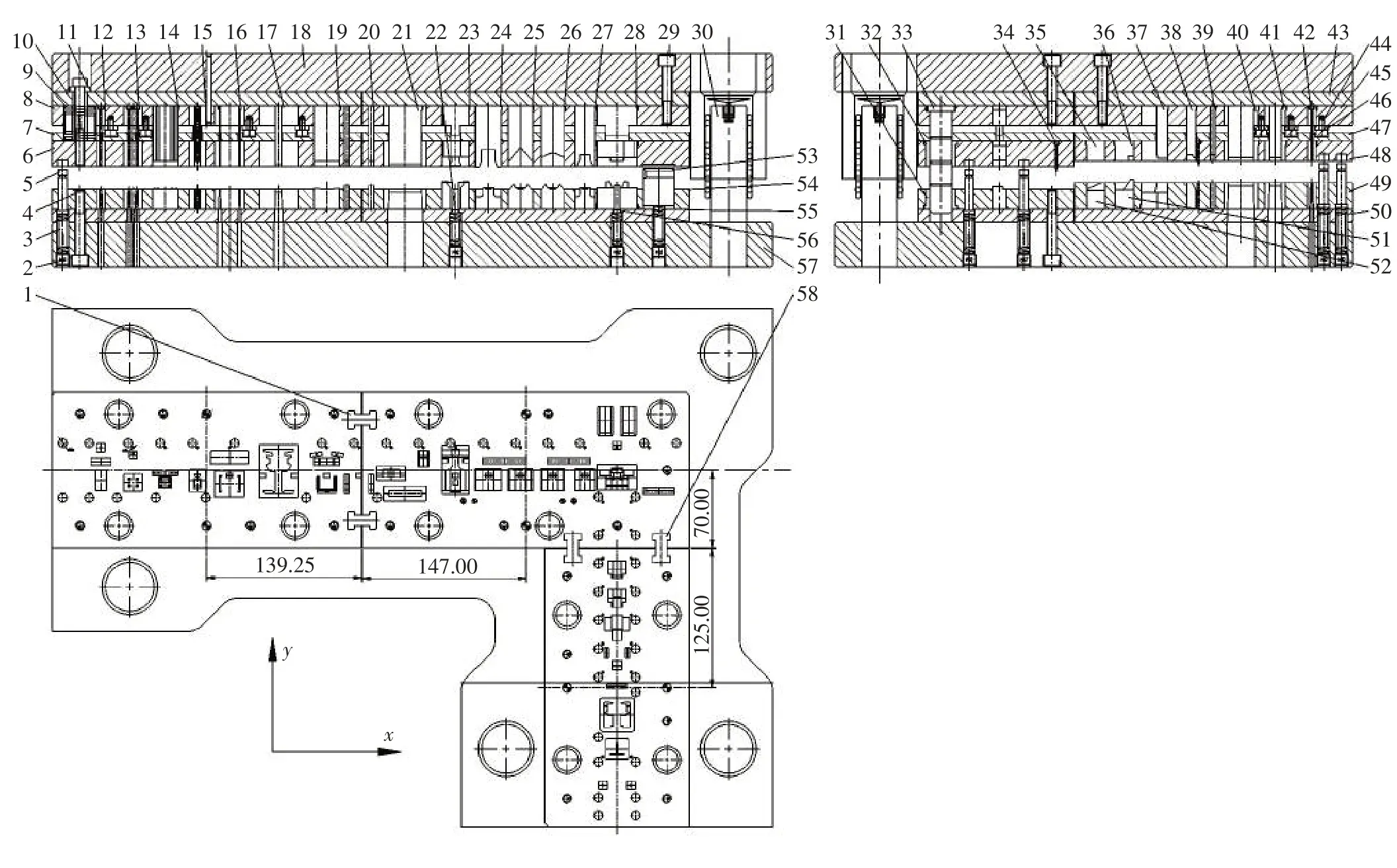
圖4 級進模結構
5 模具主要零件設計
5.1 模板厚度落差設計
由于端子基座和端蓋在沖壓過程中,帶料的平面不在同一高度處,存在一定的高度差,所以兩副模板的厚度尺寸必須有尺寸落差才能實現正常沖壓。由圖1C主視圖可知,剖面A-A、B-B處的高度差是0.7mm,由圖1C的左視圖可知,覆蓋組合后端蓋的上平面與基座下平面之間的距離是5.0mm,因而,兩凹模板的厚度差必須設計為5.7mm。兼顧到同一模具的閉合高度一致的要求及兩帶料的厚度不一的原因,兩副模板的厚度設計如表1所示。

表1 模板厚度
5.2 凹模板設計
凹模板的設計包含基座凹模板和端蓋凹模板的設計。
基座凹模板由于長度較長,需一分為二設計為兩部分,一分為二設計的分段線應選擇在沖壓內容相對較簡單的地方,不一定要設計在中點處,具體設計時選在工位⑨的右側;分段處再用“工”字凹槽通過“工”字鑲塊進行精密連接固定,“工”字鑲塊的長度要比對應的凹槽尺寸長0.5mm,使得凹模板的左、右段結合的地方留有0.5mm的縫隙,可有效避免模板側面的垂直度誤差造成對接處干涉的現象,從而達到整體模板的精度效果。
端蓋凹模板的設計要確保長度方向的中心線要與基座凹模板的工位○17的中心線理論一致,其也是通過“工”字鑲塊實現,設計方法及要點與基座凹模板相同。凹模板設計如圖5所示。
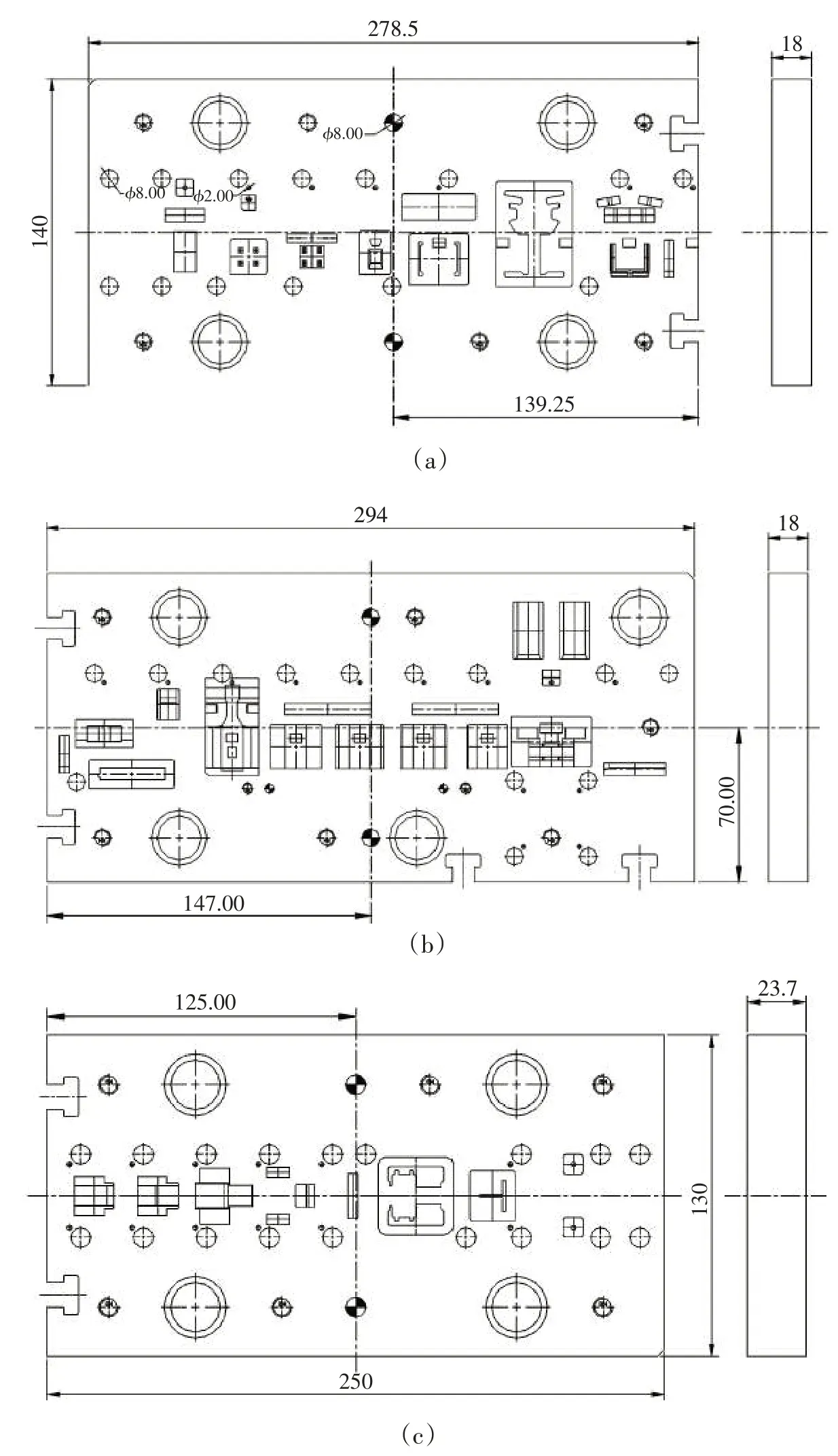
圖5 凹模板的設計
5.3 覆蓋成形切斷鑲塊設計
基座端子與端蓋沖壓形成半成品后還需進行覆蓋組合才能成為最終的插座端子,組合時既要讓端蓋與載體切斷分離,同時又要與基座進行組合成為整體,此兩部分內容必須在同一工位中同步完成,方能達到預設目的。該工位的鑲塊設計主要分為固定大鑲塊、卸料大鑲塊和凹模大鑲塊3種。參與切斷與組合成形的上模部分主要依靠卸料大鑲塊實現,而作為上模之一的固定大鑲塊的作用主要是利用高度尺寸進行閉合限位,沖壓過程到達下死點時,固定大鑲塊的下平面緊貼卸料大鑲塊的上平面,確保沖壓過程中沖壓力的有效傳遞,固定大鑲塊外形尺寸為36.5×23.0×26.5mm,如圖6a所示。卸料大鑲塊外形尺寸為36.5×23.0×17.6mm,其中12.45×17.6mm的尺寸為切斷刃口尺寸,35°的斜度部分起讓位作用,避免沖壓時與組合成形凹模大鑲塊干涉,如圖6b所示。凹模大鑲塊外形尺寸為36.5×23.0×24.8mm,內部設有6個功能型孔,2個9.03×5.0mm的切斷凹模刃口小鑲塊孔,2個20.35×1.5mm的覆蓋成形組合小鑲塊孔,另加2個10.3×4.5mm的小彈塊型孔,具體設計如圖6所示。
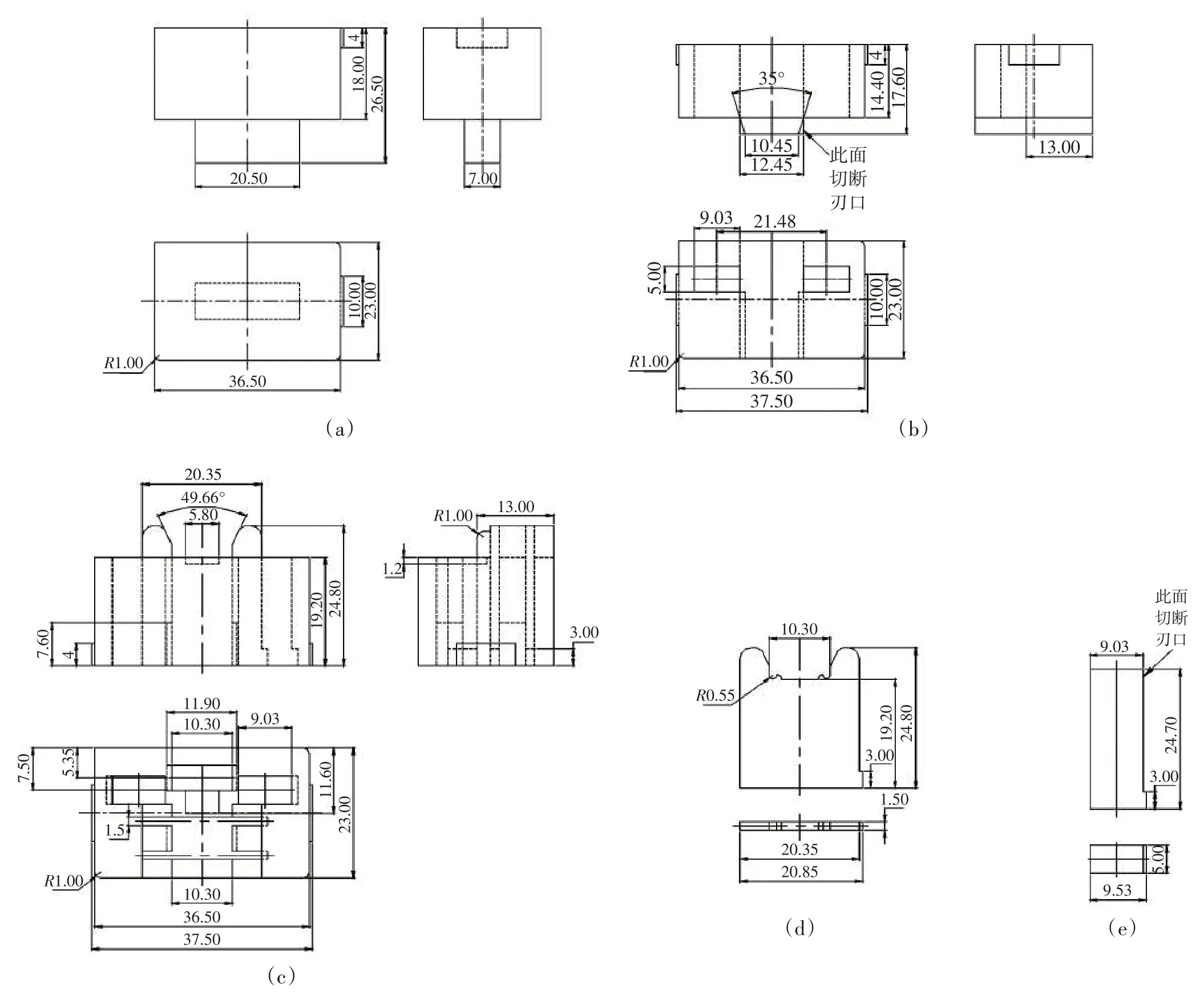
圖6 覆蓋成形切斷鑲塊
覆蓋時成形與切斷的工作狀態如圖7所示。實際生產的帶料制件如圖8所示。

圖7 覆蓋成形切斷狀態
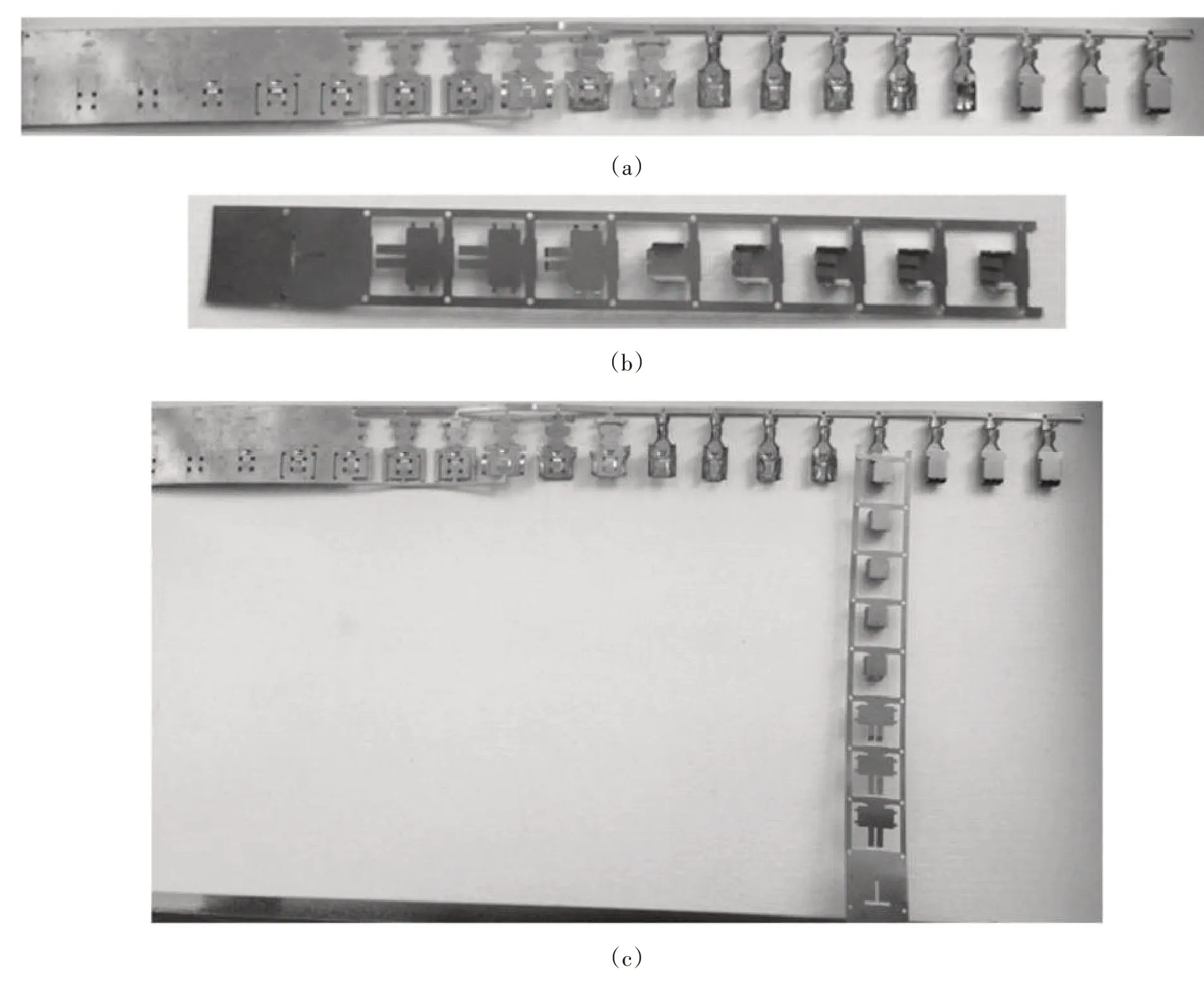
圖8 實際生產的制件帶料
6 結束語
多工位級進模經過多年的發展,技術日漸走向成熟,技術廣度方面,安全、高效、穩定的特點得到公認,技術深度方面,二模合一甚至三模合一的一體化沖壓技術正進行有益的實踐嘗試與攻關。本文通過一款覆蓋式組合而成插座端子的成功開發,說明了多模合一級進模具的設計開發在理論上的可行性,這為今后模具行業里沖壓零件中的多件組合、異件裝配的加工制造提供了新思路。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04